CCF20080704�002
NASTAWIANIE UKŁADU PROWADZENIA TAŚMY
Wysokość napędów powinna być zgodna z wymiarami podanymi na rys. 2 i 3.
Wysokość skrajnych kotków prowadzących 16 i 26 (rys. 5) należy ustawić tak, aby taśma układała się symetrycznie między tarczami szpuli. Kolejną czynnością jest nastawienie położenia głowic. W położeniu „odczyt" lub „zapis" siła nacisku rolki dociskowej 17 na wałek przesuwu 15 powinna wynosić 50CK800 G. Nastawianie siły odbywa się nakrętkami 34. Prawidłowe opasanie taśmą czoła głowicy uniwersalnej uzyskuje się przez ustawienie wspornika 30 w odległości 1 +2 mm od powierzchni bocznej wkrętu 31. Odległość ustala się przez przeginanie wspornika 18.
Symetryczne opasanie uzyskuje się przez obrót ekranu 32 po uprzednim częściowym zwolnieniu wkrętów 33.
W położeniu „odczyt" siła potrzebna do odchylenia wspornika 18 dźwigni 23 od kołka 13 powinna wynosić 90-M20 G. Siłę tę należy przykładać do dźwigni na przedłużeniu osi symetrii głowicy, a nastawiać wkrętem 21 i ustawieniem wspornika 20.
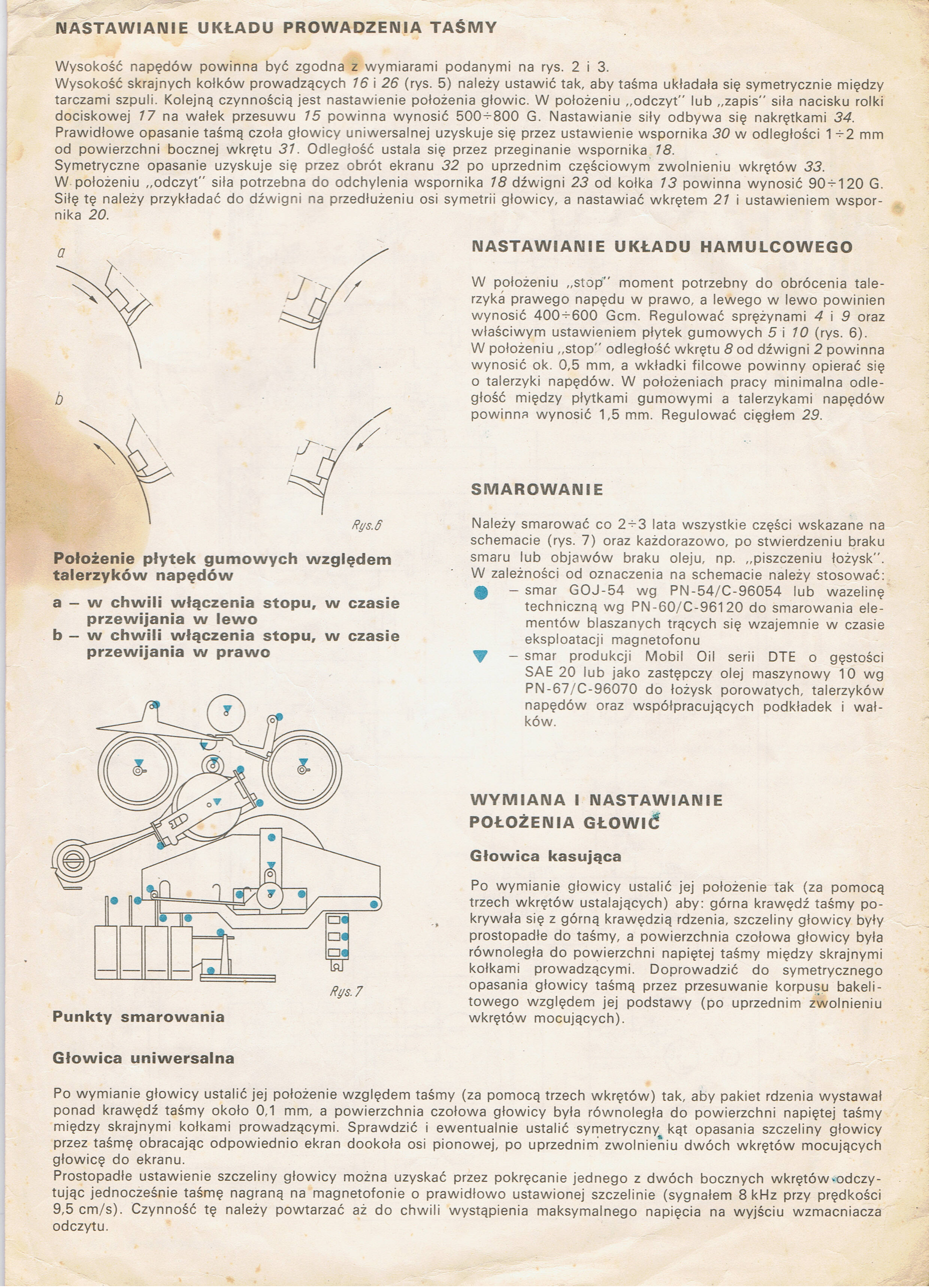
Położenie płytek gumowych względem talerzyków napędów
a - w chwili włączenia stopu, w czasie przewijania w lewo
b - w chwili włączenia stopu, w czasie przewijania w prawo
NASTAWIANIE UKŁADU HAMULCOWEGO
W położeniu „stop" moment potrzebny do obrócenia talerzyka prawego napędu w prawo, a lewego w lewo powinien wynosić 400^-600 Gem. Regulować sprężynami 4 i 9 oraz właściwym ustawieniem płytek gumowych 5 i 10 (rys. 6).
W położeniu „stop" odległość wkrętu 8 od dźwigni 2 powinna wynosić ok. 0,5 mm, a wkładki filcowe powinny opierać się o talerzyki napędów. W położeniach pracy minimalna odległość między płytkami gumowymi a talerzykami napędów powinna wynosić 1,5 mm. Regulować cięgłem 29.
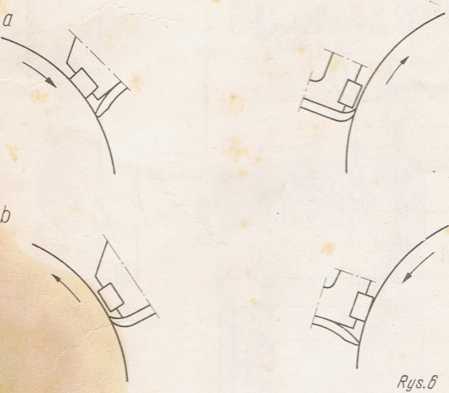
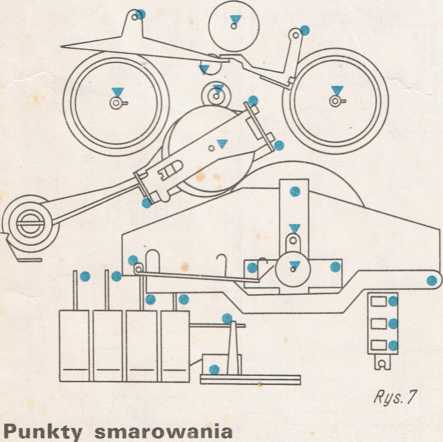
SMAROWANIE
Należy smarować co 2-^3 lata wszystkie części wskazane na schemacie (rys. 7) oraz każdorazowo, po stwierdzeniu braku smaru lub objawów braku oleju, np. „piszczeniu łożysk". W zależności od oznaczenia na schemacie należy stosować: £ — smar GOJ-54 wg PN-54/C-96054 lub wazelinę
techniczną wg PN-60/C-96120 do smarowania elementów blaszanych trących się wzajemnie w czasie eksploatacji magnetofonu
▼ — smar produkcji Mobil Oil serii DTE o gęstości
SAE 20 lub jako zastępczy olej maszynowy 10 wg PN-67/C-96070 do łożysk porowatych, talerzyków napędów oraz współpracujących podkładek i wałków.
WYMIANA I NASTAWIANIE POŁOŻENIA GŁOWIĆ
Głowica kasująca
Po wymianie głowicy ustalić jej położenie tak (za pomocą trzech wkrętów ustalających) aby: górna krawędź taśmy pokrywała się z górną krawędzią rdzenia, szczeliny głowicy były prostopadłe do taśmy, a powierzchnia czołowa głowicy była równoległa do powierzchni napiętej taśmy między skrajnymi kołkami prowadzącymi. Doprowadzić do symetrycznego opasania głowicy taśmą przez przesuwanie korpusu bakelitowego względem jej podstawy (po uprzednim zwolnieniu wkrętów mocujących).
Głowica uniwersalna
Po wymianie głowicy ustalić jej położenie względem taśmy (za pomocą trzech wkrętów) tak, aby pakiet rdzenia wystawał ponad krawędź taśmy około 0,1 mm, a powierzchnia czołowa głowicy była równoległa do powierzchni napiętej taśmy między skrajnymi kołkami prowadzącymi. Sprawdzić i ewentualnie ustalić symetryczny kąt opasania szczeliny głowicy przez taśmę obracając odpowiednio ekran dookoła osi pionowej, po uprzednim zwolnieniu dwóch wkrętów mocujących głowicę do ekranu.
Prostopadłe ustawienie szczeliny głowicy można uzyskać przez pokręcanie jednego z dwóch bocznych wkrętów-odczytując jednocześnie taśmę nagraną na magnetofonie o prawidłowo ustawionej szczelinie (sygnałem 8 kHz przy prędkości 9,5 cm/s). Czynność tę należy powtarzać aż do chwili wystąpienia maksymalnego napięcia na wyjściu wzmacniacza odczytu.
Wyszukiwarka
Podobne podstrony:
PN 93 L 74516 2 PN-93/L-745162 WymiaryPodstawowe wymiary króćców powinny być zgodne z wymiarami poda
PN 93 L 74516 2 PN-93/L-745162 WymiaryPodstawowe wymiary króćców powinny być zgodne z wymiarami poda
CCF20080704�001 NASTAWIANIE UKŁADU NAPĘDOWEGO Kółko napinające Rys. 4 Rys. 2 Budowa prawego napędu B
tmp6F 1 Wszelkie posiłki powinny być spożywane w skupieniu i milczeniu. Jeśli prowadzone sa rozmowy
CCF20090831�133 242 Samowiedza istotne, powinno być zniesione. Z uwagi jednak na to, że dla niej obi
Uczciwek084 5) Przewody obwodów prowadzonych do pomieszczeń wilgotnych powinn
Uczciwek023 (12) • przewody obwodów prowadzonych do pomieszczeń wilgotnych powinny
Uczciwek023 (2) • przewody obwodów prowadzonych do pomieszczeń wilgotnych powinny
Uczciwek084 (2) 5) Przewody obwodów prowadzonych do pomieszczeń wilgotnych po
Uczciwek084 (3) 5) Przewody obwodów prowadzonych do pomieszczeń wilgotnych po
19,p(1) 201.POLKI NA WYSOKOŚCI PASA_ ...powinny być wszędzie tam gdzie w ogóle są pójki "oraz w
rozdział 1 postanowienia ogólne95 «a 20.2. Wysokością, która powinna być przyjęta, jest odległość mi
dynamiczne spowodowane upadkiem na nieodkształcalne podłoże z wysokości Hdop = 0,3 m), powinny być
bj wszystkie części czynne układu nie mającego punktu neutralnego powinny: • być
PrepOrg II148 (2) 151 używana do reakcji prowadzonych wobec chlorku glinowego powinna być etarannie
więcej podobnych podstron