P1080388
a Zytosowwti robotów przemysłowych
Równoległy system montażowy wykorzystuje jedno lub wiele wie-badaniowych stanowisk roboczych. Stanowiska te przedstawiono w tabl. 13.2 w pozycjach od 1 do 7. Każde z nich jest tak zaprojektowane, aby pracując z jcd-
Tablica 13.2. Podstawowe konfiguracje zrobotyzowanych stanowisk i systemów montażowych
[lp.| _Opis
1 | / Stanowisko z nieruchomym stołem i jednym i robotem
| Robot / pobiera zorientowane części z magazynu ^ I i montuje je na przyrządzie montażowym i, i znajdującym się na nieruchomym stole 2, a po i zmontowaniu odkłada do pojemnika 5. W czasie i montażu bardziej złożonych zespołów w konfiguracji zrobotyzowanego stanowiska i montażowego jest stosowany magazyn wymiennych chwytaków 6.
2 Stanowisko z nieruchomym stołem, jednym robotem i urządzeniem technologicznym
W skład zrobotyzowanego stanowiska I montażowego mogą również wchodzić urządzenia i technologiczne 7, jeśli w montażu należy wykonać I np. wciskanie, zgrzewanie, nitowanie lub inne połączenia. Montaż zaczyna się od podania części do przyrządu 3a, następnie robot przekazuje wyrób | do przyrządu 3b, gdzie urządzenie technologiczne 7 | wykonuje zabieg łączenia i jeśli to konieczne ponownie przekazuje do przyrządu Ja w celu zakończenia montażu.
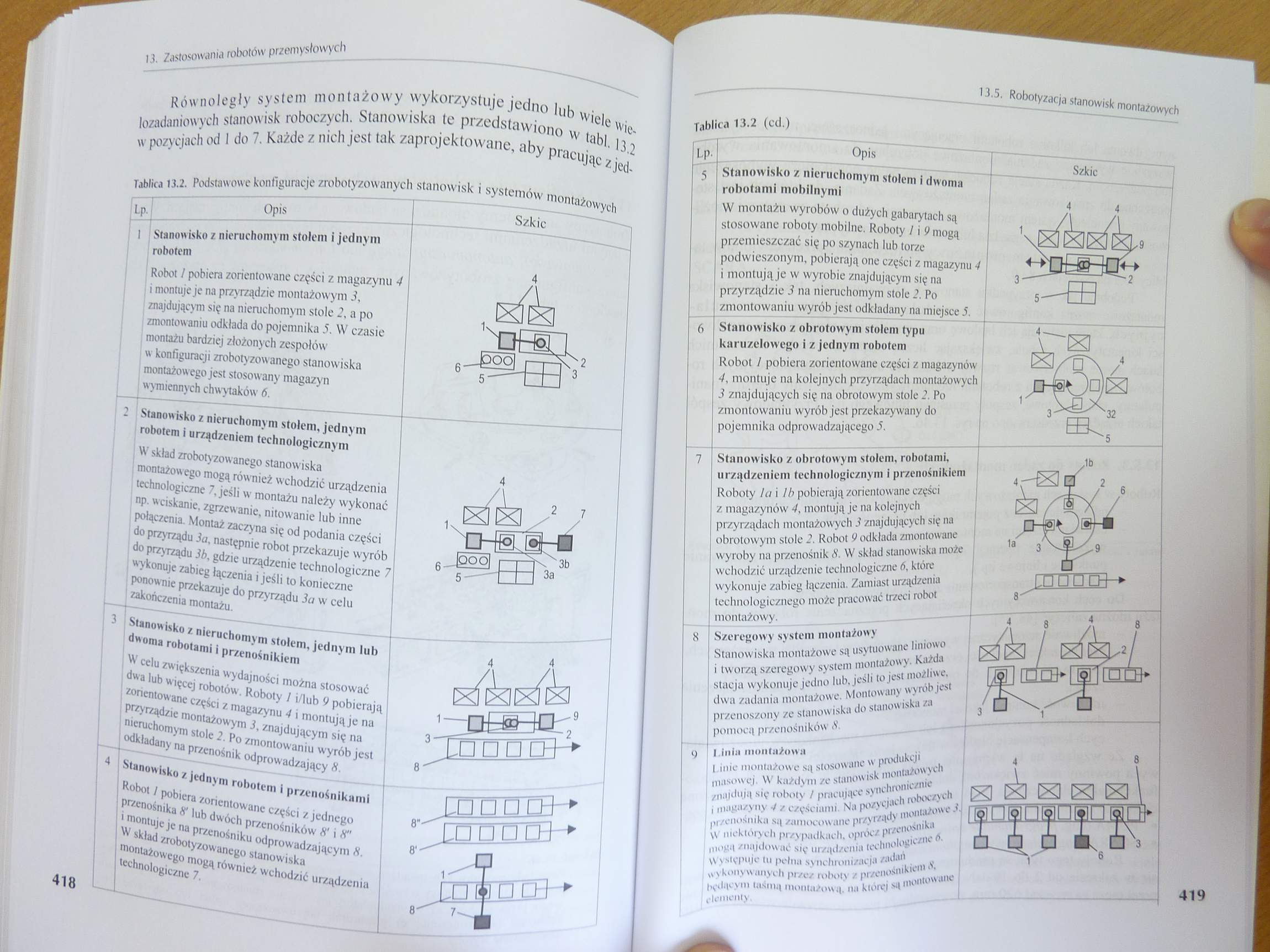
I 3 I Stanowisko z nieruchomym stołem, jednym lub ! dwoma robotami i przenośnikiem
J W celu zwiększenia wydajności można stosować | dwa lub więcej robotów. Roboty / i/lub ? pobierają zorientowane części z magazynu 4 i montują je na przyrządzie montażowym i, znajdującym się na j nieruchomym stole 2. Po zmontowaniu wyrób jest | odkładany na przenośnik odprowadzający 8.
4 I Stanowisko z jednym robotem i przenośnikami
I Robot / pobiera zorientowane części z jednego I przenośnika «¥' lub dwóch przenośników 8* i 8" i montuje je na przenośniku odprowadzającym 8.
IW skład zrobotyzowanego stanowiska I montażowego mogą również wchodzić urządzenia I technologiczne 7.
Szkic

2 7
4 4
Tablic-
13.2 (cd.)
Opis
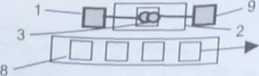
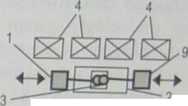
Stanowisko z nieruchomym stołem i dwoma robotami mobilnymi
W montażu wyrobów o dużych gabarytach są stosowane roboty mobilne. Roboty 1 i 9 mogą przemieszczać się po szynach lub torze podwieszonym, pobierają one części z magazynu 4 i montują je w wyrobie znajdującym się na przyrządzie 3 na nieruchomym stole 2. Po zmontowaniu wyrób jest odkładany na miejsce 5. Stanowisko z obrotowym stołem typu karuzelowego i z jednym robotem Robot 1 pobiera zorientowane części z magazynów 4, montuje na kolejnych przyrządach montażowych 3 znajdujących się na obrotowym stole 2. Po zmontowaniu wyrób jest przekazywany do pojemnika odprowadzającego 5.
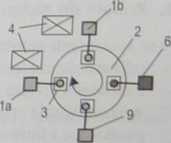
Stanowisko z obrotowym stołem, robotami, urządzeniem technologicznym i przenośnikiem Roboty la i lb pobierają zorientowane części z magazynów 4, montują je na kolejnych przyrządach montażowych 3 znajdujących się na obrotowym stole 2. Robot 9 odkłada zmontowane wyroby na przenośnik 8. W skład stanowiska może wchodzić urządzenie technologiczne 6, które wykonuje zabieg łączenia. Zamiast urządzenia technologicznego może pracować trzeci robot | montażowy. _
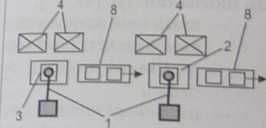
Szeregowy system montażowy Stanowisko montażowe są usytuowane liniowo i tworzą szeregowy system montażowy. Każda stacja wykonuje jedno lub, jeśli to jest możliwe, dwa zadnnia montażowe. Montowany wyrób jest przenoszony ze stanowiska do stanowiska za pomocą przenośników 8.
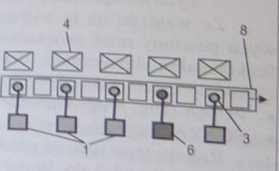
I Linia montażowa
Linie montażowe są stosowane w produkcji masowej. W każdym ze stanowisk montażowych I znajdują się roboty / pracujące synchronicznie i 1 -/ z częściami. Na pozycjach roboczych
rvMu‘i r!! ,Słl Zanu>eowane przyrządy montażowe .uoua ' pn*yp*dkuch. oprócz przenośnika
Występie *''* mv,l‘,wnin technologiczne 6.
wykonywanych^s-vl,dhronizncja zadań
K*dącyni ł',Ztv roboty z przenośnikiem 8,
elementy, ontnżową. mi której są montowane I
Szkic
!--ffl
EB-.
Wyszukiwarka
Podobne podstrony:
17266 P1080390 13. Zastosowania robotów przemysłowych układy sensoryczne, jest fakt, że prace montaż
52317 P1080391 13. Zastosowania robotów przemysłowych Rysunek 13*50___ Robot bramowy w zrobotyzowany
P1080380 13. Zastosowania robotów przemysłowych dzięki elastycznemu systemowi wymiany chwytaków, dop
P1080375 13. Zastosowania robotów przemysłowym - mają duży udźwig, -
12883 P1080363 13. Zastosowania robotów przemysłowych - łuk utrzymuje się między d
więcej podobnych podstron