P1010139 (2)
90
r
- wyznaczyć objętość materiału wsadowego (wzory 8.2, 8.3), przy założeniu że nie występuje zgorzelina, tj. z = 0,
- wyznaczyć wymiary materiału wsadowego (wzór 8.4),
- określić, czy konieczna jest operacja wstępnego spęczania wsadu dla kutej odkuwki (pkt 2.1).
Na podstawie przeprowadzonych prób kucia i wykonanych pomiarów określić:
- poprawność wykonania poszczególnych odkuwek analizując, czy wysokość odkuwki mieści się w założonej tolerancji oraz stopień wypełnienia rowka na wypływkę i wykrojów zwłaszcza w narożach,
- dla którą próbki wsadowej uzyskano najlepszą pod względem jakości odkuwkę,
- siłę kucia,
- uzysk materiału odkuwki i procentowy udział odpadu w stosunku do objętości wsadu.
Sprawozdanie powinno zawierać:
- krótki opis przebiegu ćwiczenia,
- rysunek odkuwki,
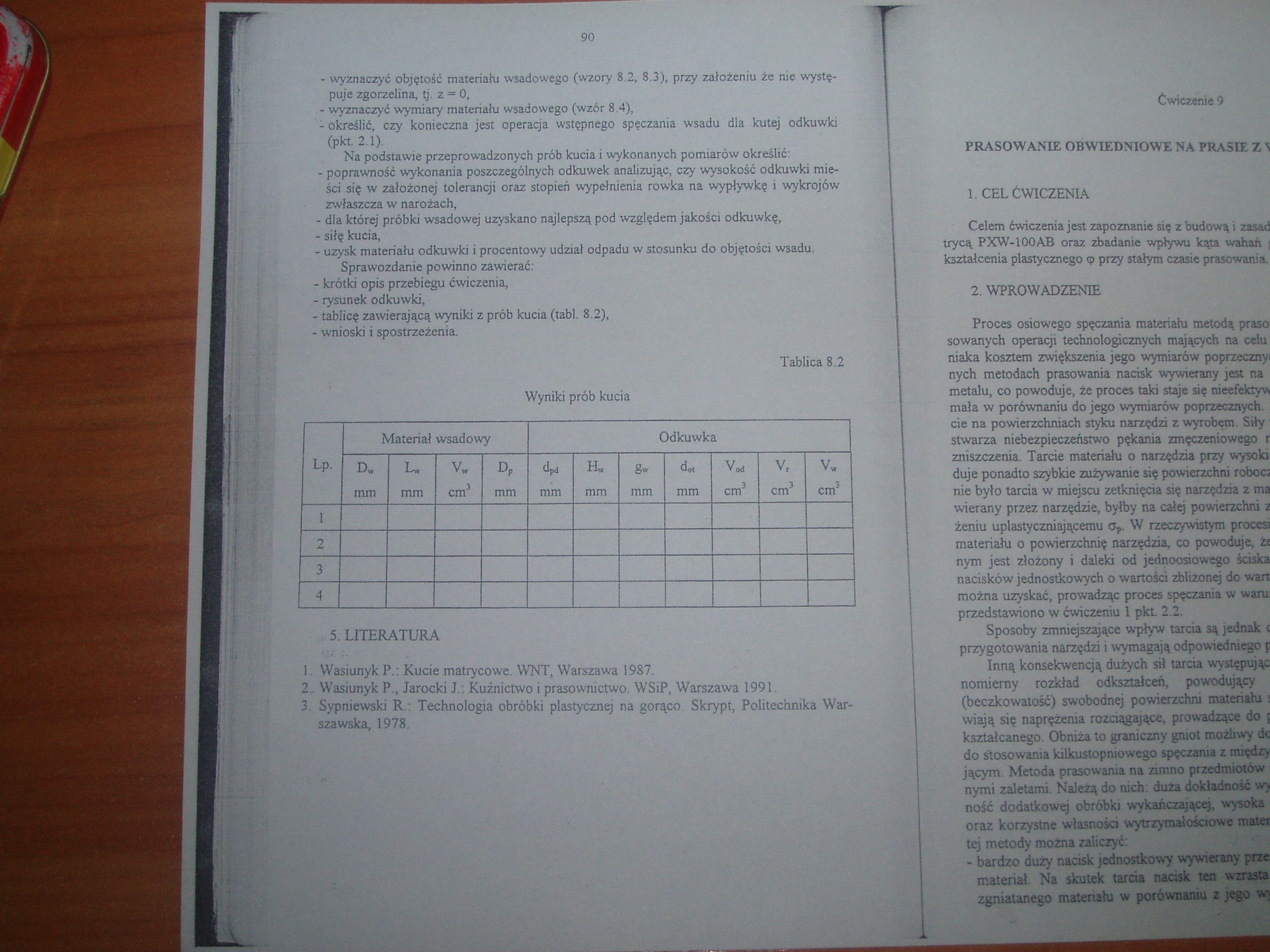
- tablicę zawierającą wyniki z prób kucia (tabl. 8.2),
- wnioski i spostrzeżenia.
Tablica 8.2
Wyniki prób kucia
|
Materiał wsadowy |
Odkuwka | ||||||||||
|
Lp. |
Dw |
U |
Vw |
% |
dpd |
Hw |
g* |
d0, |
Vod |
Vr |
Vw |
|
mm |
mm |
cm3 |
mm |
mm |
mm |
mm |
mm |
cm3 |
cm3 |
cm3 | |
|
1 | |||||||||||
|
2 | |||||||||||
|
3 | |||||||||||
|
4 | |||||||||||
5. LITERATURA
1. WasiunykP.: Kucie matrycowe. WNT, Warszawa 1987.
2.. Wasiunyk P., Jarocki J.: Kuźnictwo i prasownictwo. WSiP, Warszawa 1991.
3, Sypniewski R.: Technologia obróbki plastycznej na gorąco. Skrypt, Politechnika Warszawska, 1978.
Ćwiczenie 9
PRASOWANIE OBWIEDNIOWE NA PRASIE Z >
1. CEL ĆWICZENIA
Celem ćwiczenia jest zapoznanie się z budową i zasad trycą PXW-100AB oraz zbadanie wpływu kąta wahań j kształcenia plastycznego <p przy stałym czasie prasowania.
2. WPROWADZENIE
Proces osiowego spęczania materiału metodą praso sowanych operacji technologicznych mających na cehi niaka kosztem zwiększenia jego wymiarów poprzeczny nych metodach prasowania nacisk wywierany jest na metalu, co powoduje, że proces taki staje się nieefektyw mała w porównaniu do jego wymiarów poprzecznych, de na powierzchniach styku narzędzi z wyrobem. Siły stwarza niebezpieczeństwo pękania zmęczeniowego r zniszczenia. Tarcie materiału o narzędzia przy wysoki duje ponadto szybkie zużywanie się powierzchni roboc nie było tarcia w miejscu zetknięcia się narzędzia z ma wierany przez narzędzie, byłby na całej powierzchni i żeniu uplastyczniającemu op. W rzeczywistym procesi materiału o powierzchnię narzędzia, co powoduje, żx nym jest złożony i daleki od jednoosiowego ściska nadsków jednostkowych o wartości zbliżoną do wart można uzyskać, prowadząc proces spęczania w waru przedstawiono w ćwiczeniu 1 pkt 2.2.
Sposoby zmniejszające wpływ tarcia są jednak < przygotowania narzędzi i wymagają odpowiedniego {
Inną konsekwencją dużych sił tarcia występując nomiemy rozkład odkształceń, powodujący (beczkowatość) swobodną powierzchni materiału wiają się naprężenia rozciągające, prowadzące do ] kształcanego. Obniża to graniczny gniot możliwy dc do stosowania kilkustopniowego spęczania z między jącym. Metoda prasowania na zimno przedmiotów nymi zaletami. Należą do nich: duża dokładność wy mość dodatkowej obróbki wykańczającą, wysoka oraz korzystne własności wytrzymałościowe matei tej metody można zaliczyć:
- bardzo duży nacisk jednostkowy wywierany prze materiał. Na skutek tarcia nacisk ten wzrasta zgniatanego materiału w porównaniu z jego wą
Wyszukiwarka
Podobne podstrony:
P1090419 90 - wyznaczyć objętość materiału wsadowego (wzory 8.2, 8.3), przy założe
IMGB11 (4) - wyznaczyć objętość materiału wsadowego (wzory 8 2, 8.3), przy założen
6 (1220) - 99 - Ity». 8.H. Matrycowanie odkuwek piorści oniowyoh * vio,icom Objętość materialu wsado
r J K A A A A A A & A A 3/ A przy założeniu, że wyznacznik Jeśli dany
28 luty 09 (90) 90 Maksymalne momenty zginające od obciążenia wiatrem: - przy zało
11. Deficyt budżetowy wyznaczany przy założeniu, że gospodarka osiągnęła stan pełnego zatrudnienia t
DSC01577 szczoną omliy^ zjawiska można przeprowadzić przy założeniu, że jedynymi śnikami ładunku w m
Profil Graagcra - Oficerova Powstał on przy założeniu że profil przelewu wyznacza rzędne nieznacznie
32991 ScanImage05 Przy założeniu, że wymiary materiału stykowego tworzącego zestyk są w wówczas syme
więcej podobnych podstron