img116 (9)
44
łym, dodatnią biegunowością, uzyskuje się głębsze wtopienie w materiał rodzimy, co często wykorzystywane jest przy układaniu warstwy przetopowej. Natomiast spawanie prądem stałym, ujemną biegunowością, zapewnia uzyskanie większej wydajności stapiania elektrody. Wykorzystuje się to przy napawaniu i przy układaniu warstw wypełniających w rowku spoiny. Przy spawaniu prądem przemiennym uzyskuje się wartości pośrednie
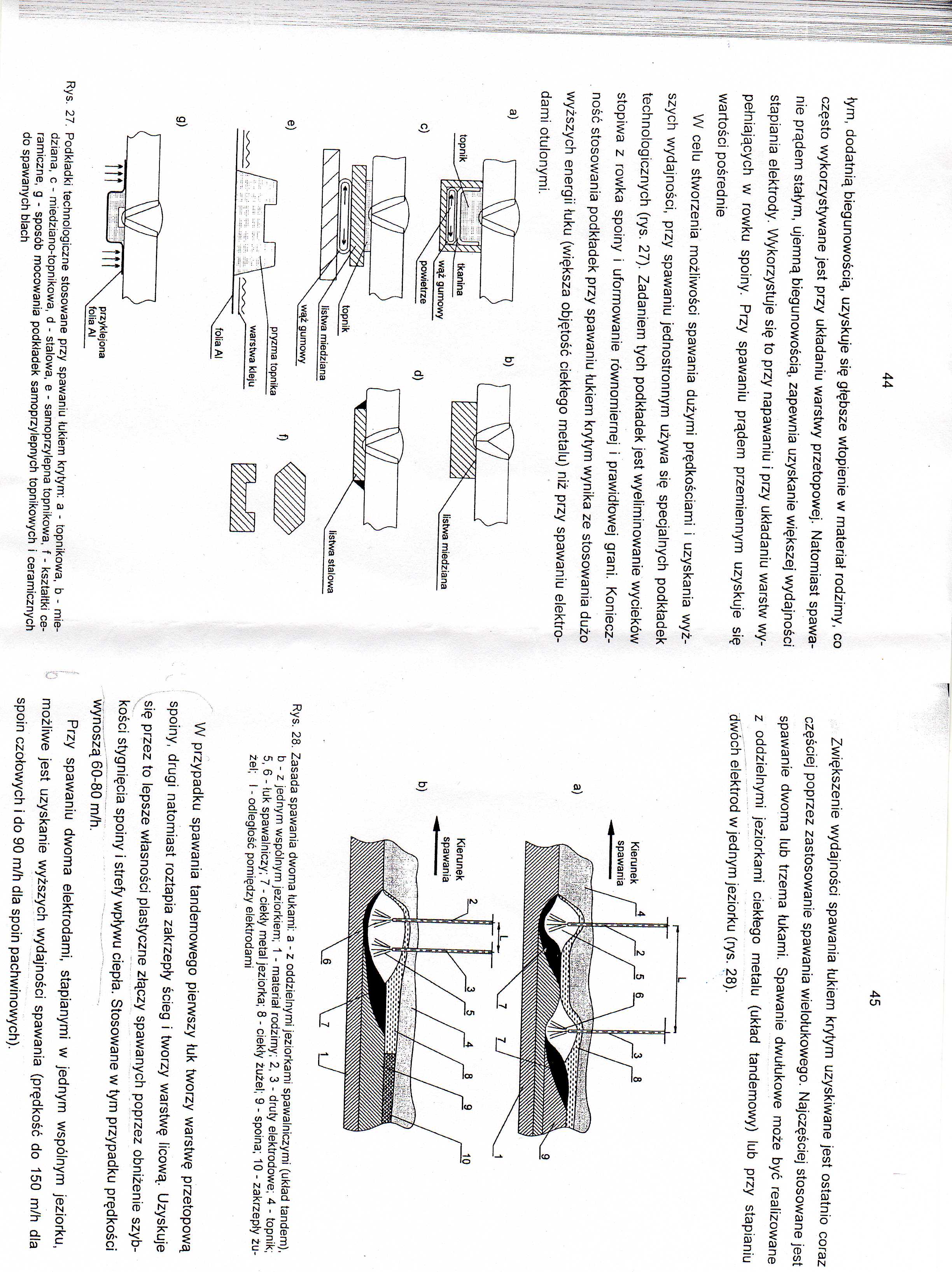
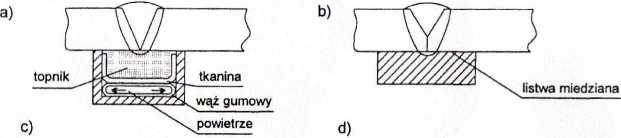
W celu stworzenia możliwości spawania dużymi prędkościami i uzyskania wyższych wydajności, przy spawaniu jednostronnym używa się specjalnych podkładek technologicznych (rys. 27). Zadaniem tych podkładek jest wyeliminowanie wycieków stopiwa z rowka spoiny i uformowanie równomiernej i prawidłowej grani. Konieczność stosowania podkładek przy spawaniu łukiem krytym wynika ze stosowania dużo wyższych energii łuku (większa objętość ciekłego metalu) niż przy spawaniu elektrodami otulonymi.
9)
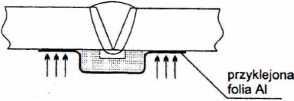
Rys. 27. Podkładki technologiczne stosowane przy spawaniu łukiem krytym: a - topnikowa, b - miedziana, c - miedziano-topnikowa, d - stalowa, e - samoprzylepna topnikowa, f - kształtki ceramiczne, g - sposób mocowania podkładek samoprzylepnych topnikowych i ceramicznych do spawanych blach
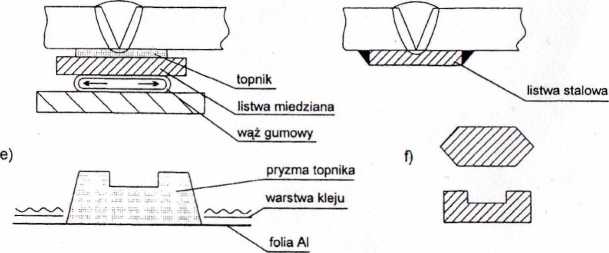
Zwiększenie wydajności spawania łukiem krytym uzyskiwane jest ostatnio coraz częściej poprzez zastosowanie spawania wielołukowego. Najczęściej stosowane jest spawanie dwoma lub trzema łukami. Spawanie dwułukowe może być realizowane z oddzielnymi jeziorkami ciekłego metalu (układ tandemowy) lub przy stapianiu dwóch elektrod w jednym jeziorku (rys. 28).
L
a)
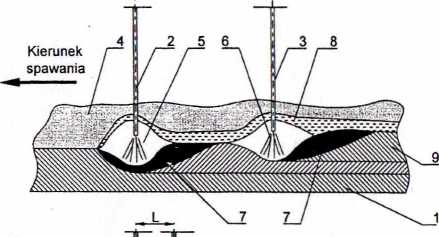
2 3 5 4 8 9 10
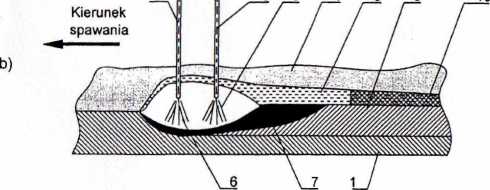
Rys. 28. Zasada spawania dwoma tukami: a - z oddzielnymi jeziorkami spawalniczymi (układ tandem), b - z jednym wspólnym jeziorkiem: 1 - materia) rodzimy: 2, 3 - druty elektrodowe; 4 - topnik; 5, 6 - tuk spawalniczy; 7 - ciekty metal jeziorka; 8 - ciekły żużel; 9 - spoina; 10 - zakrzepły żużel; I - odległość pomiędzy elektrodami
W przypadku spawania tandemowego pierwszy tuk tworzy warstwę przetopową spoiny, drugi natomiast roztapia zakrzepły ścieg i tworzy warstwę licową. Uzyskuje się przez to lepsze własności plastyczne złączy spawanych poprzez obniżenie szybkości stygnięcia spoiny i strefy wpływu ciepła. Stosowane w tym przypadku prędkości wynoszą 60-80 m/h.
Przy spawaniu dwoma elektrodami, stapianymi w jednym wspólnym jeziorku, możliwe jest uzyskanie wyższych wydajności spawania (prędkość do 150 m/h dla spoin czołowych i do 90 m/h dla spoin pachwinowych).
Wyszukiwarka
Podobne podstrony:
78492 Scan0007 44 Światopogląd dekadencki ją i staje się dia niej powodem cierpienia, co prowadzi do
15916 IMG&44 znaczenie gospodarczeBurak cukrowy # ze 100 kg korzeni buraka uzyskuje się 12-15 kg bia
image 097 Metoda Fouriera 97 W metodzie Fouriera korzystamy z rozwiązania przybliżonego, które uzysk
Image198 każdego ze stanów wynosi 100 ns, uzyskuje się: j> 3*50+100 = 250 ns = 4 MHz /< 1 250
Image300 Kod „4-3” oraz kod Aikena są kodami samouzupełniającymi, w których uzupełnienie do 9 uzysku
Image479 W układzie przedstawionym na rys. 4.599c odpowiednią wartość rezystancji obwodu RC uzyskuje
Zdj?cie0982 Nawozy o spowolnionym działaniu Spowolnienie działania nawozu uzyskuje się przez: a Kond
Zdj?cie0983 Nawozy o spowolnionym działaniu Spowolnienie działania nawozu uzyskuje się przez: a
więcej podobnych podstron