PIC00606
3. Połączenia zgrzewane
3.2.1. Zgrzewanie metal
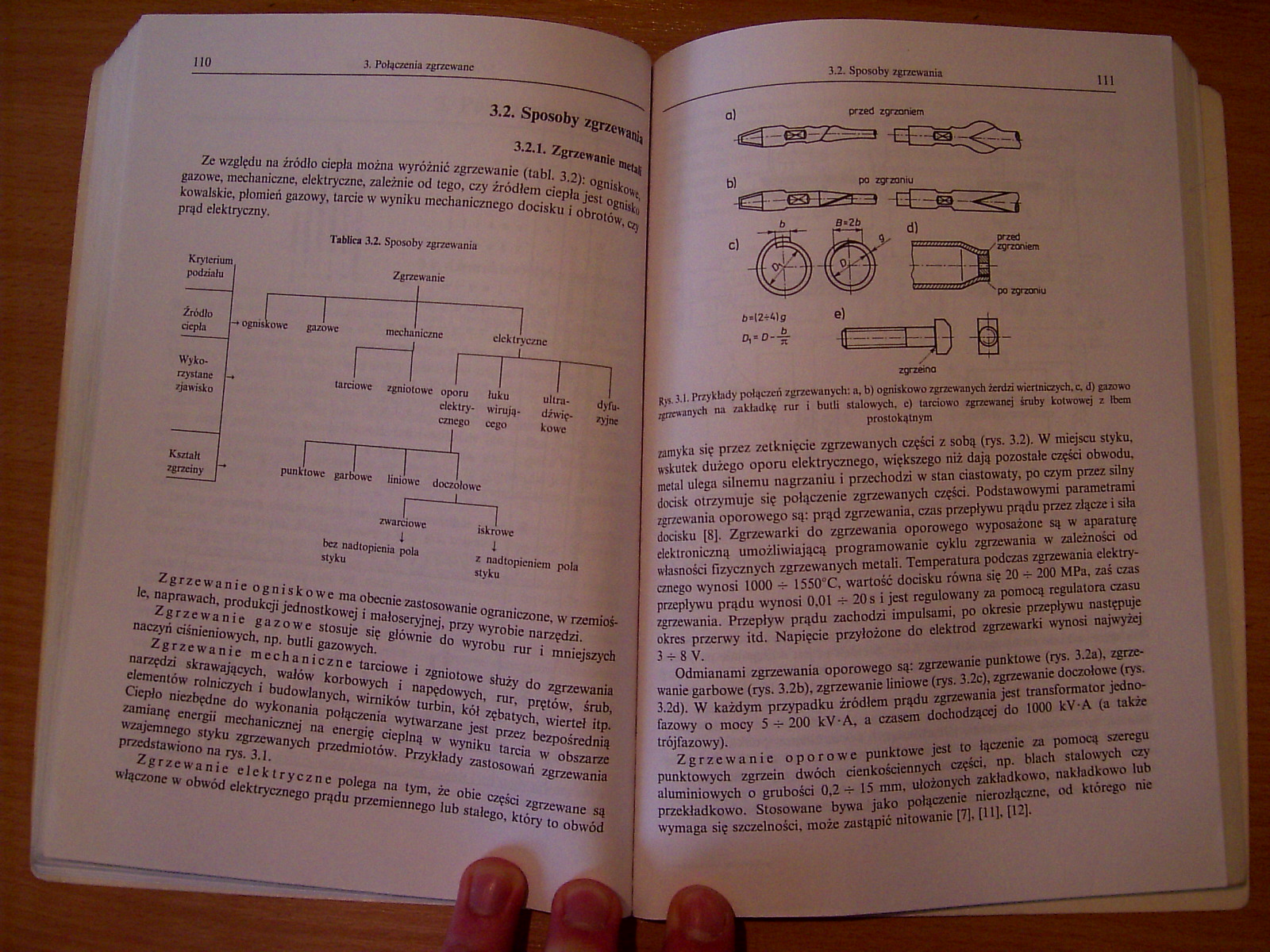
Ze względu na źródło ciepła można wyróżnić zgrzewanie (tabl. 3.2): ogniskowe gazowe, mechaniczne, elektryczne, zależnie od tego, czy źródłem ciepła jest ognisku kowalskie, płomień gazowy, tarcie w wyniku mechanicznego docisku i obrotów, qj prąd elektryczny.
Tablica 3.2. Sposoby zgrzewania
32. Sposoby zgrzewania

Kryterium
podziału
Zgrzewanie
Źródło
depta
> ogniskowe gazowe
mechaniczne
zgrzeina
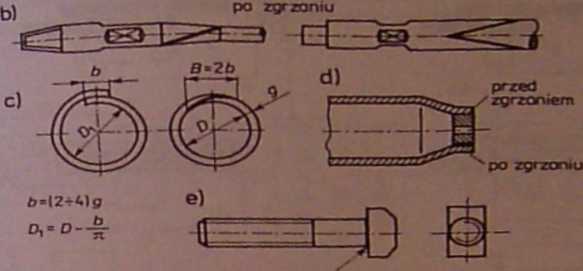
Rys. 3.1. Przykłady połączeń zgrzewanych: a, b) ogniskowe zgrzewanych żerdźi wiertniczych, c. d) gazowo śpiewanych na zakładkę rur I bulli stalowych, c) tarciowo zgrzewanej śruby kotwowej z łbem
prostokątnym
Wyko-
nyitane
zjawiiko
tarciowe
zgniotom oporu tuku
clektry- wirują-czncgo cego
ultra
dźwię
kowe
dyfu*
zyjne
Kształt
zjrzriny
punktowe garbowe liniowe doczołowe __I_
zwarciowe
1
bez nadtopienia pola styku
iskrowe
l
z nadtopieniem pola styku
Zgrzewanie ogniskowe ma obecnie zastosowanie ograniczone, w rzemiośle, naprawach, produkcji jednostkowej i małoseryjnej, przy wyrobie narzędzi.
Zgrzewanie gazowe stosuje się głównie do wyrobu rur i mniejszych naczyń ciśnieniowych, np. butli gazowych.
Zgrzewanie mechaniczne tarciowe i zgniotowe służy do zgrzewania narzędzi skrawających, wałów korbowych i napędowych, rur, prętów, śrub, elementów rolniczych i budowlanych, wirników turbin, kół zębatych, wierteł ftp. Ciepło niezbędne do wykonania połączenia wytwarzane jest przez bezpośrednią zamianę energii mechanicznej na energię cieplną w wyniku tarcia w obszarze wzajemnego styku zgrzewanych przedmiotów. Przykłady zastosowań zgrzewania^ przedstawiono na rys. 3.1.
Zgrzewanie elektryczne polega na tym, że obie części zgrzewane są włączone w obwód elektrycznego prądu przemiennego lub stałego, który to obwód
zamyka się przez zetknięcie zgrzewanych części z sobą (rys. 3.2). W miejscu styku, wskutek dużego oporu elektrycznego, większego niż dają pozostałe części obwodu, metal ulega silnemu nagrzaniu i przechodzi w stan ciastowaty, po czym przez silny docisk otrzymuje się połączenie zgrzewanych części. Podstawowymi parametrami zgrzewania oporowego są: prąd zgrzewania, czas przepływu prądu przez złącze i siła docisku [8], Zgrzewarki do zgrzewania oporowego wyposażone są w aparaturę elektroniczną umożliwiającą programowanie cyklu zgrzewania w zależności od własności fizycznych zgrzewanych metali. Temperatura podczas zgrzewania elektrycznego wynosi 1000 1550°C, wartość docisku równa się 20 ~ 200 MPa, zaś czas
przepływu prądu wynosi 0.01 |i 20 s i jest regulowany za pomocą regulatora czasu zgrzewania. Przepływ prądu zachodzi impulsami, po okresie przepływu następuje okres przerwy itd. Napięcie przyłożone do elektrod zgrzewarki wynosi najwyżej 3 -i- 8 V.
Odmianami zgrzewania oporowego są: zgrzewanie punktowe (rys. 3.2a). zgrzewanie garbowe (rys. 3.2b), zgrzewanie liniowe (rys. 3.2c), zgrzewanie doczołowe (rys. 3.2d). W każdym przypadku źródłem prądu zgrzewania jest transformator jednofazowy o mocy 5 -=• 200 kV-A. a czasem dochodzącej do 1000 kV-A (a także trójfazowy).
Zgrzewanie oporowe punktowe jest to łączenie za pomocą szeregu punktowych zgrzein dwóch cienkościennych części, np. blach stalowych czy aluminiowych o grubości 0,2 -r- 15 mm. ułożonych zakładkowo. nakładkowo lub przekładkowo. Stosowane bywa jako połączenie nierozłączne, od którego nie wymaga się szczelności, może zastąpić nitowanie [7], [11], [12].
Wyszukiwarka
Podobne podstrony:
3. SPOSÓB UŻYCIA I DAWKOWANIA ZIÓŁ Ze względu na konieczność treściwego ujęcia całości umawiamy się.
44 JERZY ŻMUDZKI W ten sposób formula holistyczna translatoryki ze względu na określenie jej pojemno
20101115(112) Sposoby przewozu kontenerów Kontenery, ze względu na swe wymiary i właściwości konstru
rozdział 1 postanowienia ogólne58 i projektowe, połączone w jednej umowie, nierealnych do zrealizowa
PIC00607 112 3. Połączenia zgrzewane 3-2. Schematy zgrzewania oporowego: a) zgrzewanie punktowe, W g
PIC00608 114 3. Połączenia zgrzewane wymiary garbów matrycowych oraz ich rozstawienie wg PN-75/M-690
PIC00610 118 3. Połączeni* zgrzewane czemein procesu. Zgrzewanie zwarciowe stosowane jest do łączeni
PIC00611 120 3. Połączenia zgrzewane — zgrzewanie dielektryczne — zgrzewane przedm
PIC00612 122 3. Połączenia zgrzewane a) Budowa oznaczenia poleczenia zgrzewanego przy przcdilawianiu
PIC00613 24 3. Połączenia zgrzewane 24 3. Połączenia zgrzewane Wykaz numeryczny metod zgrzewania O
PIC00616 130 3. Połączenia zgrzewane Z przyrównania stronami równań (3.1) i (3-2) uzyskamy wyrażenie
PIC00618 134 3. Połączenia zgrzewane równocześnie we wszystkich zgrzeinach na części obwodu od stron
PIC00619 136 3. Połączenia zgrzewane Tablica 3.10. Wytrzymałość obliczeniowa stali wg
PIC00620 138 3. Połączenia zgrzewane Odlcglołć między zgrzeinami I - (3 I 6) (/„In i i i 6) • 6 - 18
PIC00621 140 3. Połączenia zgrzewane F “ 300 N, / — 50 mm, d — 8 mm, r = 26 mm, y* ** -j- *■ 13 mm,
PIC00624 146 3: Połączenia zgrzewane PN-7J/M-69022 Garby kulisie do zgrzewania garbowego blach stalo
Rodzaje połączeń: 1) ze względu na sposób wykonania a)
Ze względu na sposób fizyczny połączenia komputerów w sieci rozróżniamy: topologię magistrali - w kt
więcej podobnych podstron