057
' ).
t
3. BADANIA TEMPERATURY W PROCESIE SKRAWANIA 3.1. ROZKZAD CIEPŁA I TEMPERATUR PODCZAS SKRAWANIA
Praca mechaniczna w procesie skrawania, która składa się z pracy odkształcenia plastycznego, pracy tarcia zewnętrznego na powierzchni natarcia i przyłożenia, pracy tarcia wewnętrznego na skutek odkształceń sprężystych i drgań oraz pracy odrywania i zginania wióra zamienia się prawie całkowicie na ciepło.
Całkowitą ilość ciepła Q powstającego w procesie skrawania możemy wyrazić jako i
Q=Qw+^m+Sn+Qp+^c <3-1)
gdzie: - ciepło unoszone przez wiór,
0^ - ciepło przewodzone dcTmateriału obrabianego,
0^ - ciepło przejmowane przez narzędzie,
Qp - ciepło unoszone przez płyn obróbkowy,
- ciepło wypromieniowane.
wxora,
B>eoom e>e3trc
Rozkład ciepła jest uzależniony od warunków skrawania, rodzaju sposobu chłodzenia, właściwości materiału obrabianego oraz materiału i kształtu ostrza.
Jednym z najważniejszych czynników zmieniających rozkład ciepła jest prędkość skrawania. Zwiększenie prędkośsj^skrawsmia zmnleT-sza znacznie ilość ciepła przechodzącego do materiału skrawanego i materiału ostrza, a zwiększa ilość ciepła unoszonego z wiórem|[3.Sj .
Warunki cieplne pracy różnych narzędzi są różne. Ostrza freza pracują okresowo,a ostrze noża tokarskiego obciążone jest ciągle pod-ozas pracy. W najgorszych warunkach cieplnych pracują ostrza wiertła, gdyż otoczone ^ rozkładu
są nagrzanym materiałem obrabianym i wiórem, izoterm na powierzchni na-
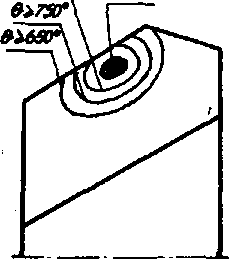
Kajffjrższa_tempgratura na ostrzu występuje ?wgrKoetieekl(Sgo'tarT
zwykle w miejscu największego nacisku wióra* L3.2, 3.3 ][)
Na ryś*. 3‘.TT^372"przecLstawiono przykłady
rozkładu izoterm na powierzchni natarcia ostrza noża tokarskiego, oraz na powierzchniach przyłożenia i natarcia wiertła krętego.
Wyszukiwarka
Podobne podstrony:
i BADANIA TEMPERATURY W PROCESIE SKRAWANIA ............ 3.1. Rozkład ciepła i temperatur podczas skr
Temperatura 3) Temperatura w procesie skrawania : Ciepło w procesie skrawania: Ciepło powstające w p
DSCF2120 (2) 70 ćwiczenie nr 3.1. badanie temperatury skrawania hizy toczeniu RÓŻNYCH MATERIAŁÓW a)
Klasyfikacja metod pomiaru temperatury w skrawaniu 8. CIEPŁO W PROCESIE SKRAWANIA Metalurgiczne zmia
frytka4 Tabela 2. Pomiary zmiany temperatury podczas badania krzywej grzania dla dwóch zadanych temp
?r?d?a ciep?a w procesie skrawania RYS. 8.1. Źródła ciepła w procesie skrawania [14]
Ocenę wykonuje się w 1 godz. po zakończeniu badania w temperaturze otoczenia 20°C (293 K) przez poró
4. Badanie własności mechanicznych - próba rozciągania. Próba rozciągania, metoda badania w temperat
, Regulacja temperatury podczas wysiłków fizycznych • Eliminacja ciepła podczas
RODZAJ USŁUGI BADAWCZEJ Pomiary temperatury podczas toczenia na tokarce TUG-40 OPIS USŁUGI Badania
patelnia4 Badania temp. krzywej grzania w temp. 180°C Czas [min] Rysunek 2. Wykresy zmiany temperatu
Badanie temperaturowej zależności oporu półprzewodnika (termi stora) / Thbela pomiarów: RD In
Badanie temperaturowej zależności oporu półprzewodnika (termistora)i pomiarów, l R[0] biR tm T
więcej podobnych podstron