M Feld TBM155
155
4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach
Przecinanie strunowe ze względu na stosowane narzędzie dzieli się na:
- przecinanie struną zbrojoną luźnym ziarnem ściernym w czasie procesu przecinania,
- przecinanie struną zbrojoną trwale ziarnem ściernym.
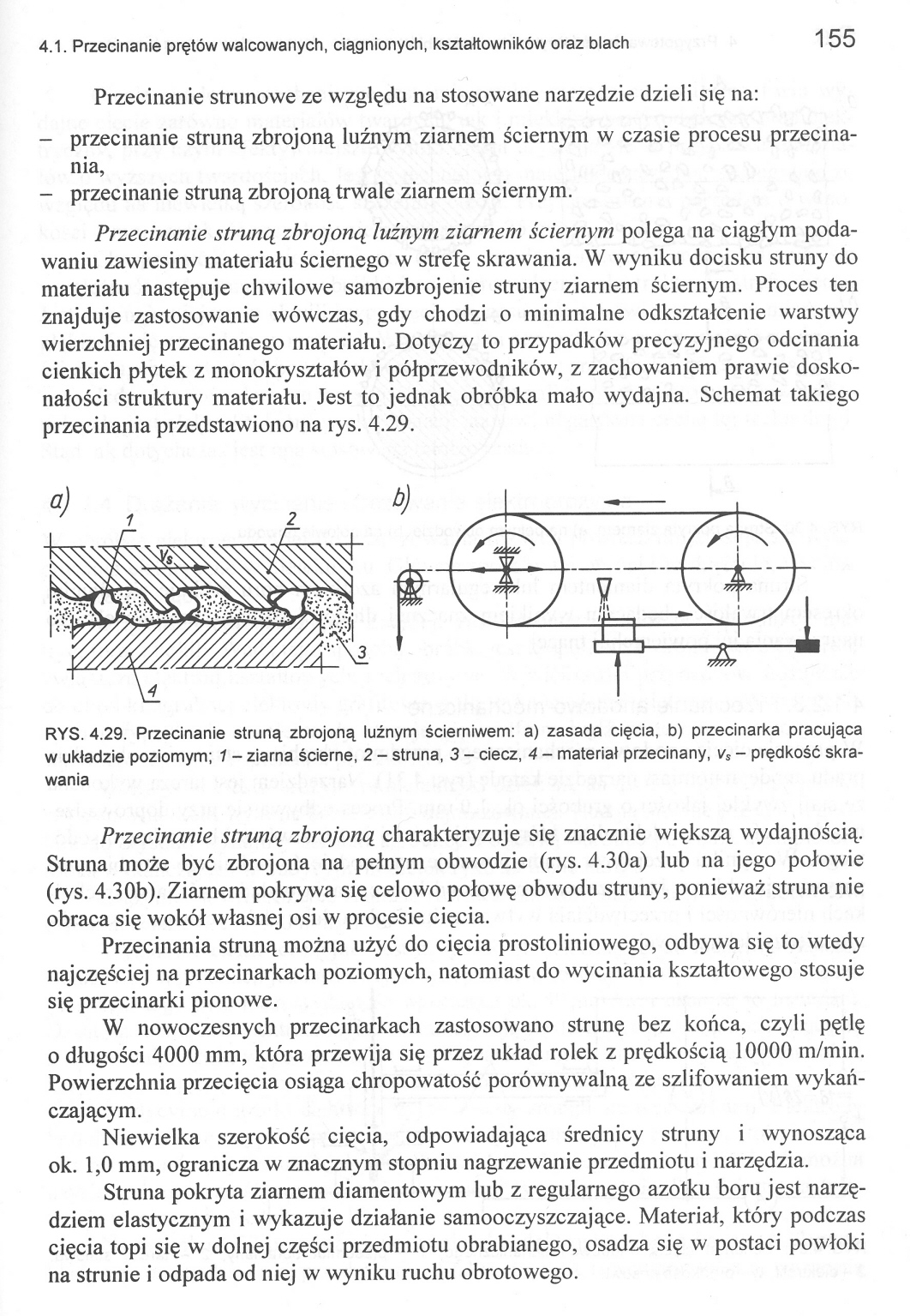
Przecinanie struną zbrojoną luźnym ziarnem ściernym polega na ciągłym podawaniu zawiesiny materiału ściernego w strefę skrawania. W wyniku docisku struny do materiału następuje chwilowe samozbrojenie struny ziarnem ściernym. Proces ten znajduje zastosowanie wówczas, gdy chodzi o minimalne odkształcenie warstwy wierzchniej przecinanego materiału. Dotyczy to przypadków precyzyjnego odcinania cienkich płytek z monokryształów i półprzewodników, z zachowaniem prawie doskonałości struktury materiału. Jest to jednak obróbka mało wydajna. Schemat takiego przecinania przedstawiono na rys. 4.29.
RYS. 4.29. Przecinanie struną zbrojoną luźnym ścierniwem: a) zasada cięcia, b) przecinarka pracująca w układzie poziomym; 1 - ziarna ścierne, 2 - struna, 3 - ciecz, 4 - materiał przecinany, vs - prędkość skrawania
Przecinanie struną zbrojoną charakteryzuje się znacznie większą wydajnością. Struna może być zbrojona na pełnym obwodzie (rys. 4.3Oa) lub na jego połowie (rys. 4.30b). Ziarnem pokrywa się celowo połowę obwodu struny, ponieważ struna nie obraca się wokół własnej osi w procesie cięcia.
Przecinania struną można użyć do cięcia prostoliniowego, odbywa się to wtedy najczęściej na przecinarkach poziomych, natomiast do wycinania kształtowego stosuje się przecinarki pionowe.
W nowoczesnych przecinarkach zastosowano strunę bez końca, czyli pętlę o długości 4000 mm, która przewija się przez układ rolek z prędkością 10000 m/min. Powierzchnia przecięcia osiąga chropowatość porównywalną ze szlifowaniem wykańczającym.
Niewielka szerokość cięcia, odpowiadająca średnicy struny i wynosząca ok. 1,0 mm, ogranicza w znacznym stopniu nagrzewanie przedmiotu i narzędzia.
Struna pokryta ziarnem diamentowym lub z regularnego azotku boru jest narzędziem elastycznym i wykazuje działanie samooczyszczające. Materiał, który podczas cięcia topi się w dolnej części przedmiotu obrabianego, osadza się w postaci powłoki na strunie i odpada od niej w wyniku ruchu obrotowego.
Wyszukiwarka
Podobne podstrony:
M Feld TBM137 137 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach Przeci
M Feld TBM139 139 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach RYS. 4
M Feld TBM143 143 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach Ściern
M Feld TBM147 147 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach RYS. 4
M Feld TBM149 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach RYS. 4.20.
M Feld TBM157 157 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach Cięcie
M Feld TBM145 145 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach4.1.1.4
M Feld TBM153 4.1. Przecinanie prętów walcowanych, ciągnionych, kształtowników oraz blach153 RYS. 4.
M Feld TBM151 151 4.1. Przecinanie prętów walcowanych, ciągnionych, ksztattowników oraz blach prądam
M Feld TBM167 167 4.4. Przygotowanie półfabrykatów walcowanych w postaci kształtowników, rur i blach
CCI20101218�025 W zależności od liczby ciągnionych jednocześnie prętów, rur lub kształtowników ciąga
M Feld TBM131 131 3.1. Rodzaje półfabrykatów RYS. 3.33. Kształtowanie wyrobu przez wyoblanie: a) ksz
E ♦ • części walcowe i łukowate kształtujemy przeciągając elementy po
CCI20110114�002 1. CZĘŚĆ TEORETYCZNA1.1. Metody walcowania. W procesie walcowania żądany kształt prz
M Feld TBM023 TABLICA 1.1. Przeciętne zakresy dokładności i chropowatości powierzchni dla różnych ro
więcej podobnych podstron