PIC00609
3. Połączenia zgrzewane
3. Połączenia zgrzewane
03319
not a? I
po 2Qnonu
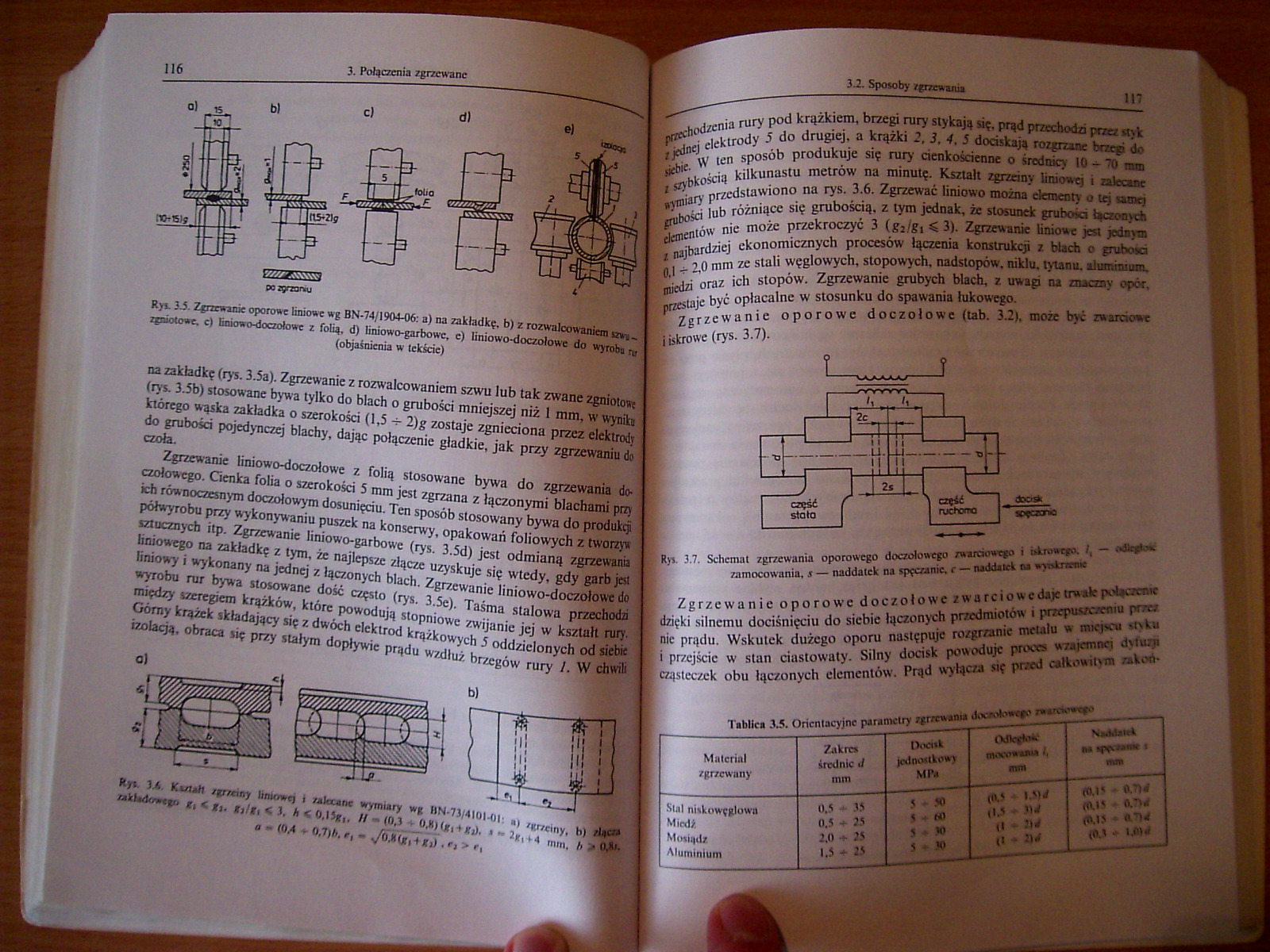
Ryt. J.5. Zgrzewacie oporowe liniowe wg BN-74/1904-06: a) na zakładkę, b) z rozwałcewaniem im -zgniotom. c) Eniowo-doczolowe z folią, d) liniowo-garbowe, e) Imiowo-doczolowe do wyrobi n (objaśnienia w tekście)
na zakładkę (rys. 3.5a). Zgrzewanie z rozwalcowaniem szwu lub tak zwane zgniotów (rys. 3.5b) stosowane bywa tylko do blach o grubości mniejszej niż 1 mm, w wynik# którego wąska zakładka o szerokości (1,5 +■ 2)g zostaje zgnieciona. przez elektrod; do grubości pojedynczej blachy, dając połączenie gładkie, jak przy zgrzewaniu do czoła. .Sgjjgpj
Zgrzewanie liniowo-doczołowe z folią stosowane bywa do zgrzewania doczołowego. Genka folia o szerokości 5 mm jest zgrzana z łączonymi blachami przy ich równoczesnym doczołowym dosunięciu. Ten sposób stosowany bywa do produkcji półwyrobu przy wykonywaniu puszek na konserwy, opakowań foliowych z tworzy* sztucznych itp. Zgrzewanie liniowo-garbowe (rys. 3.5d) jest odmianą zgrzewania liniowego na zakładkę z tym, że najlepsze złącze uzyskuje się wtedy, gdy garb jest liniowy i wykonany na jednej z łączonych blach. Zgrzewanie liniowo-doczołowe do wyrobu rur bywa stosowane dość często (rys. 3.5e). Taśma stalowa przechodzi między szeregiem krążków, które powodują stopniowe zwijanie jej w kształt rury-Górny krążek składający się z dwóch elektrod krążkowych 5 oddzielonych od siebit izolacją, obraca się przy stałym dopływie prądu wzdłuż brzegów rury /. W chwili
») 'gr/ciny, li) t 7gi+4 mm, b
Ryl. ).*. Kulali /gminy liniowej i u kurne wymiary wg
nkłwkrmto r> < i>. jfi/jli < J. * < O.IJfi. H • u - (0.4 - 0,7)6. 'i -
ptgDchodzcnin rury pod krążkiem, brzegi rury stykają się. prąd przechodzi prze/ *>k l jednej elektrody 5 do drugiej, a krążki 2. 3. 4. 5 dociskają rozgrzane brzegi do jjebie. W ten sposób produkuje się rury cienkościenne o średnicy 10 — 70 na I szybkością kilkunastu metrów na minutę. Kształt zgrzeiny liniowej i «i>r«w wymiary przedstawiono na rys. 3.6. Zgrzewać liniowo można dementy o tej samej grubości lub różniące się grubością, z tym jednak, że stosunek grubości łączonych Hanentów nie może przekroczyć 3 (gi/gI 3 3). Zgrzewanie liniowe jest jednym ■ najbardziej ekonomicznych procesów łączenia konstrukcji z blach o gruboad 0.1 •§ 2.0 mm ze stali węglowych, stopowych, nadstopów. niklu, tytanu, aluminium, miedzi oraz ich stopów. Zgrzewanie grubych blach, z uwagi na znaczny opór, ppestajc być opłacalne w stosunku do spawania łukowego.
I Zgrzewanie oporowe doczołowe (tab. 3.2), może być zwarciowe Estrowe (rys. 3.7).
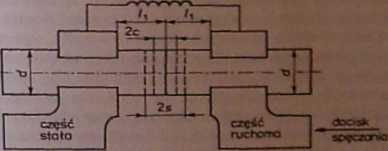
' Ryi. 3.7. Schemat zgrzewania oporowego doczołowego zwarciowego i akrowego. I, zamocowania, r — naddatek na sprężanie, r — naddatek na
■ Zgrzewanie oporowe doczołowe zwarciowe daje trwałe połączenie dzięki silnemu dociśnięciu do siebie łączonych przedmiotów i przepuszczeniu przez nic prądu. Wskutek dużego oporu następuje rozgrzanie mculu w miejscu Styku i przejście w stan ciastowaty. Silny docisk powoduje proces wzajemno d\lu; n [cząsteczek obu łączonych elementów. Prąd wyłącza się przed całkowitym zakori-
Tablica 3.5. Orientacyjne parametry zgrzewania docaok^wego *weroeweg««
|
Materiał /gr/ewnny |
Zakres |
DodU |
OdlogMe |
WiMiiiIi |
|
średnic d mm |
|edoaalkt>*> MPa |
inwmisu |L mm |
PS Mitsui Ml i mm | |
|
Stul ni»kowęglowa Micdl Moclądl j Aluminium |
0.5 + 35 0.5 + 25 2,0 ■+■ 25 I.S £ 25 |
5-50 s . to | i W 5-30 |
(0.5 | 13)4 (13 w 3)4 (I § 7)4 (1 | 2)4 |
(O.M | 0.7)4 (A.IS I 0.7)4 (*,13 * 4kT)4 (0.3 | 1.0)4 |
Wyszukiwarka
Podobne podstrony:
PIC00605 3. Połączenia zgrzew.3.1. Charakterystyka zgrzcwiiulj Zgrzewaniem nazywamy nierozłączne poł
PIC00607 112 3. Połączenia zgrzewane 3-2. Schematy zgrzewania oporowego: a) zgrzewanie punktowe, W g
kpiup0358 6. Połączenia 342 Tablica 6.71. Zgrzewalność wybranych metali i stopów przy zgrzewaniu opo
9. ZGRZEWANIE9.1. Zgrzewanie oporowe Podczas zgrzewania połączenie uzyskuje się w wyniku działania w
68524 Img10330 Teraz połączcie się w grupy po sześcioro. Wybierzcie sobie osoby, z którymi bardzo ch
P3040925 3.4. Ehmmty rozciągano połączona tpośnmmt % Zipwtmm* po^mw zMśaMowa Kaaąfmg* <w sałnei 3
PIC00627 połączenie, by przenosiło ono tylko naprężenia ścinające. Połączenia wykonane lutem twardym
PIC00633 4. Połączenia lutowane gdzie A" m B — połę powierzchni lutowiny, AJ - RJz, — dopuszcza
zgrz01 Temat 6. ZGRZEWANIE OPOROWE 6.1. Wiadomości podstawowe, przegląd metod i zgrzewanie opor
Oprócz sposobów zgrzewania oporowego, które zostały omówione powyżej stasuje się również metodę
Zgrzewanie oporowe zwarciowe polega na miejscowym nagrzaniu powierzchni zgrzewanych elementów w miej
więcej podobnych podstron