PIC00607
112 3. Połączenia zgrzewane
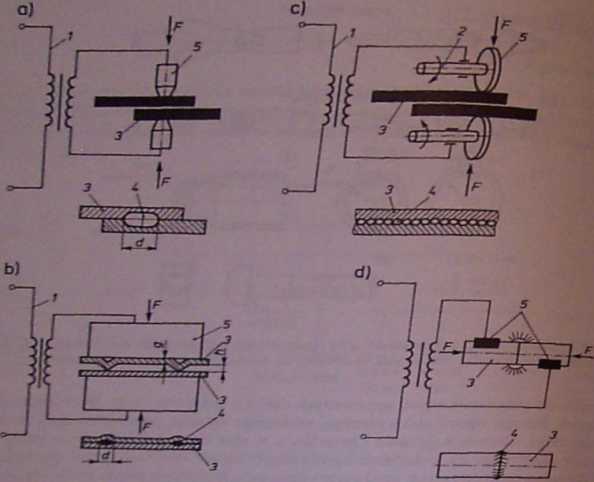
3-2. Schematy zgrzewania oporowego: a) zgrzewanie punktowe, W garbowe, e) liniowe.
d) doczołowe
/ — transformatorzasilany z sieci. 2 — napęd elektrody krążkowej, i — elementy zgrzewane, / i flnenB, 3 — elektrody, F— sSa docisku, d— średnica zgrzany
Zgrzewanie oporowe punktowe polega na dociśnięciu do siebie blacb za pomocą elektrod kłowych i utrzymaniu docisku jeszcze przez chwilę po wyłączeniu prądu, a następnie na ręcznym lub automatycznym przesunięciu zgrzewanych część lub zgrzewarki do nowej zgrzeiny (rys. 3.2a). Metoda ta jest szczególnie przydatni w wielkoscryjnęj i wielooperacyjnej produkcji lekkich elementów i konstrukcji przestrzennych, występujących przede wszystkim w budowie karoserii pojazdów mechanicznych, samolotów, okrętów, taboru kolejowego itp. Nowoczesne automatyczne zgrzewarki punktowe pracują z szybkością do 200 zgrzein punktowych na minutę, zgrzewając jednocześnie kilkadziesiąt, a nawet kilkaset punktów. Zespoły elektrod niekiedy są umieszczane wahliwie lub przesuwnie, co umożliwia wykonywanie zgrzewania w kilku zabiegach i pozycjach bez zmiany położenia elementu zgrzewanego. Przedmioty do zgrzewania muszą być starannie przygotowane, zwłaszcza w obszarze styku blach ze sobą oraz styku blach z elektrodami zgrzewarki.
Wszelkie zanieczyszczenia zwiększają znacznie oporność styku, równocześnie obniżając jakość zgrzeiny i zużycie powierzchni roboczej elektrod. Stosuje aę crysneMe mechaniczne, chemiczne lub fizyczne przeważnie tuż przed zgrzewaniem, tak »K igrzewanie odbywało się między metalicznie czystymi powierzchniami.
Połączeń zgrzewanych punktowo nie wolno pokrywać galwanicznie łub chromować w kąpielach korodujących. Powierzchniowe zabezpieczenie zgrzein polega na ich lakierowaniu.
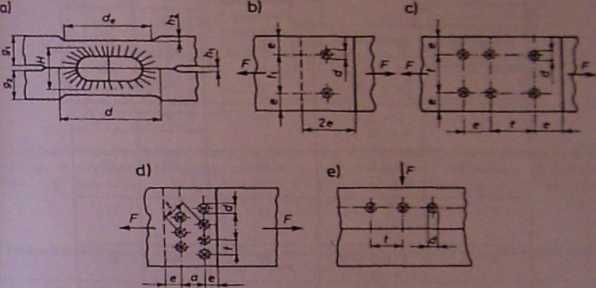
Rys. 3.3. Wymiary zgrzeiny punktowej i zalecane rozmieszczenie zgrzein ze stali węglowej o grubości I = 0,5 •+■ 3 mm wg PN-74/M-69020 i PN-74/M-69021; 4 — irednica zgrzeiny, 4, — trednaca po»jsndhm roboczej elektrody, gt — grubość blachy cieńszej; 4 m (0.S — 1.1)4.. H - (Di - I.M#,, ki < 0,10|, hi < 0,1 0j ; l = (3 •+■ 6)d — dla obciążeń rozciągających jak na rys. h. c. d. i «• <3 - lii — dla iciskania jak na rys. c; t = (3 -- 12)4 — dla rozciągania jak na rys. e, odstęp między rzędami w szwie przestawnymo > 1,5 »,c > 1,04, dla stali niskowęglowej d — 5N u, ,dU stali wysokosropowej J - r, .
dla aluminium 4 - 10 ą,
Na rysunku 3.3 przedstawiono wymiary zgrzeiny punktowej i zalecane rozmieszczenie zgrzein wg PN-74/M-69020 i PN-74/M-69021 blach ze siali węglowej o grubości gi = 0,5 -i- 3 mm. Zalecane rozmieszczenie zgrzein punktowych w konstrukcjach stalowych podano w tabl. 3.3.
Zgrzewanie oporowe garbowe polega na zgrzewaniu przedmiotów w ściśle określonych obszunich wyznaczonych położeniem spcvialnie wykonanych występów (garbów) w jednym lub dwu zgrzewanych przedmiotach (rys. 3.2b). Garby mogą być tłoczone, wyciskane, wycinane, wykonane obróbką wiórową lub też mogą stanowić naturalne występy zgrzcwunycl) przedmiotów , np. łby irub zgrzewanych do blachy, pobocz.nica prętu okrągłego czy rury, dwóch rur tlp. (21]. (23], Zalecane kształty garbów i podstuwowc sposoby połączeń przedstawiono na ry s ' 4. 7alecane
Wyszukiwarka
Podobne podstrony:
PIC00608 114 3. Połączenia zgrzewane wymiary garbów matrycowych oraz ich rozstawienie wg PN-75/M-690
PIC00606 no 3. Połączenia zgrzewane3.2. Sposoby zgrzewaną 3.2.1. Zgrzewanie metal Ze względu na źród
PIC00610 118 3. Połączeni* zgrzewane czemein procesu. Zgrzewanie zwarciowe stosowane jest do łączeni
PIC00611 120 3. Połączenia zgrzewane — zgrzewanie dielektryczne — zgrzewane przedm
PIC00612 122 3. Połączenia zgrzewane a) Budowa oznaczenia poleczenia zgrzewanego przy przcdilawianiu
PIC00613 24 3. Połączenia zgrzewane 24 3. Połączenia zgrzewane Wykaz numeryczny metod zgrzewania O
PIC00616 130 3. Połączenia zgrzewane Z przyrównania stronami równań (3.1) i (3-2) uzyskamy wyrażenie
PIC00618 134 3. Połączenia zgrzewane równocześnie we wszystkich zgrzeinach na części obwodu od stron
PIC00619 136 3. Połączenia zgrzewane Tablica 3.10. Wytrzymałość obliczeniowa stali wg
PIC00620 138 3. Połączenia zgrzewane Odlcglołć między zgrzeinami I - (3 I 6) (/„In i i i 6) • 6 - 18
PIC00621 140 3. Połączenia zgrzewane F “ 300 N, / — 50 mm, d — 8 mm, r = 26 mm, y* ** -j- *■ 13 mm,
PIC00624 146 3: Połączenia zgrzewane PN-7J/M-69022 Garby kulisie do zgrzewania garbowego blach stalo
100!79 Zalecane wymiary szwów połączeń zgrzewanych punktowo i liniowo: 3d<t< SĄ l,f!d<c <
100 49 Zalecane wymiary szwów połączeń zgrzewanych punktowo i liniowo:
PIC00609 3. Połączenia zgrzewane 3. Połączenia zgrzewane 03319not a? I po 2Qnonu Ryt. J.5. Zgrzewaci
PIC00605 3. Połączenia zgrzew.3.1. Charakterystyka zgrzcwiiulj Zgrzewaniem nazywamy nierozłączne poł
PIC00614 126 3. Połączenia zgncwmc "r. I-II. KtaaHf tkkirać do ę—śń zgrzewane
pkm osinski�57 elomenrówmaszyn 112 jtj-s ; 17 Schemat zgreewu punktowego- i — elektrody. 2 — element
więcej podobnych podstron