M Feld TBM623

623
13.7. Kształtowanie zębów kół zębatych walcowych
Szczególnie dotyczy to kół zębatych obrabianych cieplnie, a więc tych przypadków, które w praktyce występują najczęściej.
Jak wynika ze schematów przedstawionych na rys. 13.27 i 13.28, obróbkę wykańczającą zębów kół zębatych walcowych zarówno o zazębieniu zewnętrznym, jak i wewnętrznym dzieli się na obróbką kół w stanie miękkim i twardym.
13.7.5.1. Obróbka wykańczająca zębów kół zębatych w stanie miękkim
Koła zębate w stanie miękkim są to koła, które albo nie podlegały obróbce cieplnej, albo podlegały jedynie ulepszeniu cieplnemu, do twardości nie przekraczającej 36 + 40HRC. Dla takich kół o zazębieniu zewnętrznym można stosować dwie metody obróbki: wiórkowanie i nagniatanie. Dla kół o zazębieniu wewnętrznym tymi metodami są: przeciąganie i wiórkowanie.
Wiórkowanie. Jest to obróbka wiórowa polegająca na skrawaniu drobnych warstw materiału z powierzchni pracujących zębów. Istnieją dwie podstawowe metody wiórkowania, różniące się kształtem narzędzia: wiórkowanie wiórkownikiem krążkowym i zębatkowym.
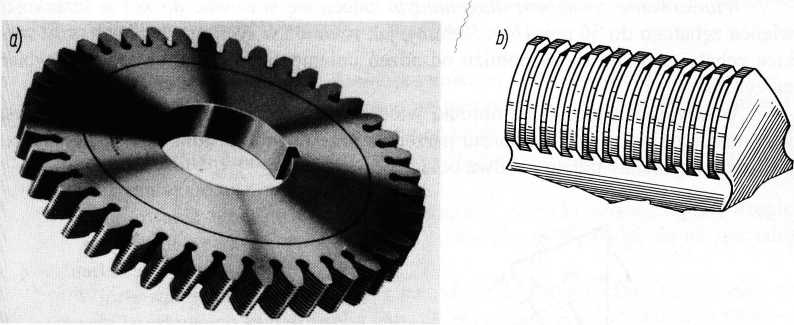
RYS. 13.68. Wiórkownik krążkowy: a) wiórkownik w widoku, b) pojedynczy ząb wiórkownika
W wiórkowaniu wiórkownikiem krążkowym narzędzie - wiórkownik ma kształt koła zębatego z naciętymi rowkami na ewolwentowych powierzchniach pracujących zęba (rys. 13.68). Zęby wiórkownika są podcięte, ażeby stworzyć wybieg dla narzędzia wykonującego rowki. W celu równomiernego rozłożenia ewentualnych błędów wykonania wiórkownika na obrabiane zęby koła liczba zębów wiórkownika nie powinna być wielokrotnością liczby zębów koła. Wykonane rowki tworzą krawędzie skrawające. Aby następował proces skrawania, podczas współpracy narzędzia z obrabianym kołem, musi wystąpić poślizg wzdłuż linii zęba. Poślizg taki uzyskuje się przez wichrowate ustawienie osi narzędzia i przedmiotu. Sam proces wiórkowania może być dokonany dwoma sposobami: sposobem wzdłużnym (rys. 13.69a) i diagonalnym (skośnym) - rys. 13.6%.
Wyszukiwarka
Podobne podstrony:
M Feld TBM599 599 13.7. Kształtowanie zębów kół zębatych walcowych Obróbkę otworu prowadzi się specj
M Feld TBM601 601 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.28. Kształtowanie zębów k
M Feld TBM603 603 13.7. Kształtowanie zębów kół zębatych walcowych TABLICA 13.2. Zespoły modułowych
M Feld TBM609 609 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.42. Struganie zębów wg ko
M Feld TBM613 613 13.7. Kształtowanie zębów kół zębatych walcowych Ruch dosuwowy narzędzia na odpowi
M Feld TBM617 617 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.59. Zasada frezowania koł
M Feld TBM621 621 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.65. Przyrząd do walcowani
M Feld TBM625 625 13.7. Kształtowanie zębów kół zębatych walcowych Zarówno przy jednym, jak i drugim
M Feld TBM631 631 13.7. Kształtowanie zębów kół zębatych walcowych Szlifowanie obwiedniowe może być
M Feld TBM633 633 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.84. Porównanie metod szli
M Feld TBM635 635 13.7. Kształtowanie zębów kół zębatych walcowych Wielkościami charakterystycznymi
M Feld TBM637 637 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.90. Gładzenie: a) gładzen
M Feld TBM639 639 13.7. Kształtowanie zębów kół zębatych walcowych Proces łuszczenia może być prowad
M Feld TBM643 643 13.9. Kształtowanie zębów kół zębatych stożkowych b) / / i X ) i W y^ II
M Feld TBM645 645 13.9. Kształtowanie zębów kół zębatych stożkowych13.9.1.4. Obróbka metodą bezwióro
M Feld TBM607 13.7. Kształtowanie zębów kół zębatych walcowych 607 RYS. 13.40. Przeciągacz zamocowan
M Feld TBM611 13.7. Kształtowanie zębów kół zębatych walcowych G1 1 Podstawową zal
M Feld TBM641 641 13.8. Kształtowanie zębów zębatek13.8. Kształtowanie zębów zębatek Istnieją trzy p
M Feld TBM587 587 13.5. Dokładność wykonania kół zębatych Dla każdej klasy dokładności ustala się ok
więcej podobnych podstron