Scan0120

i. !*i/ekształtniki spawalnicze*
uiiir jest jedną z podstawowych technik wytwarzania i napraw różnorodnych su ni. |i metalowych, stosowaną we wszystkich działach gospodarki. Głównym Iłkitni energii wykorzystywanej w spawalnictwie jest energia elektryczna, im* mii h spawalniczych jest jednak przydatna tylko energia cieplna o dużej konni' ji ii umienia. Stąd istnieje konieczność przetwarzania energii elektrycznej n run, cieplną o wymaganych parametrach.
■i|i nu d/ iej racjonalnym rozwiązaniem jest zastosowanie energoelektronicznych ks/inliników do zasilania łuku elektrycznego. Łuk spawalniczy jest wyładowa-i * Irki tycznym w atmosferze mieszaniny gazów i par metali, przy dużej gęstości u - |>i/uwodzącym kanale gazowym i niskim napięciu między elektrodami. Jest c \ kle wyładowanie niestabilne, zakłócane przez krople roztopionego metalu rctiMs/tHic / elektrody do płynnej spoiny.
iktrs /mian rezystancji łuku zależy od parametrów obwodu spawalniczego, hi.. . . .i od mocy źródła zasilającego łuk i od indukcyjności obwodu elcktrycz-i liuliik. yjność ta (rys. 5.18), ograniczająca szybkość narastania prądu w czasie * la luku, wspomaga napięcie międzyelektrodowe przez wyładowanie energii pleklromagnetycznego nagromadzonej podczas tego zwarcia. Jakość spawania [y od energii dostarczanej do łuku (odpowiedniego prądu łuku) w każdej chwili
i
n 11 •* »l o 11 .im iejszym źródłem spawania prądem stałym jest jednostanowiskowy bwiuk ‘.jiawalniczy przeznaczony do ręcznego spawania łukowego elektrodą w q w jiow leirzu (rys. 5.18a). Łuk spawalniczy jest stabilny, jeżeli jest zasila-} /iii.lhi energii o opadającej charakterystyce statycznej (rys. 5.19a). Prostow-ipaw ałun ze przewidziane do ręcznego lub automatycznego spawania łukowe-f Łiluio-.lei/e gazów ochronnych (dwutlenek węgla, azot, argon itp.) mają iktriyMyki sztywne (rys. 5.19b). Prostowniki te są zwykle stosowane jako I . nhi nn liorne na kołach lub agregaty przenośne o mniejszych prądach zna
ii i“ . li
■fiMadaeli pr/emyslowych, w których procesy produkcyjne wymagają stosowa ijeks/. i In /l>v sianowisk spawalniczych (np. produkcja taboru kolejowego, kons ji Mn|..v.\. h. statków, samochodów), uzasadnione jest stosowanie wieloslano r- h prostowników spawalniczych. Zaletą takiego rozwiązania jest mniejszy iuu. -.in ytny i mniejsza niezbędna powierzchnia instalacyjna, natomiast wachj »it#y. ir energii elektrycznej w rezystorach regulujących prąd na każdym siano i paw ałun . \ iii
jt |.. emowr kowe prostowniki spuwulnie/e mają charakterystyki sztywne 5 l‘*i i i m| ui /ijd/eniami staejotunuymi / uehw \ turni do załadunku i tninspoitu w p"l. i-Mo m pi -i m\ Ir o produkt |i v\ nlko-,. t \ |u» | (np pi • -111 \ .1 moloi \ u I . 11-jłuj. . apoli , . lIOW ame tui -uutnmuh, -owalu slaiiow i ka -.paw alllle/r
-ij I W.i . :: i ././ < m.i ■ ■ •' ■ I -ii - ■ i 1 ri I
a)
|
~ 7 | ||
|
50 Hz |
/_- |

c)


Rys. 5.18. Schematy blokowe przekształtników spawalniczych: a) z prostownikiem tyrystorowym; b) z prostownikiem diodowym i szeregowym regulatorem tranzystorowym; c) z prostownikiem diodowym i przerywaczem tranzystorowym; d) z trójstopniowym przekształcaniem: prostownik - falownik o podwyższonej częstotliwości - transformator - prostownik f 18J
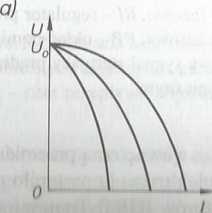
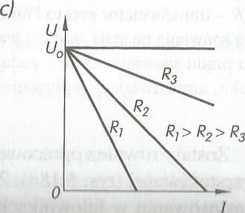
Uv- r-> 1’ugląUowr /i wiiyii/tu- ehiniiktnystyki slaiyr/iu* prostowników spawalnic/yih a) iciltii hłtiwrgn do nj utw on iii ręt zuego elHtłtM*h| oiulotu) dla lożuych nastaw
maulntłtlłi li) jfdlliiHtHInWi ikitu I yo d" spawania aillnuial\i Mlrgu U H||||t|«dłl/< ni'||!itlltie|, i ( wlMloltiiłowlśl*<nye-yii ilu ipB^fMljn ti* ntyit / u.»,■ n m rt/ysjuhic' rpytila* y.jm1 h /t‘
Wyszukiwarka
Podobne podstrony:
1.1. Opis procesu odlewania Odlewnictwo jest jedną z podstawowych technologii wytwarzania przedmiotó
Rozdział 11.1. Tworzywa odlewniczeWstęp Odlewnictwo jest jedną z podstawowych metod wytwarzania częś
S13 Jak realizować nową relację
skanowanie0021 3 ŚWIETLNE METODY REJESTRACJI RUCHU METODA KINEMATOGRAFICZNA Jest jedną- z podstawowy
21210 skanuj0005 Laboratoryjna analiza chodu • Chód jest jedną z podstawowych funk
Analiza SWOT Analiza SWOT jest jedną z podstawowych metod analizy strategicznej, może być także
gospodarczej i w związku z tym jest jedną z podstawowych przyczyn jego podwyższenia lub obniżenia. 2
zdjecie0620 ^^■Btaranie jest jedną z podstawowych zarządzania i występuje na jj^wszystkłdi jego
Idea pomiarów kinematycznych RTK-GPS Real Time Kinematic (RTK) jest jedną z podstawowych metod satel
Zarządzanie zasobami ludzkimiMotywowanie jest n jedną z podstawowych funkcji zarządzania, dzięki
więcej podobnych podstron