M Feld TBM145
145
4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach
4.1.1.4. Przecinanie bezodpadowe
Jest to wymiarowo dokładne rozdzielenie materiałów o Rm do 1000 MPa przez ścinanie. W tym sposobie obróbki istnieje możliwość otrzymania dość małych tolerancji długości ciętych odcinków oraz prostopadłości powierzchni czołowych do osi.
Istniejądwa podstawowe sposoby przecinania bezodpadowego:
- przecinanie na nożycach, w przyrządach na prasach lub na specjalnych przecinarkach z prędkością cięcia v = 0,5 -s- 2,0 m/s,
- przecinanie udarowe, charakteryzujące się prędkościami cięcia v > 10 m/s.
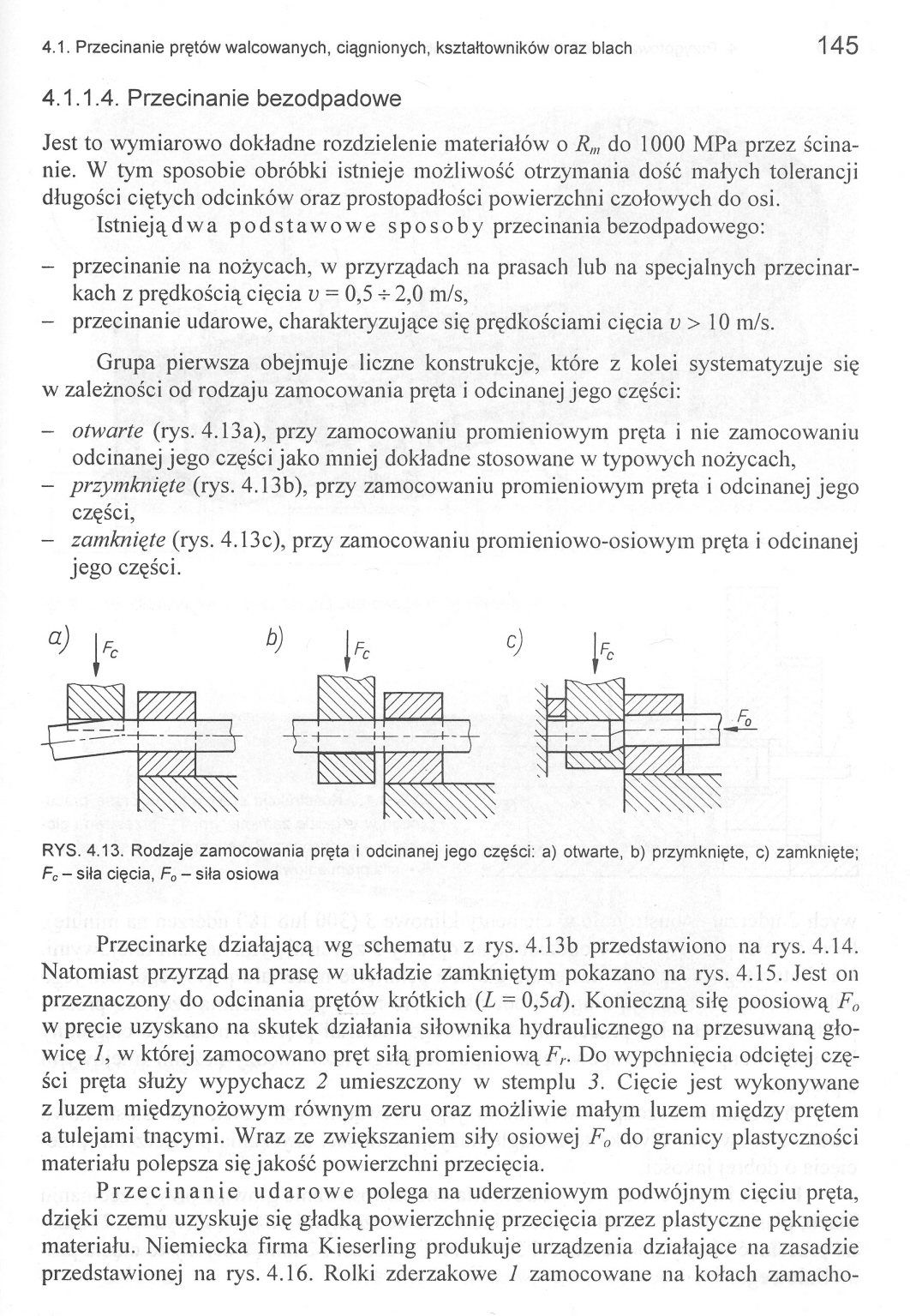
Grupa pierwsza obejmuje liczne konstrukcje, które z kolei systematyzuje się w zależności od rodzaju zamocowania pręta i odcinanej jego części:
- otwarte (rys. 4.13a), przy zamocowaniu promieniowym pręta i nie zamocowaniu odcinanej jego części jako mniej dokładne stosowane w typowych nożycach,
- przymknięte (rys. 4.13b), przy zamocowaniu promieniowym pręta i odcinanej jego części,
- zamknięte (rys. 4.13c), przy zamocowaniu promieńiowo-osiowym pręta i odcinanej jego części.
Fc - siła cięcia, F0 - siła osiowa
Przecinarkę działającą wg schematu z rys. 4.13b przedstawiono na rys. 4.14. Natomiast przyrząd na prasę w układzie zamkniętym pokazano na rys. 4.15. Jest on przeznaczony do odcinania prętów krótkich (L = 0,5d). Konieczną siłę poosiową Fa w pręcie uzyskano na skutek działania siłownika hydraulicznego na przesuwaną głowicę /, w której zamocowano pręt siłą promieniową Fr. Do wypchnięcia odciętej części pręta służy wypychacz 2 umieszczony w stemplu 3. Cięcie jest wykonywane z luzem międzynożowym równym zeru oraz możliwie małym luzem między prętem a tulejami tnącymi. Wraz ze zwiększaniem siły osiowej F„ do granicy plastyczności materiału polepsza się jakość powierzchni przecięcia.
Przecinanie udarowe polega na uderzeniowym podwójnym cięciu pręta, dzięki czemu uzyskuje się gładką powierzchnię przecięcia przez plastyczne pęknięcie materiału. Niemiecka firma Kieserling produkuje urządzenia działające na zasadzie przedstawionej na rys. 4.16. Rolki zderzakowe 1 zamocowane na kołach zamacho-
Wyszukiwarka
Podobne podstrony:
M Feld TBM137 137 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach Przeci
M Feld TBM139 139 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach RYS. 4
M Feld TBM143 143 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach Ściern
M Feld TBM147 147 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach RYS. 4
M Feld TBM149 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach RYS. 4.20.
M Feld TBM153 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach153 RYS. 4.
M Feld TBM155 155 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach Przeci
M Feld TBM157 157 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach Cięcie
M Feld TBM151 151 4.1. Przecinanie prętów walcowanych, ciągnionych, ksztattowników oraz blach prądam
M Feld TBM167 167 4.4. Przygotowanie półfabrykatów walcowanych w postaci kształtowników, rur i blach
CCI20101218�025 W zależności od liczby ciągnionych jednocześnie prętów, rur lub kształtowników ciąga
M Feld TBM131 131 3.1. Rodzaje półfabrykatów RYS. 3.33. Kształtowanie wyrobu przez wyoblanie: a) ksz
E ♦ • części walcowe i łukowate kształtujemy przeciągając elementy po
CCI20110114�002 1. CZĘŚĆ TEORETYCZNA1.1. Metody walcowania. W procesie walcowania żądany kształt prz
DSCN2865 Za Hanie 145 Przeciętne wynagrodzenia w dwóch zakładach w 2002 roku wynosiły: Zakład A 2220
więcej podobnych podstron