M Feld TBM152

4. Przygotowanie półfabrykatów do obróbki
152
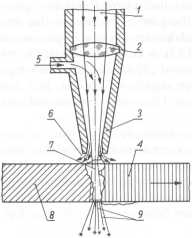
RYS. 4.24. Schemat głowicy roboczej do przecinania laserowego; 1 - wiązka laserowa, 2 - element optyczny, 3 - dysza głowicy roboczej, 4 - powierzchnia przecięcia, 5 - dopływ gazu roboczego, 6 - wylot gazu, 7 - ognisko, 8 - przedmiot obrabiany, 9 - wydmuchiwany materiał stopiony
Laser znajduje ponadto zastosowanie przy przecinaniu ceramiki, tworzyw sztucznych oraz różnego rodzaju dielektryków.
4.1.2. Niekonwencjonalne metody przecinania materiałów
Oprócz omówionych już, powszechnie stosowanych sposobów przecinania, uważanych za metody konwencjonalne, istnieje wiele metod niekonwencjonalnych, do których zalicza się: przecinanie strumieniem wody, przecinanie struną, przecinanie ano-dowo-mechaniczne, drążenie, wycinanie i frezowanie elektroerozyjne.
4.1.2.1. Przecinanie strumieniem wody
Znalazło ono zastosowanie przy przecinaniu takich materiałów, jak: drewno, tektura, różnego rodzaju tworzywa sztuczne oraz środki spożywcze.
Do podstawowych zalet przecinania strumieniem wody należą:
- brak zużywania się narzędzia - strumienia wody,
- niewystępowanie naprężeń cieplnych w przecinanym materiale w wyniku tylko nieznacznego podwyższenia temperatury,
- duża wydajność i wysoka jakość powierzchni przecięcia.
Proces przecinania strumieniem wody można zintensyfikować, stosując przecinanie wodno-ścierne. Urządzenie do takiego przecinania jest dodatkowo wyposażone w instalację do dozowania ścierniwa do strumienia wody. Schemat takiego urządzenia przedstawiono na rys. 4.25. W produkowanych dzisiaj urządzeniach stosuje się ciśnienia dochodzące do 700 MPa, które uzyskuje się dzięki zastosowaniu multiplikatora hydraulicznego. Drugim ważnym członem urządzenia jest głowica narzędziowa (rys. 4.26), której głównym zadaniem jest równomierne rozprowadzenie cząstek materiału ściernego wokół strumienia wody i doprowadzenie tej mieszaniny przez dyszę do powierzchni obrabianej.
Wyszukiwarka
Podobne podstrony:
M Feld TBM144 4. Przygotowanie półfabrykatów do obróbki144 RYS. 4.11. Układy stosowane przy przecina
M Feld TBM156 4. Przygotowanie półfabrykatów do obróbki RYS. 4.30. Struna pokryta ziarnem: a) na peł
M Feld TBM164 4. Przygotowanie półfabrykatów do obróbki164 jednocześnie są wykonywane nakiełki i toc
M Feld TBM146 146 4. Przygotowanie półfabrykatów do obróbki RYS. 4.14. Przecinarka firmy Peddinghaus
M Feld TBM148 148 4. Przygotowanie półfabrykatów do obróbki RYS. 4.19. Wykrojnik dla przedmiotu z ry
M Feld TBM154 154 4. Przygotowanie półfabrykatów do obróbki RYS. 4.27. Parametry przecinania strumie
M Feld TBM136 136 4. Przygotowanie półfabrykatów do obróbki bezodpadowych. Blachy, części płaskie i
M Feld TBM138 138 4. Przygotowanie półfabrykatów do obróbki cięcia kilku prętów oraz uniwersalność p
M Feld TBM142 142 4. Przygotowanie półfabrykatów do obróbki Przy poprawnie dobranych warunkach obrób
M Feld TBM150 150 4. Przygotowanie półfabrykatów do obróbki stanowi skoncentrowany łuk elektryczny,
M Feld TBM158 158 4. Przygotowanie półfabrykatów do obróbki techniką wytwarzania, mającą zastosowani
M Feld TBM166 166 4. Przygotowanie półfabrykatów do obróbki4.4. Przygotowanie półfabrykatów walcowan
M Feld TBM168 168 4. Przygotowanie półfabrykatów do obróbki - oczyszczarki komorow
M Feld TBM170 170 4. Przygotowanie półfabrykatów do obróbki gółowo w projektowaniu procesu technolog
M Feld TBM128 3. Rodzaje półfabrykatów i ich dobór RYS. 3.27. Głowica wielonożowa do wycinania na
M Feld TBM135 4Przygotowanie półfabrykatów do obróbki Półfabrykaty, zanim będą przekazane do wydział
cAgnieszka DĘBCZAK, Janusz RYCZKOWSKI Rys. 24. Schemat kuwety do badań in situ w zakresie podczerwie
~ 56 - Rys.24. Schematy do obliczenia szerokości materiału (cię-cie bez noża bocznego): a) materiał
P1050875 Rys. 24. Schemat powstawania toroidalnego pola w obracającej się przewodzącej kuli. Cyfry o
więcej podobnych podstron