metalurgia061
122
się na zimno- i gorącokomorowe. Drugim zespołem, oprócz zespołu tłoczącego, maszyny ciśnieniowej jest zespół zwierający formę. Wartość siły zwierającej formę wynika z iloczynu powierzchni rzutu odlewu na płaszczyznę podziału formy i ciśnienia wtrysku metalu. Siła ta wynosi od kilkuset do kilku tysięcy megagramów i jest wartością charakterystyczną maszyny.
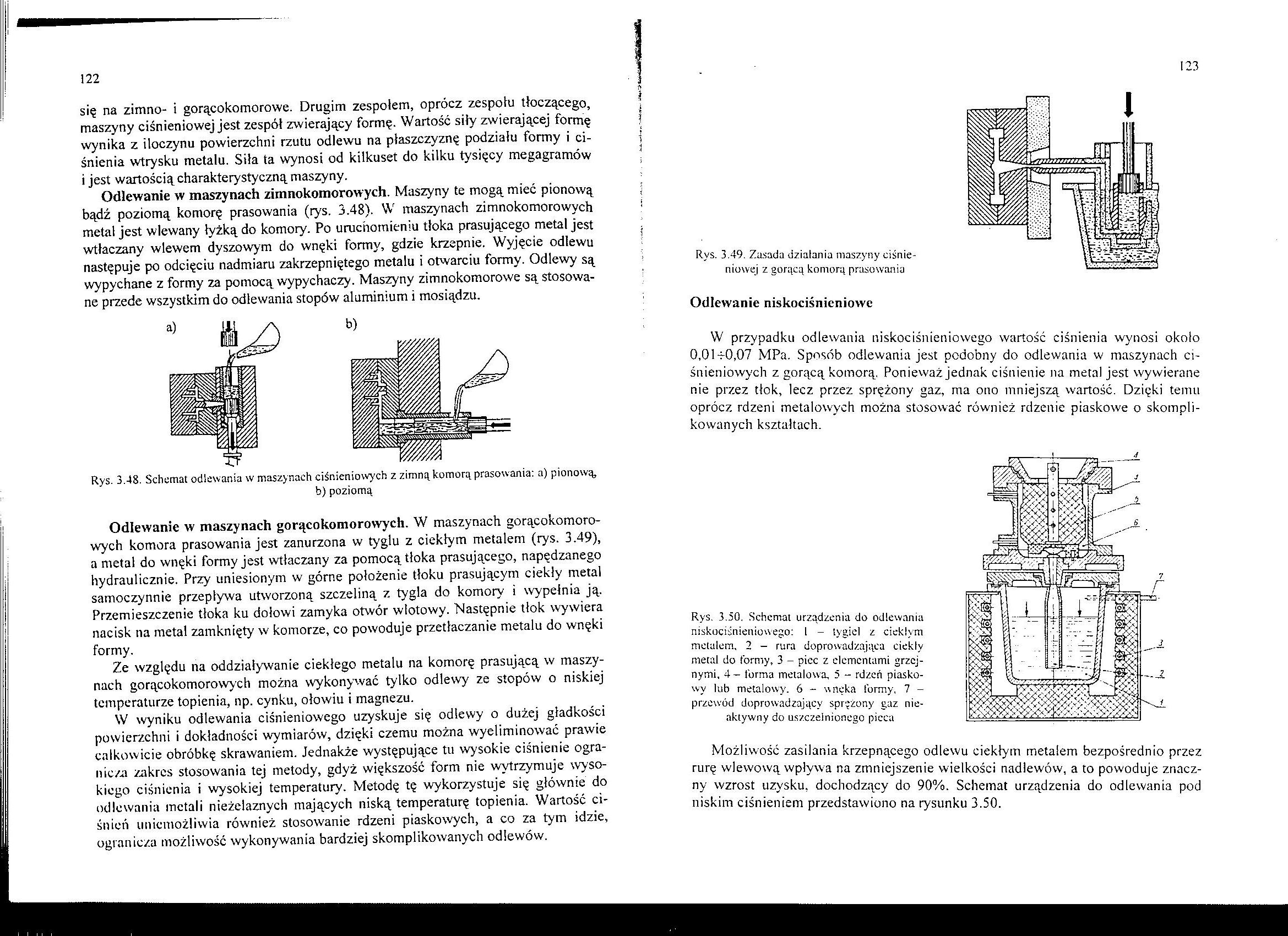
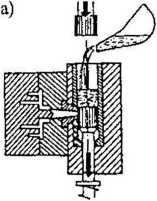
Odlewanie w maszynach zimnokomorowych. Maszyny te mogą mieć pionową bądź poziomą komorę prasowania (rys. 3.48). W maszynach zimnokomorowych metal jest wlewany łyżką do komory. Po uruchomieniu tłoka prasującego metal jest wtłaczany wlewem dyszowym do wnęki formy, gdzie krzepnie. Wyjęcie odlewu następuje po odcięciu nadmiaru zakrzepniętego metalu i otwarciu formy. Odlewy są wypychane z formy za pomocą wypychaczy. Maszyny zimnokomorowe są stosowane przede wszystkim do odlewania stopów aluminium i mosiądzu.
b)
Rys. 3.48. Schemat odlewania w maszynach ciśnieniowych z zimną komorą prasowania: a) pionową,
b) poziomą
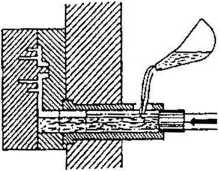
Odlewanie w maszynach gorącokomorowych. W maszynach gorącokomoro-wych komora prasowania jest zanurzona w tyglu z ciekłym metalem (rys. 3.49), a metal do wnęki formy jest wtłaczany za pomocą tłoka prasującego, napędzanego hydraulicznie. Przy uniesionym w górne położenie tłoku prasującym ciekły metal samoczynnie przepływa utworzoną szczeliną z tygla do komory i wypełnia ją. Przemieszczenie tłoka ku dołowi zamyka otwór wlotowy. Następnie tłok wywiera nacisk na metal zamknięty w komorze, co powoduje przetłaczanie metalu do wnęki formy.
Ze względu na oddziaływanie ciekłego metalu na komorę prasującą w maszynach gorącokomorowych można wykonywać tylko odlewy ze stopów o niskiej temperaturze topienia, np. cynku, ołowiu i magnezu.
W wyniku odlewania ciśnieniowego uzyskuje się odlewy o dużej gładkości powierzchni i dokładności wymiarów, dzięki czemu można wyeliminować prawie całkowicie obróbkę skrawaniem. Jednakże występujące tu wysokie ciśnienie ograli i cza zakres stosowania tej metody, gdyż większość form nie wytrzymuje wysokiego ciśnienia i wysokiej temperatury. Metodę tę wykorzystuje się głównie do odlewania metali nieżelaznych mających niską temperaturę topienia. Wartość ciśnień uniemożliwia również stosowanie rdzeni piaskowych, a co za tym idzie, ogranicza możliwość wykonywania bardziej skomplikowanych odlewów.
Rys. 3.49. Zasada działania maszyny ciśnieniowej z gorącą komorą prasowania
Odlewanie niskociśnieniowe
W przypadku odlewania niskociśnieniowego wartość ciśnienia wynosi około 0,01-r0,07 MPa. Sposób odlewania jest podobny do odlewania w maszynach ciśnieniowych z gorącą komorą. Ponieważ jednak ciśnienie na metal jest wywierane nie przez tłok, lecz przez sprężony gaz, ma ono mniejszą wartość. Dzięki temu oprócz rdzeni metalowych można stosować również rdzenie piaskowe o skomplikowanych kształtach.
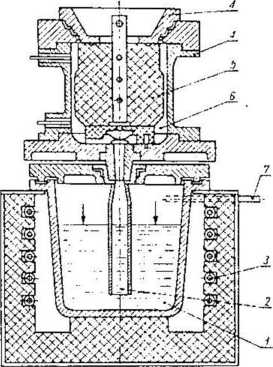
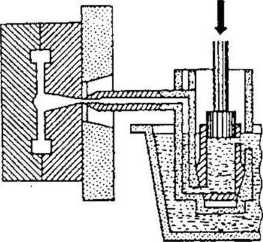
Rys. 3.50. Schemat urządzenia do odlewania niskociśnieniowego: l - tygiel z ciekłym metalem, 2 - rura doprowadzająca ciekły metal do formy, 3 - piec z elementami grzejnymi, 4 - forma metalowa, 5 - rdzeń piaskowy lub metalowy. 6 - wnęka formy, 7 -przewód doprowadzający sprężony gaz nieaktywny do uszczelnionego pieca
Możliwość zasilania krzepnącego odlewu ciekłym metalem bezpośrednio przez rurę wlewową wpływa na zmniejszenie wielkości nadlewów, a to powoduje znaczny wzrost uzysku, dochodzący do 90%. Schemat urządzenia do odlewania pod niskim ciśnieniem przedstawiono na rysunku 3.50.

Wyszukiwarka
Podobne podstrony:
metalurgia061(1) 122 się na zimno- i gorącokomorowe. Drugim zespołem, oprócz zespołu tłoczącego, mas
... nzać się na zimno. Ostatnia gdy hytcm w górach, widna ferm wspaniały oka* rojnika Na wysokości p
Oznaczanie winianów Wykrywanie winianów Około 5 g próbki proszku do pieczenia zalewa się na zimno 50
frittata marchewkowa 1C Smaczne wypieki na zimno i gorąco<J*rittata marchewkowa Na 1 formę (0 24
45830 P1050021 (2) Decydując się na wprowadzenie do lasu wysokowydajnej i jednocześnie bardzo drogie
HIPOTEZA „SPIRALI MILCZENIA” 57 Każda władza opiera się na systemie nagród i kar. Jednostka, oprócz
SYSTEM JEDNOPARTYJNY - ISTOTA I RODZAJE. PRZYKŁADY. Opiera się na zakazie działania innych partii. o
Img00096 roo Miedź rozpuszcza się intensywnie w kwasie azotowym (na zimno), a w kwasach: siarkowym i
2 drugim-jako opierający się na założeniach naukowych zespól metod i środków oraz sztuka osiągnięcia
IMAG1172 WalcowanieWstęp Pu kling and cpfcf ) Walcowanie - jest to obróbka plastyczna na gorąco lub
Img00315 319Stal krzemowa zimnowalcowana 5.55. Blachy walcowane na zimno dzieli się na orientowane i
więcej podobnych podstron