M Feld TBM238
238
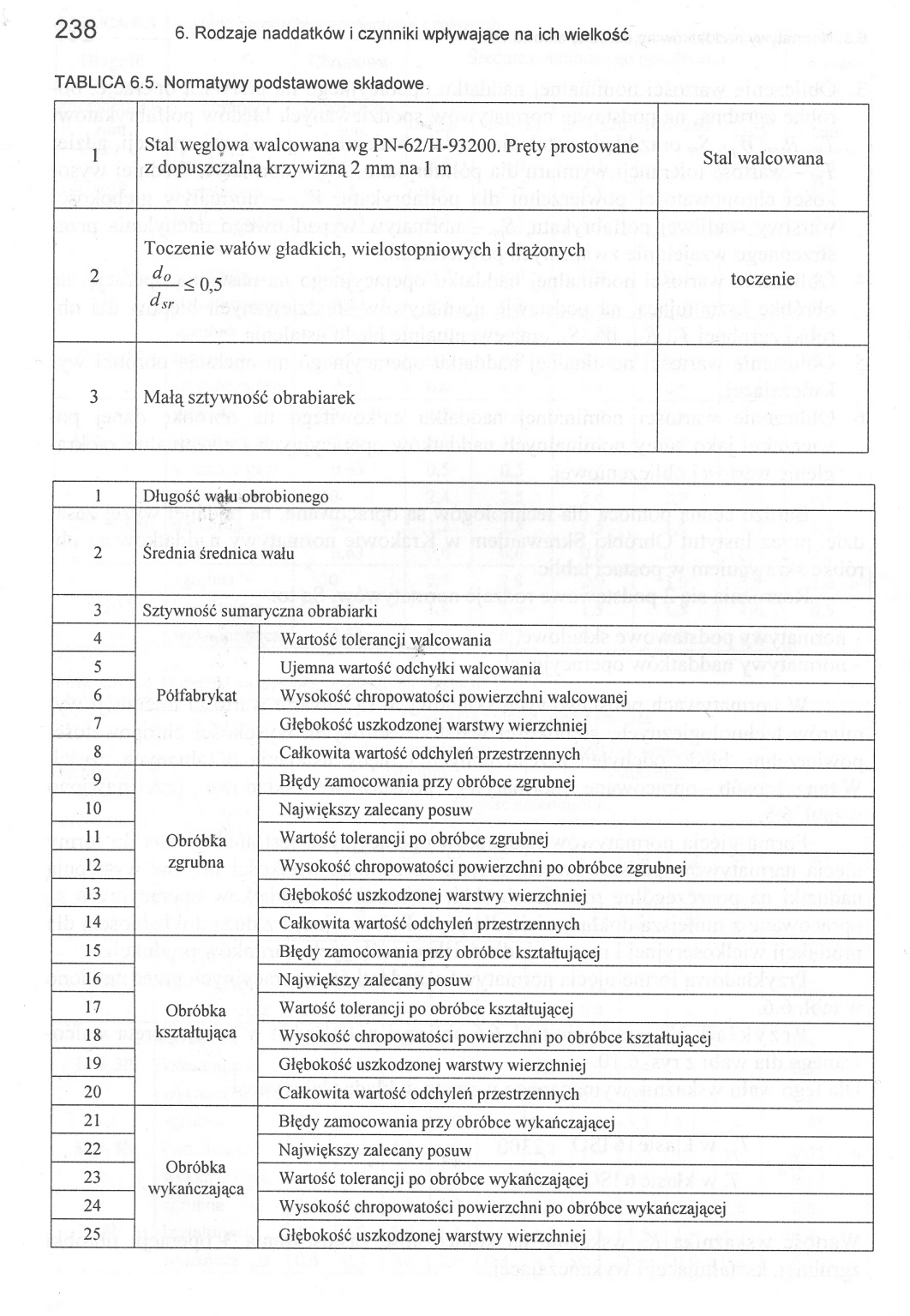
6. Rodzaje naddatków i czynniki wpływające na ich wielkość
TABLICA 6.5. Normatywy podstawowe składowe
|
1 |
Stal węglowa walcowana wg PN-62/H-93200. Pręty prostowane z dopuszczalną krzywizną 2 mm na 1 m |
Stal walcowana |
|
2 |
Toczenie wałów gładkich, wielostopniowych i drążonych — <0,5 dgr |
toczenie |
|
3 |
Małą sztywność obrabiarek |
|
1 |
Długość wału obrobionego | |
|
2 |
Średnia średnica wału | |
|
3 |
Sztywność sumaryczna obrabiarki | |
|
4 |
Półfabrykat |
Wartość tolerancji walcowania |
|
5 |
Ujemna wartość odchyłki walcowania | |
|
6 |
Wysokość chropowatości powierzchni walcowanej | |
|
7 |
Głębokość uszkodzonej warstwy wierzchniej | |
|
8 |
Całkowita wartość odchyleń przestrzennych | |
|
9 |
Obróbka zgrubna |
Błędy zamocowania przy obróbce zgrubnej |
|
10 |
Największy zalecany posuw | |
|
11 |
Wartość tolerancji po obróbce zgrubnej | |
|
12 |
Wysokość chropowatości powierzchni po obróbce zgrubnej | |
|
13 |
Głębokość uszkodzonej warstwy wierzchniej | |
|
14 |
Całkowita wartość odchyleń przestrzennych | |
|
15 |
Obróbka kształtująca |
Błędy zamocowania przy obróbce kształtującej |
|
16 |
Największy zalecany posuw | |
|
17 |
Wartość tolerancji po obróbce kształtującej | |
|
18 |
Wysokość chropowatości powierzchni po obróbce kształtującej | |
|
19 |
Głębokość uszkodzonej warstwy wierzchniej | |
|
20 |
Całkowita wartość odchyleń przestrzennych | |
|
21 |
Obróbka wykańczająca |
Błędy zamocowania przy obróbce wykańczającej |
|
22 |
Największy zalecany posuw | |
|
23 |
Wartość tolerancji po obróbce wykańczającej | |
|
24 |
Wysokość chropowatości powierzchni po obróbce wykańczającej | |
|
25 |
Głębokość uszkodzonej warstwy wierzchniej | |
Wyszukiwarka
Podobne podstrony:
M Feld TBM230 230 6. Rodzaje naddatków i czynniki wpływające na ich wielkość RYS. 6.5. Wyjaśnienie b
M Feld TBM232 232 6. Rodzaje naddatków i czynniki wpływające na ich wielkość6.2. Obliczenie liczby n
M Feld TBM242 242 6. Rodzaje naddatków i czynniki wpływające na ich wielkość Ra 20/^02^/ Ra0ó3/J Mat
M Feld TBM228 228 6. Rodzaje naddatków i czynniki wpływające na ich
Przyjęta definicja powodzi traktuje stany powodziowe bez uwzględniania wielu czynników, wpływających
zagadnienia Zagadnienia do egzaminu Enzymy, czynniki wpływające na ich aktywność i budowa. Substancj
5.1 Czynniki wpływające na niepowodzenie projektu • brak znajomości podstaw
• Komórki macierzyste i czynniki wpływające na ich przemieszczanie się jako
RAPORTZasilacze UPS / Rodzaje / Czynniki wpływające na wybór ✓ Parametry techniczne / Zastosowania
M Feld TBM133 133 3.2. Czynniki wpływające na dobór półfabrykatu odkuwki, natomiast wielkość produkc
M Feld TBM227 6Rodzaje naddatków i czynniki wpływającena ich wielkość Obróbka wiórowa półfabrykatów
M Feld TBM282 282 8. Projektowanie procesu technologicznego części klasy wał Czynniki wpływające na
IMGy95 Inne czynniki wpływające na skuteczność terapii, to: rodzaj terapii 1 jej różnorodność,
PODZIAŁ CZYNNIKÓW WPŁYWAJĄCYCH NA BUDOWLE WYSMUKŁE 1 Grupa czynników Rodzaj
$ Sód i inne Czynniki wpływające na sorpcję wymienną: $ Budowa sorbenta $ Odczyn gleby $ Rodzaj
64. Przemiana materii - pojecie, rodzaje, czynniki wpływające na jej wysokość -definiuje
więcej podobnych podstron