25423 Wyciskanie1

1132 XIII. TECHNOLOGIA TWORZYW SZTUCZNYCH
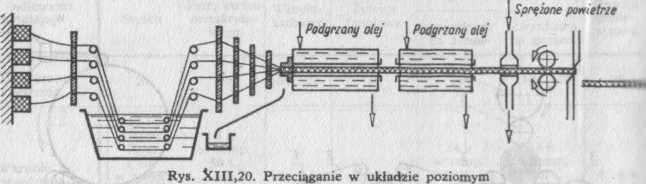
Przeciąganie (rys. XIII,20) polega na przeciąganiu włókien (szklanych) nasycany) w czasie procesu żywicą (poliestrową) najpierw przez profilującą dyszę podgrzmit a następnie przez piec, gdzie zachodzi zestalenie żywicy. Przez przeciąganie otrzymuj się profile takie jak rury, kątowniki, ceowniki itp.
d. Wyciskanie (wytłaczanie)
Podczas procesu wyciskania (wytłaczania) uplastyczniane lub upłynnione tworzyw, zostaje ściskane w cylindrze, w wyniku czego zachodzi wyparcie powietrza i zbliżeni, do siebie cząstek tworzywa, co prowadzi do ich scalenia i utworzenia ciągłego prolllu opuszczającego dyszę (ustnik), znajdującą się na zakończeniu cylindra wyciskarki (wy tłaczarki). Wyciskanie prowadzi się za pomocą pomp wyporowych, których elementunn czynnymi są kola zębate, ślimak lub tłok.
Wyciskanie kolami zębatymi (przędzenie) polega na wyciskaniu upłynnionego lut uplastycznionego tworzywa, pod wpływem obracających się kół zębatych, przez szetat dysz o przekroju golowym do tunelu lub kąpieli koagulacyjnej, gdzie następuje jcgn zestalenie. W ten sposób otrzymuje się włókna.
Przędzenie uplastycznionego tworzywa przebiega do chłodzonego tunelu, gdzie wy ciśnięte przez dysze elementarne, włókienka zestalają się wskutek ostygnięcia (rys XIII,21).
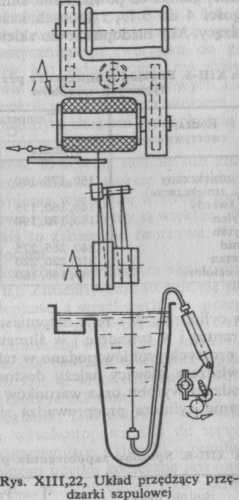
Przędzenie upłynnionego tworzywa metodą mokrą przebiega do kąpieli koagulacyi nej, gdzie wyciśnięte włókienka elementarne zestalają się wskutek koagulacji tworzyw* (rys. XIII,22).
Przędzenie upłynnionego tworzywa metodą suchą przebiega do podgrzewani'11" tunelu, gdzie wyciśnięte włókienka elementarne zestalają się wskutek odparowywania rozpuszczalnika.
Wyciskanie ślimakiem polega na uplastycznieniu tworzywa w cylindrze wyciskarki i wyciskaniu jego ślimakiem przez dyszę głowicy (tabl. XIII-4). Zwykle cylinder wy
Tablica XIII-4. Charakterystyka wyciskarek produkcji polskie)
|
Charakterystyka wyciskarki |
Typ wyciskarki | |||||
|
W32GU |
W45GU |
W45GC |
W60GU |
W60GC |
W90GC | |
|
Średnica ślimaka D, mm |
32 |
45 |
45 |
60 |
60 |
90 |
|
Długość ślimaka | ||||||
|
(wielokrotność średn.) |
15 D |
15 D |
15 D |
15 D |
15 D |
15 D |
|
Regulacja obrotów ślimaka |
bezst. |
bezst. |
bezst. |
16-st. |
8-st. |
12-st. |
|
Prędkość obrotowa ślimaka. | ||||||
|
obr/min |
20+ 120 |
15+90 |
15 + 90 |
11+80 |
11 i-70 |
— |
|
Liczba stref grzejnych |
2 |
3 |
3 |
3 |
3 |
_ - |
|
Ogólna moc grzewcza, kW |
2,8 |
3,25 |
3,25 |
6 |
6 | |
|
Moc silnika napędowego, k\V |
2,8 |
4,5 |
4,5 |
10 |
10 |
28 |
|
Chłodzenie cylindra |
wodne |
wodne |
wodne |
wodne |
wodne |
powie- |
|
(liczba stref) |
(3) |
W) |
(4) |
(4) |
(4) |
trzne |
|
Chłodzenie ślimaka |
brak |
wodne |
wodne |
wodne |
wodne |
wodne |
|
Wydajność, kg/h |
5 9 |
10 20 |
10 20 |
20 35 |
20 : 35 | |

Ryj. XIII,21. Przędzarka uplastycznianego tworzywa
Wyszukiwarka
Podobne podstrony:
14876 Wyciskanie4 1138 XIII. TECHNOLOGIA TWORZYW SZTUCZNYCH Wyciskanie tłokiem polega na uplastyczni
73804 Wyciskanie2 1134 XIII. TECHNOLOGIA TWORZYW SZTUCZNYCH ciskarki zasila się tworzywem nieuplasty
Wyciskanie3 1136 XIII. TECHNOLOGIA TWORZYW SZTUCZNYCH lub wewnętrzną oraz urządzenie chłodzące. Rurę
11 Ćwiczenie 1 .Formowanie wtryskowe termoplastycznych tworzyw sztucznych” przeciwdziałając tym
CCF20130106�000 12. BADANIE POLIURETANÓWWprowadzenie Zainteresowanie technologów tworzyw sztucznych
IMAG0214 Technologia Tworzyw Sztucznych Semestr 6 rok akademicki 20010/11 Grupa 31 ! Pfdtmefyza
Ogólne zastosowanie tworzyw sztucznych w przemyśle i transporcie. Przemysł krajowy dostarcza na ryne
Tworzywa SztucznePrzemyśle * >OHMIO«l » ■«•€( I MMIKI LIDERZY RYNKU ZAPRASZAJ* NA TARGI
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych L - długość części roboczej (20-30D,
Podział i rodzaje ścianek szczelnych 4. Z tworzyw sztucznych Ścianki te posiadają dużą odporność na
więcej podobnych podstron