M Feld TBM156
4. Przygotowanie półfabrykatów do obróbki
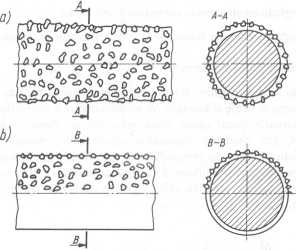
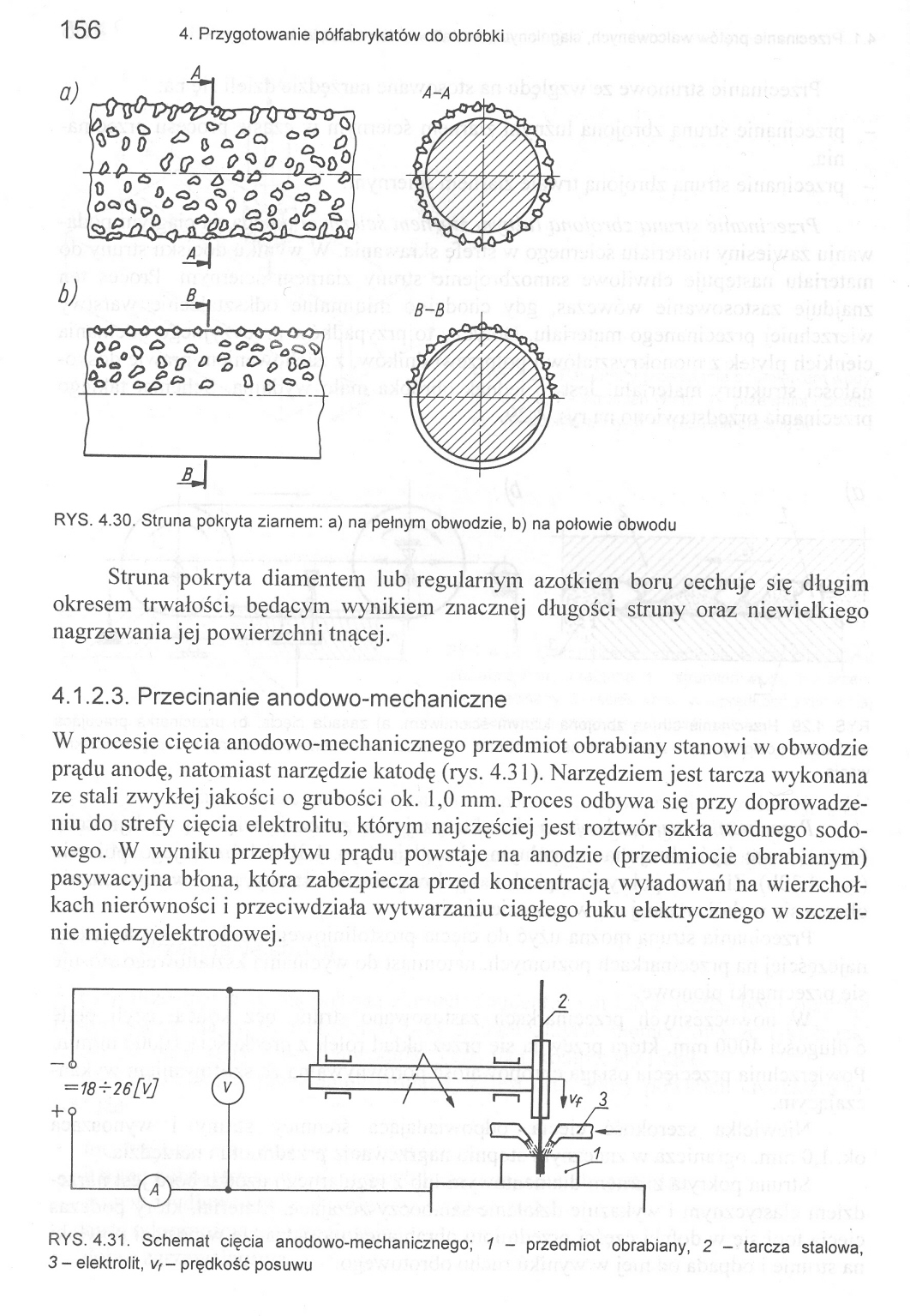
RYS. 4.30. Struna pokryta ziarnem: a) na pełnym obwodzie, b) na połowie obwodu
156
Struna pokryta diamentem lub regularnym azotkiem boru cechuje się długim okresem trwałości, będącym wynikiem znacznej długości struny oraz niewielkiego nagrzewania jej powierzchni tnącej.
4.1.2.3. Przecinanie anodowo-mechaniczne
W procesie cięcia anodowo-mechanicznego przedmiot obrabiany stanowi w obwodzie prądu anodę, natomiast narzędzie katodę (rys. 4.31). Narzędziem jest tarcza wykonana ze stali zwykłej jakości o grubości ok. 1,0 mm. Proces odbywa się przy doprowadzeniu do strefy cięcia elektrolitu, którym najczęściej jest roztwór szkła wodnego sodowego. W wyniku przepływu prądu powstaje na anodzie (przedmiocie obrabianym) pasywacyjna błona, która zabezpiecza przed koncentracją wyładowań na wierzchołkach nierówności i przeciwdziała wytwarzaniu ciągłego łuku elektrycznego w szczelinie międzyelektrodowej.
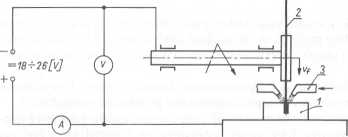
RYS. 4.31. Schemat cięcia anodowo-mechanicznego; 1 - przedmiot obrabiany, 2 - tarcza stalowa, 3 - elektrolit, vf- prędkość posuwu
Wyszukiwarka
Podobne podstrony:
M Feld TBM144 4. Przygotowanie półfabrykatów do obróbki144 RYS. 4.11. Układy stosowane przy przecina
M Feld TBM152 4. Przygotowanie półfabrykatów do obróbki152 RYS. 4.24. Schemat głowicy roboczej do pr
M Feld TBM146 146 4. Przygotowanie półfabrykatów do obróbki RYS. 4.14. Przecinarka firmy Peddinghaus
M Feld TBM148 148 4. Przygotowanie półfabrykatów do obróbki RYS. 4.19. Wykrojnik dla przedmiotu z ry
M Feld TBM154 154 4. Przygotowanie półfabrykatów do obróbki RYS. 4.27. Parametry przecinania strumie
M Feld TBM164 4. Przygotowanie półfabrykatów do obróbki164 jednocześnie są wykonywane nakiełki i toc
M Feld TBM136 136 4. Przygotowanie półfabrykatów do obróbki bezodpadowych. Blachy, części płaskie i
M Feld TBM138 138 4. Przygotowanie półfabrykatów do obróbki cięcia kilku prętów oraz uniwersalność p
M Feld TBM142 142 4. Przygotowanie półfabrykatów do obróbki Przy poprawnie dobranych warunkach obrób
M Feld TBM150 150 4. Przygotowanie półfabrykatów do obróbki stanowi skoncentrowany łuk elektryczny,
M Feld TBM158 158 4. Przygotowanie półfabrykatów do obróbki techniką wytwarzania, mającą zastosowani
M Feld TBM166 166 4. Przygotowanie półfabrykatów do obróbki4.4. Przygotowanie półfabrykatów walcowan
M Feld TBM168 168 4. Przygotowanie półfabrykatów do obróbki - oczyszczarki komorow
M Feld TBM170 170 4. Przygotowanie półfabrykatów do obróbki gółowo w projektowaniu procesu technolog
M Feld TBM135 4Przygotowanie półfabrykatów do obróbki Półfabrykaty, zanim będą przekazane do wydział
M Feld TBM128 3. Rodzaje półfabrykatów i ich dobór RYS. 3.27. Głowica wielonożowa do wycinania na
M Feld TBM130 130 3. Rodzaje półfabrykatów i ich dobór RYS. 3.30. Wytłoczka walcowa bez kołnierza RY
M Feld TBM208 208 5. Technologiczne przygotowanie produkcji RYS. 5.30. Temperatury hartowania i odpu
M Feld TBM110 3. Rodzaje półfabrykatów i ich dobór RYS. 3.21. Wymiary odkuwki: a) między powierzchni
więcej podobnych podstron