PIC00610
118 3. Połączeni* zgrzewane
czemein procesu. Zgrzewanie zwarciowe stosowane jest do łączenia doczoło«t» przedmiotów o przekrojach 0,05 -f 1000 mm2 wykonanych ze stali węglowy nisko- i wysokostopowych, stopów niklu, aluminium i miedzi. Powierzchnie ityko*> zgrzewanych przedmiotów muszą być dokładnie oczyszczone, gdyż ma to wply» I wytrzymałość połączenia. Projektując takie połączenie należy przewidzieć pe»iq naddatek s na spęczanie, gdyż zastosowanie dużego natężenia prądu, dużegi docisku zgrzewania i krótkiego czasu zgrzewania powoduje wyciśnięcie metalu I zewnątrz zgrzeiny do rąbka. Orientacyjne parametry zgrzewania doczołowe; zwarciowego podano w tabL 3.5.
Zgrzewanie oporowe doczołowe iskrowe polega na tym, $ elementy o chropowatych powierzchniach czołowych mocuje się w szczęka! zgrzewarki bez docisku poosiowego. Następnie włącza się prąd i uruchamia część przesuwną zgrzewarki, powodując powolne zbliżanie się końców elementów łączonych. Po zetknięciu się nierówności czół elementów zgrzewanych, płynie przez I prąd. powodując stopienie metalu. Styki początkowe zrywają się, a powstają nowe. Następnie dopiero włącza się automatyczny posuw z automatyczną natężenia prądu. Podczas dosuwu następuje silne iskrzenie i docisk spęczający metal, powodujący wyciskanie ze styku łączonych elementów żużla, zgorzeliny, zanieczyszczeń i pewnej ilości topionego metalu. Zgrzewanie iskrowe pozostawia charaktery tyczny rąbek. Zarówno iskrzenie, jak spęczanie wymagają stosowanialpewnych naddatków wymiarowych, dostosowanych do wielkości powierzchni przekrojót w celu wyrównania straty długości elementów zgrzewanych. Dla prętów o średniej d - 5 mm naddatek na iskrzenie wynosi c = 2,5 mm, na spęczanie s = 1 mm; przy zwiększeniu średnicy do 30 mm, naddatki wzrastają: na iskrzenie do c = 15 ram. na spęczanie tm 5 mm.
Zgrzewanie lukiem wirującymjesl procesem zgrzewania doczołowego, w którym ciepło zgrzewania wytwarzane jest przez bardzo szybkie przesuwanie idami pola magnetycznego hiku elektrycznego, jarzącego się między powieraramanu czołowymi łączonych przedmiotów, a po osiągnięciu temperatury zgrzewanil wywierany jest docisk spęczania. Ten rodzaj zgrzewania stosowany bywa do zgrzewania stali narzędziowych, przedmiotów cienkościennych oraz (Mfl przy
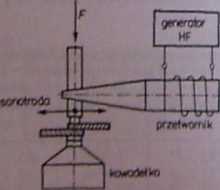
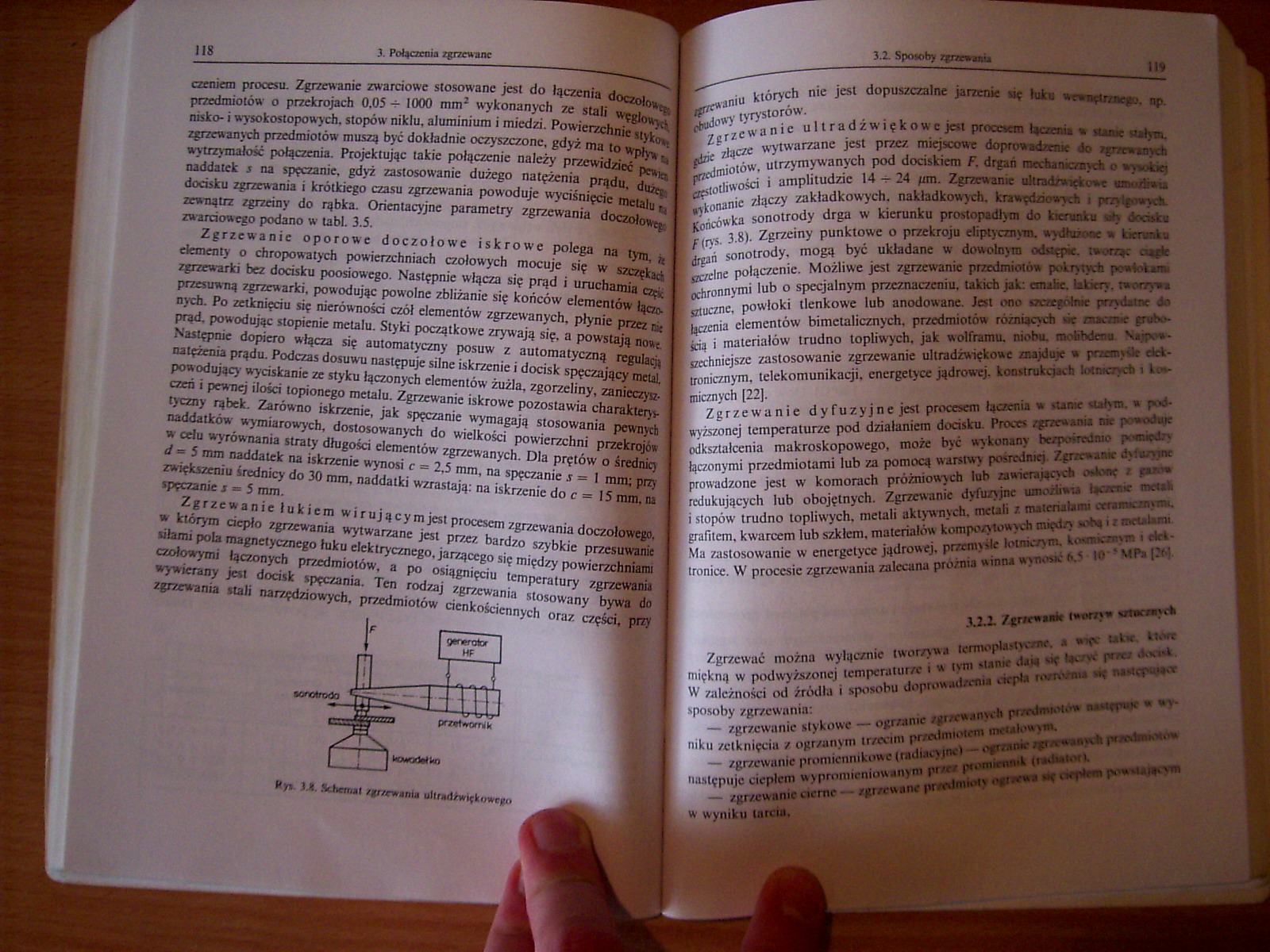
Vfl 1.1. Vhern«l rp/nttnu uJloidhłifkowcgo
Lianiu których nie jest dopuszczalne jarzenie się luku ||||
Iowy tyrystorów.
[Zgrzewanie ultradźwiękowe jest procesem Itcoais * iuiuc gnjgi Lic złącze wytwarzane jest przez miejscowe doprowadzeni do zgraamydi ■miotów, utrzymywanych pod dociskiem F. drgań mechanicznych o Łotliwości i amplitudzie 14 3 24 fan. Zgrzewanie ultrad/w ickowe umo/łiwu konanie złączy zakładkowych, nakładkowych, krawędziowych I przylgowych. sńcówka sonotrody drga w kierunku prostopadłym do kaerwakii ah dociska (f (rys. 3.8). Zgrzeiny punktowe o przekroju eliptycznym, wydłużone w kierunku Hgań sonotrody, mogą być układane w dowolnym odstępie, tworząc r»<g*r zczelne połączenie. Możliwe jest zgrzewanie przedmiotów pokrytych puiołjm jchronnymi lub o specjalnym przeznaczeniu, takich jak: emalie. Uocnr. Tworzywa lucznc, powłoki tlenkowe lub anodowane. Jest ono szczegołmc przydatne do leżenia elementów bimetalicznych, przedmiotów różniących sic znacnur grabo* kią i materiałów trudno topliwych. jak wolframu, niobu. m >bhdrw Nnjpuw-■łmięjsze zastosowanie zgrzewanie ultradźwiękowe znajduje w przemy<łc ciei-Ironicznym, telekomunikacji, energetyce jądrowej, konstrukcjach lotniczych i klinicznych [22J.
| Zgrzewanie dyfuzyjne jest procesem łączenia w sanie aałym. w podwyższonej temperaturze pod działaniem docisku. Proces zgrzewania nie powoduie odkształcenia makroskopowego, może być wykonany bezpośrednio pomindr* łączonymi przedmiotami lub za pomocą warstwy pośredniej. Zgraewaswe dyfuzyjne prowadzone jest w komorach próżniowych lub zawierających Odktinę t pu"* redukujących lub obojętnych. Zgrzewanie dyfuzyjne umożliwia łpsaemc metah i stopów trudno topliwych, metali aktywnych, metali z materiałami oeramteznym*. grafitem, kwarcem lub szkłem, materiałów kompozytowych między *oha i * rnctaUmt Ma zastosowanie W energetyce jądrowej, przemyśli- lotniczym. l<wmwn'W 1 elektronice. W procesie zgrzewania zalecana próżnia winna w>n.»ić 6.5 W * I-*1’
3.2.2. Zgrarwanir t*wn» utsnayck
Zgrzewać można wyłącznic tworzywa tcrmopls>iw/nf. • miękną w podwyższonej temperaturze 1 U tym Manie data w Igcrwi przez »*»wtck W zależności od źródła i ipoiohu doprowadzenia ciepła mnWnu *K na«*cpu»*or sposoby zgrzewania:
— zgrzewanie stykowe — ogrzanie zgrzewanwh pr/ntmkm.■» MHNKnM * -
niku zetknięcia / ogrzanym trzecim przedmiotem
— zgrzewanie promiennikowe (radiacy inc) — ogrzanie sgiu ■ «»ir> luuslępujc ęiętlWtó wypromicniowanym przez promiennik iizdni.Mi,
_ zgrzewanie cieme - - zgrzewane |inrvlnih>n ogrzewa Hj o, |'łm
w wynikli Uircia.
Wyszukiwarka
Podobne podstrony:
PIC00606 no 3. Połączenia zgrzewane3.2. Sposoby zgrzewaną 3.2.1. Zgrzewanie metal Ze względu na źród
PIC00607 112 3. Połączenia zgrzewane 3-2. Schematy zgrzewania oporowego: a) zgrzewanie punktowe, W g
PIC00608 114 3. Połączenia zgrzewane wymiary garbów matrycowych oraz ich rozstawienie wg PN-75/M-690
PIC00611 120 3. Połączenia zgrzewane — zgrzewanie dielektryczne — zgrzewane przedm
PIC00612 122 3. Połączenia zgrzewane a) Budowa oznaczenia poleczenia zgrzewanego przy przcdilawianiu
PIC00613 24 3. Połączenia zgrzewane 24 3. Połączenia zgrzewane Wykaz numeryczny metod zgrzewania O
PIC00616 130 3. Połączenia zgrzewane Z przyrównania stronami równań (3.1) i (3-2) uzyskamy wyrażenie
PIC00618 134 3. Połączenia zgrzewane równocześnie we wszystkich zgrzeinach na części obwodu od stron
PIC00619 136 3. Połączenia zgrzewane Tablica 3.10. Wytrzymałość obliczeniowa stali wg
PIC00620 138 3. Połączenia zgrzewane Odlcglołć między zgrzeinami I - (3 I 6) (/„In i i i 6) • 6 - 18
PIC00621 140 3. Połączenia zgrzewane F “ 300 N, / — 50 mm, d — 8 mm, r = 26 mm, y* ** -j- *■ 13 mm,
PIC00624 146 3: Połączenia zgrzewane PN-7J/M-69022 Garby kulisie do zgrzewania garbowego blach stalo
Zapis i Podstawy Konstrukcji. Połączenia konstrukcyjne 5 6) POŁĄCZENIA ZGRZEWANE są stosowane w
92 Zgrzewanie zwarciowe stali jest możliwe w zakresie temperatur 1100-15Q0°C. Przy zgrzewaniu Al, Cu
Proces zgrzewania ultradźwiękowego znajduje zastosowanie do łączenia: - elementów
76340 img023 (30) Klarowanie żelatyną w połączeniu z zolem kwasu krzemowego • Stos
więcej podobnych podstron