M Feld TBM633

13.7. Kształtowanie zębów kół zębatych walcowych
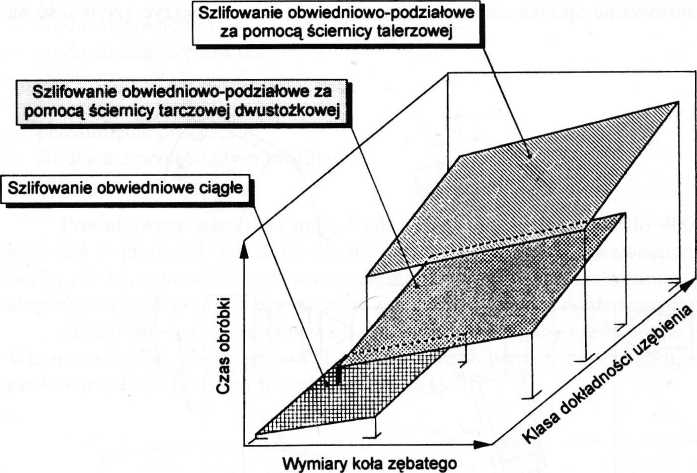
RYS. 13.84. Porównanie metod szlifowania kół zębatych pod względem klasy dokładności uzębienia, wymiarów koła zębatego oraz czasu obróbki
Główne kierunki rozwoju metody szlifowania ściernicami ślimakowymi to: wprowadzanie coraz to szerszych ściernic o coraz większych średnicach oraz stosowanie ściernic wielozwojnych.
Porównanie omówionych metod obwiedniowego szlifowania zębów kół zębatych przedstawiono na rys. 13.84. Jak wynika z wykresu najdokładniejsze koła i to w najkrótszym czasie można uzyskać metodą Reishauera, w następnej kolejności metodą Nilesa i Maaga.
Gładzenie. Jest to sposób obróbki ściernej nabierający coraz większego znaczenia, mimo że do jego realizacji niezbędne jest specjalne urządzenie i obrabiarka. Potwierdzeniem tego jest coraz większa liczba producentów tych specjalistycznych obrabiarek (Fassler, Kapp, Gleason-Hurth, Prawema). Proces gładzenia jest bardzo zbliżony do procesu wiórkowania wiórkownikiem krążkowym. Wichrowate usytuowanie osi narzędzia i obrabianego koła (rys. 13.85) powoduje, że przy takiej współpracy występuje prędkość poślizgu wzdłuż linii zębów, która przebiega skośnie od głowy do stopy zęba.
Narzędziem jest ściernica (osełka) w kształcie pierścienia (rys. 13.86). Podstawowa budowa i skład komponentów: ziarn, spoiwa i por są podobne do ściernic konwencjonalnych. Materiałem ściernym stosowanym w tym sposobie obróbki jest elektrokorund, węglik krzemu, mikrokrystaliczny tlenek aluminiowy, a niekiedy nawet regularny azotek boru. Ważną cechą jakościową narzędzi jest jednorodność rozmieszczenia ziarn w spoiwie, które ma bezpośredni wpływ na twardość, sztywność i okres
Wyszukiwarka
Podobne podstrony:
M Feld TBM599 599 13.7. Kształtowanie zębów kół zębatych walcowych Obróbkę otworu prowadzi się specj
M Feld TBM601 601 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.28. Kształtowanie zębów k
M Feld TBM603 603 13.7. Kształtowanie zębów kół zębatych walcowych TABLICA 13.2. Zespoły modułowych
M Feld TBM607 13.7. Kształtowanie zębów kół zębatych walcowych 607 RYS. 13.40. Przeciągacz zamocowan
M Feld TBM609 609 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.42. Struganie zębów wg ko
M Feld TBM611 13.7. Kształtowanie zębów kół zębatych walcowych G1 1 Podstawową zal
M Feld TBM613 613 13.7. Kształtowanie zębów kół zębatych walcowych Ruch dosuwowy narzędzia na odpowi
M Feld TBM617 617 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.59. Zasada frezowania koł
M Feld TBM621 621 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.65. Przyrząd do walcowani
M Feld TBM623 623 13.7. Kształtowanie zębów kół zębatych walcowych Szczególnie dotyczy to kół zębaty
M Feld TBM625 625 13.7. Kształtowanie zębów kół zębatych walcowych Zarówno przy jednym, jak i drugim
M Feld TBM631 631 13.7. Kształtowanie zębów kół zębatych walcowych Szlifowanie obwiedniowe może być
M Feld TBM635 635 13.7. Kształtowanie zębów kół zębatych walcowych Wielkościami charakterystycznymi
M Feld TBM637 637 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.90. Gładzenie: a) gładzen
M Feld TBM639 639 13.7. Kształtowanie zębów kół zębatych walcowych Proces łuszczenia może być prowad
M Feld TBM643 643 13.9. Kształtowanie zębów kół zębatych stożkowych b) / / i X ) i W y^ II
M Feld TBM645 645 13.9. Kształtowanie zębów kół zębatych stożkowych13.9.1.4. Obróbka metodą bezwióro
67134 kształty zębów w sprzęgłach zębatych Rys. 6.11. Kształty zębów w sprzęgłach zębatych; uzębieni
więcej podobnych podstron