M Feld TBM625
625
13.7. Kształtowanie zębów kół zębatych walcowych
Zarówno przy jednym, jak i drugim sposobie obróbki uzyskuje się w wyniku skrzyżowania osi narzędzia i obrabianego koła poślizg, który jest w tym przypadku prędkością skrawania. Na rysunku 13.70 przedstawiono wzajemne zależności, jakie występują przy wiórkowaniu koła zębatego o zębach śrubowych. Kąt skrzyżowania osi wiórkownika i koła obrabianego jest przyjmowany w granicach 8= 3 15°. War
tość 8= 3° jest wartością minimalną, przy której występuje jeszcze proces skrawania. Przy tak małym kącie 8 warunki skrawania są mniej korzystne, a czas obróbki jest dłuższy, dlatego taki kąt stosuje się tylko w kołach z ograniczonym wybiegiem narzędzia. Przy większym kącie warunki skrawania są znacznie lepsze. Dla kół stalowych jako optymalny przyjmuje się kąt 8= 10-^15°.
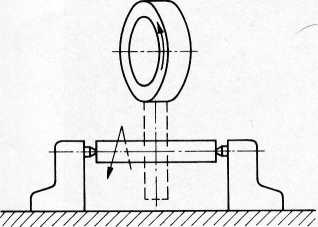
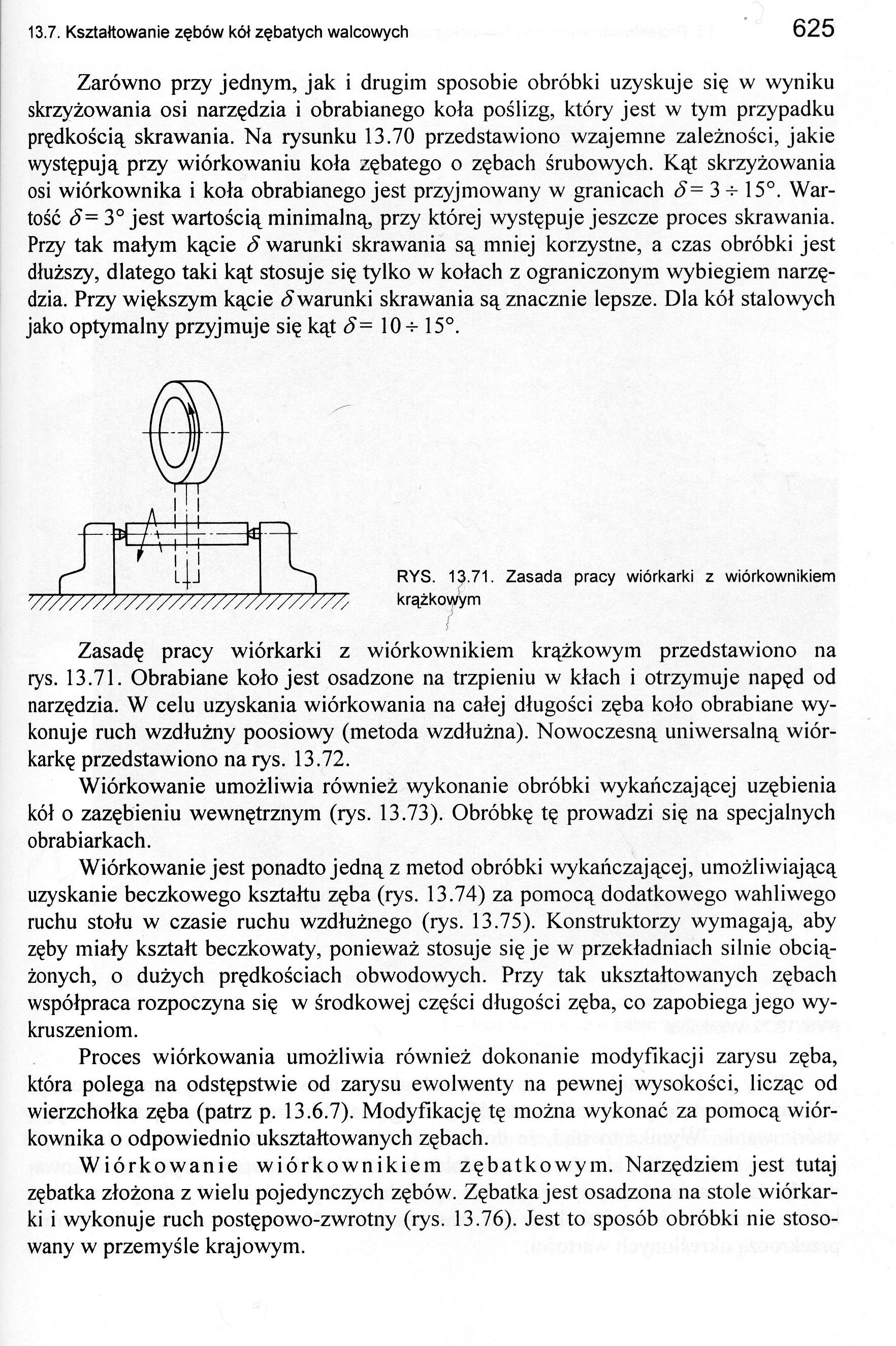
RYS. 13.71. Zasada pracy wiórkarki z wiórkownikiem krążkowym
Zasadę pracy wiórkarki z wiórkownikiem krążkowym przedstawiono na rys. 13.71. Obrabiane koło jest osadzone na trzpieniu w kłach i otrzymuje napęd od narzędzia. W celu uzyskania wiórkowania na całej długości zęba koło obrabiane wykonuje ruch wzdłużny poosiowy (metoda wzdłużna). Nowoczesną uniwersalną wiór-karkę przedstawiono na rys. 13.72.
Wiórkowanie umożliwia również wykonanie obróbki wykańczającej uzębienia kół o zazębieniu wewnętrznym (rys. 13.73). Obróbkę tę prowadzi się na specjalnych obrabiarkach.
Wiórkowanie jest ponadto jedną z metod obróbki wykańczającej, umożliwiającą uzyskanie beczkowego kształtu zęba (rys. 13.74) za pomocą dodatkowego wahliwego ruchu stołu w czasie ruchu wzdłużnego (rys. 13.75). Konstruktorzy wymagają aby zęby miały kształt beczkowaty, ponieważ stosuje się je w przekładniach silnie obciążonych, o dużych prędkościach obwodowych. Przy tak ukształtowanych zębach współpraca rozpoczyna się w środkowej części długości zęba, co zapobiega jego wykruszeni om.
Proces wiórkowania umożliwia również dokonanie modyfikacji zarysu zęba, która polega na odstępstwie od zarysu ewolwenty na pewnej wysokości, licząc od wierzchołka zęba (patrz p. 13.6.7). Modyfikację tę można wykonać za pomocą wiórkownika o odpowiednio ukształtowanych zębach.
Wiórkowanie wiórkownikiem zębatkowym. Narzędziem jest tutaj zębatka złożona z wielu pojedynczych zębów. Zębatka jest osadzona na stole wiórkarki i wykonuje ruch postępowo-zwrotny (rys. 13.76). Jest to sposób obróbki nie stosowany w przemyśle krajowym.
Wyszukiwarka
Podobne podstrony:
M Feld TBM599 599 13.7. Kształtowanie zębów kół zębatych walcowych Obróbkę otworu prowadzi się specj
M Feld TBM601 601 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.28. Kształtowanie zębów k
M Feld TBM603 603 13.7. Kształtowanie zębów kół zębatych walcowych TABLICA 13.2. Zespoły modułowych
M Feld TBM609 609 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.42. Struganie zębów wg ko
M Feld TBM613 613 13.7. Kształtowanie zębów kół zębatych walcowych Ruch dosuwowy narzędzia na odpowi
M Feld TBM617 617 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.59. Zasada frezowania koł
M Feld TBM621 621 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.65. Przyrząd do walcowani
M Feld TBM623 623 13.7. Kształtowanie zębów kół zębatych walcowych Szczególnie dotyczy to kół zębaty
M Feld TBM631 631 13.7. Kształtowanie zębów kół zębatych walcowych Szlifowanie obwiedniowe może być
M Feld TBM633 633 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.84. Porównanie metod szli
M Feld TBM635 635 13.7. Kształtowanie zębów kół zębatych walcowych Wielkościami charakterystycznymi
M Feld TBM637 637 13.7. Kształtowanie zębów kół zębatych walcowych RYS. 13.90. Gładzenie: a) gładzen
M Feld TBM639 639 13.7. Kształtowanie zębów kół zębatych walcowych Proces łuszczenia może być prowad
M Feld TBM607 13.7. Kształtowanie zębów kół zębatych walcowych 607 RYS. 13.40. Przeciągacz zamocowan
M Feld TBM611 13.7. Kształtowanie zębów kół zębatych walcowych G1 1 Podstawową zal
M Feld TBM643 643 13.9. Kształtowanie zębów kół zębatych stożkowych b) / / i X ) i W y^ II
M Feld TBM645 645 13.9. Kształtowanie zębów kół zębatych stożkowych13.9.1.4. Obróbka metodą bezwióro
M Feld TBM587 587 13.5. Dokładność wykonania kół zębatych Dla każdej klasy dokładności ustala się ok
M Feld TBM589 589 13.5. Dokładność wykonania kół zębatych - odchyłka podziałki przypora fphr - jest
więcej podobnych podstron