M Feld TBM228
228
6. Rodzaje naddatków i czynniki wpływające na ich wielkość
|
<0 |
__ | |||||
|
w;;;) |
////////////, | |||||
|
I |
Ci ° | |||||
|
wży. |
V///////// | |||||
|
C* |
c? |
b |
C3 | |||
|
,' V | ||||||
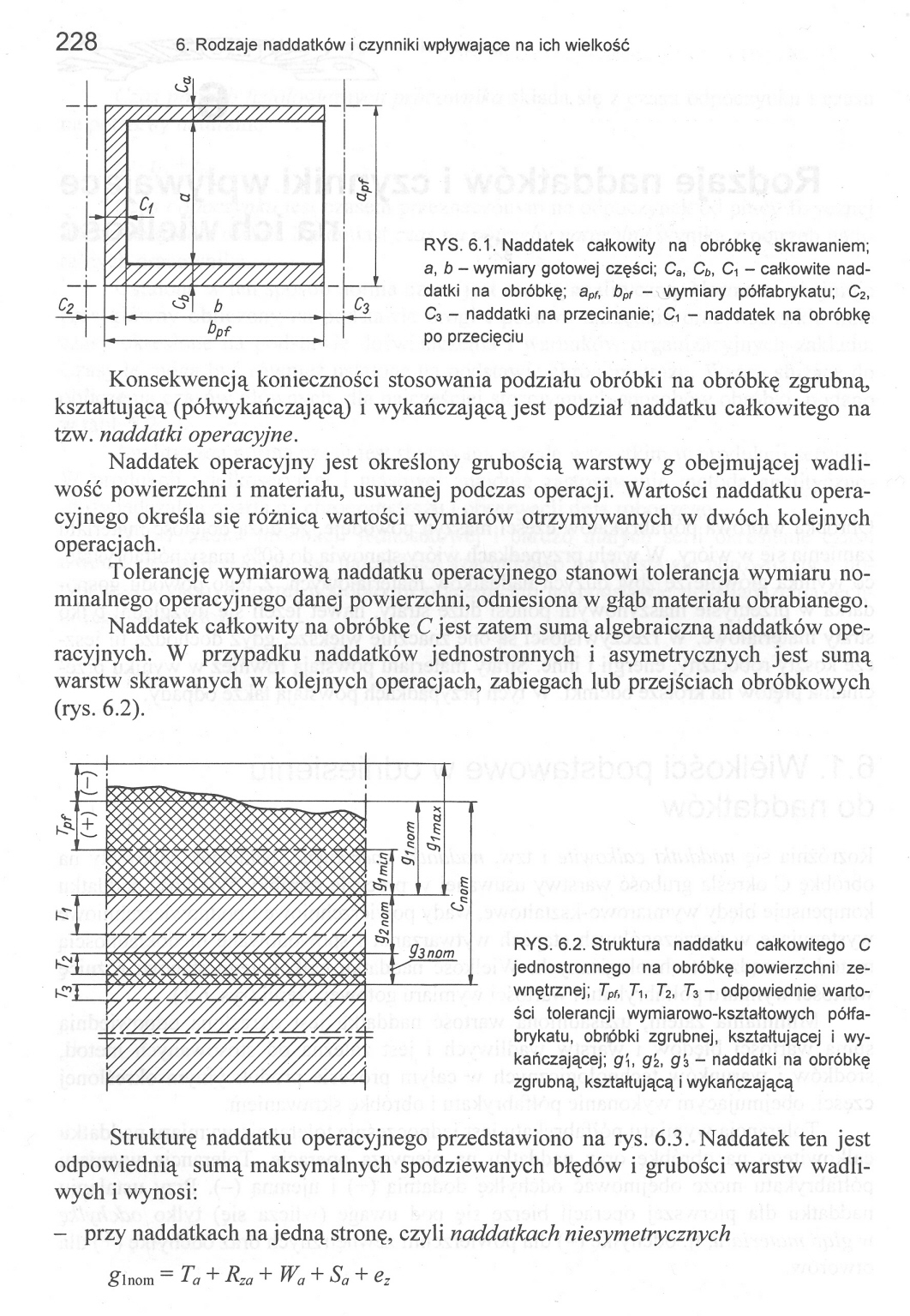
RYS. 6.1. Naddatek całkowity na obróbkę skrawaniem; a, b - wymiary gotowej części; Ca, Cb, Ci - całkowite naddatki na obróbkę; apl, bp, - wymiary półfabrykatu; C2, Gł - naddatki na przecinanie; Ci - naddatek na obróbkę po przecięciu
Konsekwencją konieczności stosowania podziału obróbki na obróbkę zgrubną, kształtującą (półwykańczającą) i wykańczającą jest podział naddatku całkowitego na tzw. naddatki operacyjne.
Naddatek operacyjny jest określony grubością warstwy g obejmującej wadliwość powierzchni i materiału, usuwanej podczas operacji. Wartości naddatku operacyjnego określa się różnicą wartości wymiarów otrzymywanych w dwóch kolejnych operacjach.
Tolerancję wymiarową naddatku operacyjnego stanowi tolerancja wymiaru nominalnego operacyjnego danej powierzchni, odniesiona w głąb materiału obrabianego.
Naddatek całkowity na obróbkę C jest zatem sumą algebraiczną naddatków operacyjnych. W przypadku naddatków jednostronnych i asymetrycznych jest sumą warstw skrawanych w kolejnych operacjach, zabiegach lub przejściach obróbkowych (rys. 6.2).
RYS. 6.2. Struktura naddatku całkowitego C jednostronnego na obróbkę powierzchni zewnętrznej; TPf, 7"i, T2, T3 - odpowiednie wartości tolerancji wymiarowo-kształtowych półfabrykatu, obróbki zgrubnej, kształtującej i wykańczającej; g\, g'2, g'3 - naddatki na obróbkę zgrubną, kształtującą i wykańczającą
Strukturę naddatku operacyjnego przedstawiono na rys. 6.3. Naddatek ten jest odpowiednią sumą maksymalnych spodziewanych błędów i grubości warstw wadliwych i wynosi:
- przy naddatkach na jedną stronę, czyli naddatkach niesymetrycznych ginom = Ta + Rza + Wa + Sa + ez
Wyszukiwarka
Podobne podstrony:
M Feld TBM230 230 6. Rodzaje naddatków i czynniki wpływające na ich wielkość RYS. 6.5. Wyjaśnienie b
M Feld TBM232 232 6. Rodzaje naddatków i czynniki wpływające na ich wielkość6.2. Obliczenie liczby n
M Feld TBM238 238 6. Rodzaje naddatków i czynniki wpływające na ich wielkość TABLICA 6.5. Normatywy
M Feld TBM242 242 6. Rodzaje naddatków i czynniki wpływające na ich wielkość Ra 20/^02^/ Ra0ó3/J Mat
Przyjęta definicja powodzi traktuje stany powodziowe bez uwzględniania wielu czynników, wpływających
zagadnienia Zagadnienia do egzaminu Enzymy, czynniki wpływające na ich aktywność i budowa. Substancj
• Komórki macierzyste i czynniki wpływające na ich przemieszczanie się jako
RAPORTZasilacze UPS / Rodzaje / Czynniki wpływające na wybór ✓ Parametry techniczne / Zastosowania
M Feld TBM133 133 3.2. Czynniki wpływające na dobór półfabrykatu odkuwki, natomiast wielkość produkc
M Feld TBM227 6Rodzaje naddatków i czynniki wpływającena ich wielkość Obróbka wiórowa półfabrykatów
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
IMGy95 Inne czynniki wpływające na skuteczność terapii, to: rodzaj terapii 1 jej różnorodność,
PODZIAŁ CZYNNIKÓW WPŁYWAJĄCYCH NA BUDOWLE WYSMUKŁE 1 Grupa czynników Rodzaj
$ Sód i inne Czynniki wpływające na sorpcję wymienną: $ Budowa sorbenta $ Odczyn gleby $ Rodzaj
64. Przemiana materii - pojecie, rodzaje, czynniki wpływające na jej wysokość -definiuje
Zdjęcie1022 (4) Czynniki wpływające na immunogenność Immunogranoit antygenu za leży od rodzaju cząst
więcej podobnych podstron