M Feld TBM635
635
13.7. Kształtowanie zębów kół zębatych walcowych
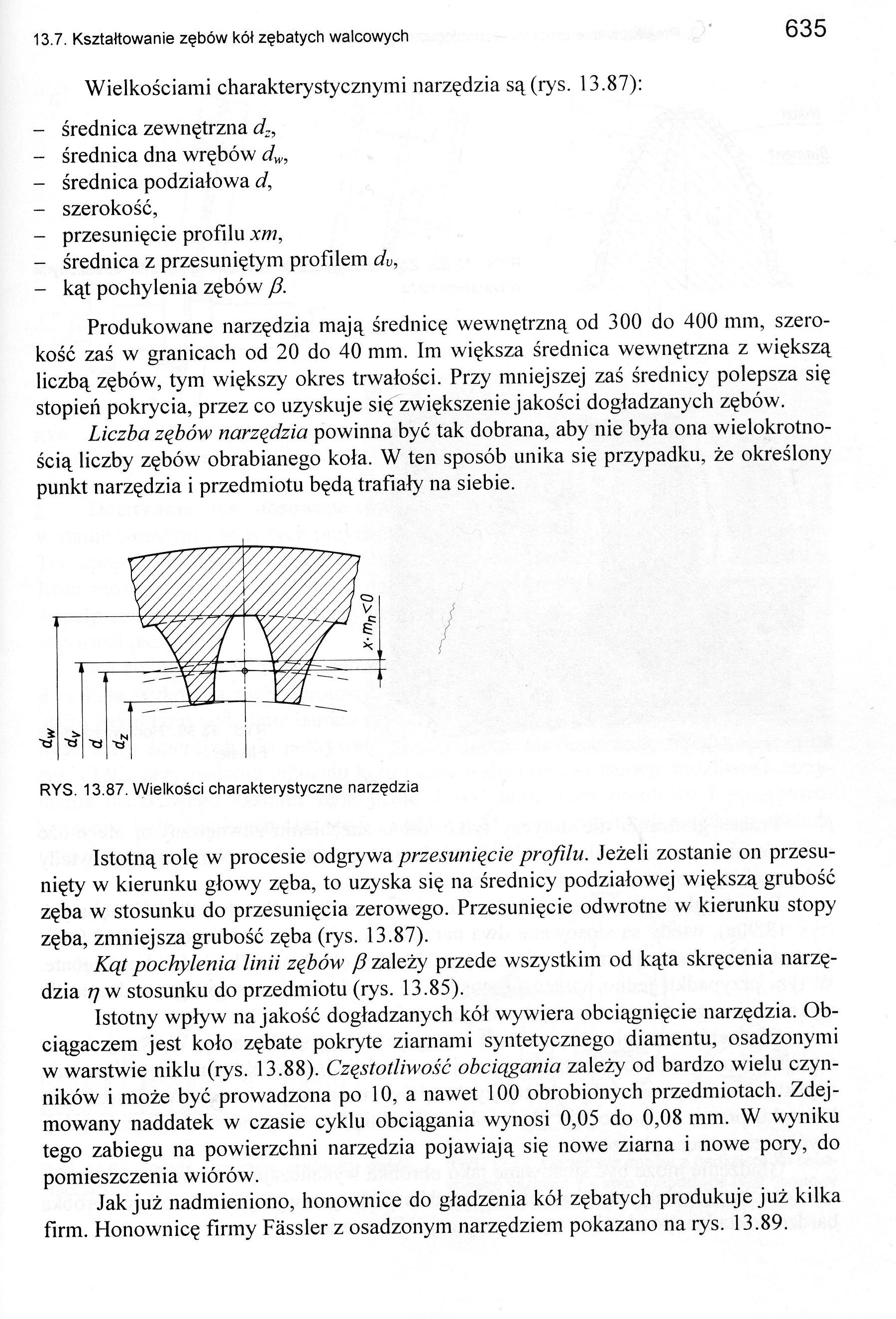
Wielkościami charakterystycznymi narzędzia są (rys. 13.87):
- średnica zewnętrzna d:,
- średnica dna wrębów dw,
- średnica podziałowa d,
- szerokość,
- przesunięcie profilu xm,
- średnica z przesuniętym profilem dv,
- kąt pochylenia zębów J3.
Produkowane narzędzia mają średnicę wewnętrzną od 300 do 400 mm, szerokość zaś w granicach od 20 do 40 mm. Im większa średnica wewnętrzna z większą liczbą zębów, tym większy okres trwałości. Przy mniejszej zaś średnicy polepsza się stopień pokrycia, przez co uzyskuje się zwiększenie jakości dogładzanych zębów.
Liczba zębów narzędzia powinna być tak dobrana, aby nie była ona wielokrotnością liczby zębów obrabianego koła. W ten sposób unika się przypadku, że określony punkt narzędzia i przedmiotu będą trafiały na siebie.
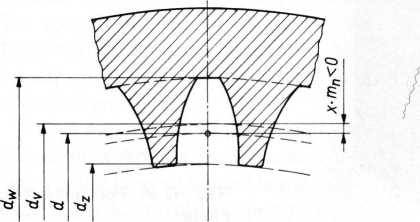
RYS. 13.87. Wielkości charakterystyczne narzędzia
Istotną rolę w procesie odgrywa przesunięcie profilu. Jeżeli zostanie on przesunięty w kierunku głowy zęba, to uzyska się na średnicy podziałowej większą grubość zęba w stosunku do przesunięcia zerowego. Przesunięcie odwrotne w kierunku stopy zęba, zmniejsza grubość zęba (rys. 13.87).
Kąt pochylenia linii zębów (3 zależy przede wszystkim od kąta skręcenia narzędzia rj w stosunku do przedmiotu (rys. 13.85).
Istotny wpływ na jakość dogładzanych kół wywiera obciągnięcie narzędzia. Ob-ciągaczem jest koło zębate pokryte ziarnami syntetycznego diamentu, osadzonymi w warstwie niklu (rys. 13.88). Częstotliwość obciągania zależy od bardzo wielu czynników i może być prowadzona po 10, a nawet 100 obrobionych przedmiotach. Zdejmowany naddatek w czasie cyklu obciągania wynosi 0,05 do 0,08 mm. W wyniku tego zabiegu na powierzchni narzędzia pojawiają się nowe ziarna i nowe pory, do pomieszczenia wiórów.
Jak już nadmieniono, honownice do gładzenia kół zębatych produkuje już kilka firm. Honownicę firmy Fassler z osadzonym narzędziem pokazano na rys. 13.89.
Wyszukiwarka
Podobne podstrony:
M Feld TBM613 613 13.7. Kształtowanie zębów kół zębatych walcowych Ruch dosuwowy narzędzia na odpowi
M Feld TBM599 599 13.7. Kształtowanie zębów kół zębatych walcowych Obróbkę otworu prowadzi się specj
M Feld TBM601 601 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.28. Kształtowanie zębów k
M Feld TBM603 603 13.7. Kształtowanie zębów kół zębatych walcowych TABLICA 13.2. Zespoły modułowych
M Feld TBM609 609 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.42. Struganie zębów wg ko
M Feld TBM617 617 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.59. Zasada frezowania koł
M Feld TBM621 621 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.65. Przyrząd do walcowani
M Feld TBM623 623 13.7. Kształtowanie zębów kół zębatych walcowych Szczególnie dotyczy to kół zębaty
M Feld TBM625 625 13.7. Kształtowanie zębów kół zębatych walcowych Zarówno przy jednym, jak i drugim
M Feld TBM631 631 13.7. Kształtowanie zębów kół zębatych walcowych Szlifowanie obwiedniowe może być
M Feld TBM633 633 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.84. Porównanie metod szli
M Feld TBM637 637 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.90. Gładzenie: a) gładzen
M Feld TBM639 639 13.7. Kształtowanie zębów kół zębatych walcowych Proces łuszczenia może być prowad
M Feld TBM607 13.7. Kształtowanie zębów kół zębatych walcowych 607 RYS. 13.40. Przeciągacz zamocowan
M Feld TBM611 13.7. Kształtowanie zębów kół zębatych walcowych G1 1 Podstawową zal
M Feld TBM643 643 13.9. Kształtowanie zębów kół zębatych stożkowych b) / / i X ) i W y^ II
M Feld TBM645 645 13.9. Kształtowanie zębów kół zębatych stożkowych13.9.1.4. Obróbka metodą bezwióro
M Feld TBM587 587 13.5. Dokładność wykonania kół zębatych Dla każdej klasy dokładności ustala się ok
M Feld TBM589 589 13.5. Dokładność wykonania kół zębatych - odchyłka podziałki przypora fphr - jest
więcej podobnych podstron