23022012(050)
■ .....RAHtAAtfK
fil
pr.Kcsu jest szerokość warstwy skraw
wparła w drgania snmowzbudne. ' ancj K P° Przekroczeniu której „kład krzww worknwc przedstawiają 1
skrawa"'>j«^^:cz:tr^ »"“> «*»!«**,
nniCK- pr/y doborze parametrów technol l Lu<’"il' łowiąc cenni, jnfor-M.wwroh workowy,...........^ P-ni^cj
mestabilnej. które, towarzyszy pojawi,„i, ” "CJ- !.l.obszar obróbce
Mimma krzywych workowych okrcślaia ^^P^dnych,
siwy skrawanej. ‘ ‘ M,lnlną graniczną szerokość war-
z ohmu.wcj umożliwiają wyjście
pracy smbdn, do drgań JSSSSES'S^OZt wzbudnycb przez mcwiclkic zmiany prędkości obrotowej j,1 w£ X
bez,topmowych napędów głównych obrabiarek, chętnie tlwan^h w no woczesnych rozwiązaniach. y
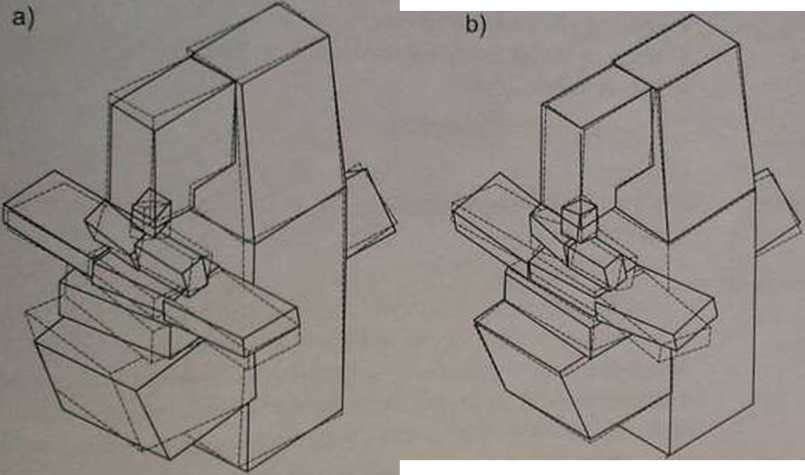
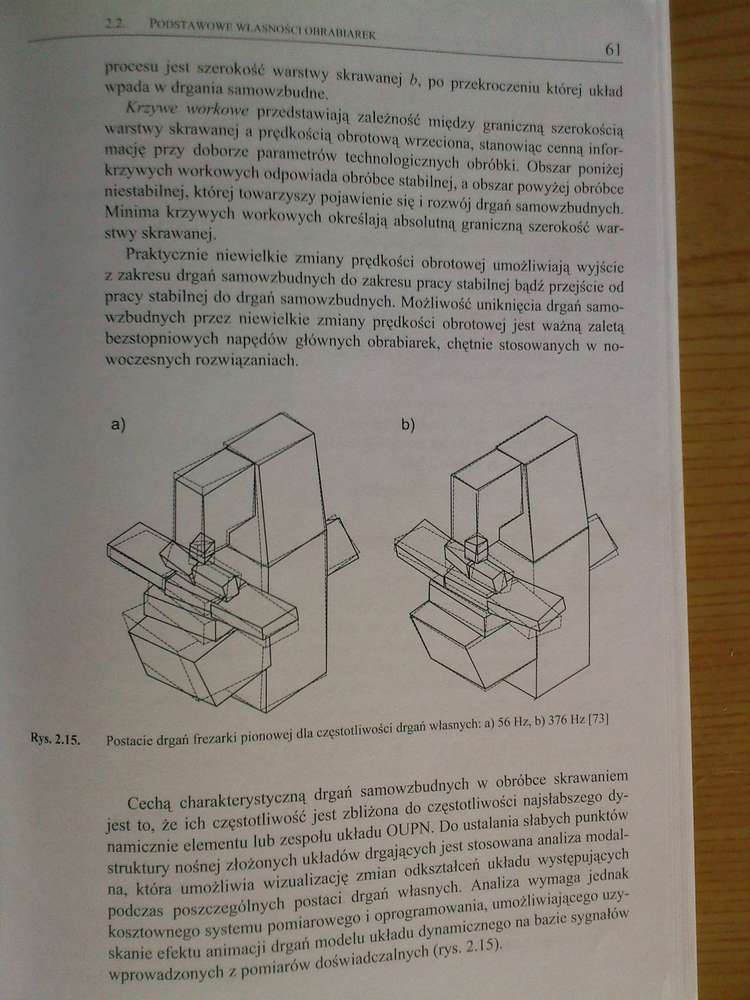
Postacie drgań frezarki pionowej
•j d|a częstotliwości drgań własnych: a) 56 Hz, b) 376 Hz |73|
ziro-iń Simowzbudnych w obróbce skrawaniem Cechą charakterystyczną drga • ‘ ^ c/(J,otliwości najsłabszego dy-
t to. że ich częstotliwość jest z • N |)o usl.lhinia słabych punktów nicznie elementu lub /ospo u u * stosowana analiza modal-
ukiiiry nośnej złożonych układów i ^ <1J J ^ uWadu występujących która umożliwia wizualizacje ych Ana|iza wymaga jednak
dcm poszczególnych PoStacł 1 r^nrottWmowania, umożliwiającego u/y* łztownego systemu pomiarowego i . dynamicznego na bazie \vg,w mv .nie efektu animacji drgań ^ 2.15).
.rowad^onych z pomiarów dośw.adc/alny
Wyszukiwarka
Podobne podstrony:
Michał Wicmski, Aleksander Marciniak Efedryna jest szeroko rozpowszechnioną substancją wśród
STRATEGIE NMR WYZNACZANIA STRUKTUR BIAŁEK W ROZTWORZE 31 nów amidowych HN jest szeroki i oprócz tego
IMGF11 ROZDZIAŁ IISamopoznanie w edukacji uniwersyteckiej Kryzysowi kultury, który jest szeroko udok
page0196 186 fałdów móżdżku jest daleko większą; i również: większą jest szerokość „mostu Varolau. T
16837 P1190146 oczywiście Jednostek wybitnych, herosów, królów, świętych itp.) nie umierają — Jest s
s&cnSmcn narodowej normie IEC61508. System GMR jest szeroko stosowany w układach tzw. ESD (Emerg
„Szczególną wartością monografii jest szerokie podejście do tytułowej tematyki. Z punktu widzenia
fotografowanie architektury6 * / Rys. 82 Jwt niewielkie, niewidoczne. Ale gdy kąt widzenia Jest szer
fotografowanie architektury6 Rys. 82 Jest niewielkie, niewidoczne. Ale gdy kęt widzenia Jest szeroki
Image05 gdzie v0 i L są stałymi (L jest szerokością rzeki). Znaleźć: a) wartość we
Charakterystyka umów handlowych 9Główną cechą charakteryzującą umowy handlowe jest szeroki zakres
więcej podobnych podstron