2323411241
Wytłaczanie tworzyw sztucznych
Laboratorium Tworzyw Sztucznych
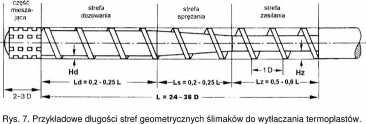
L - długość części roboczej (20-30D, obecnie istnieje tendencja do wydłużania ślimaków nawet do 36D),
D - średnica zewnętrzna (20 - 300 mm),
H - wysokość kanału (0,12-0,16D),
W - szerokość kanału (0,8-1,2D),
S - skok linii śrubowej zwoju (=W), tp - kąt pochylenia zwoju (~17°40’), e - szerokość zwoju (0,1 D).
R - stopień sprężania, definiowany jako Hzasii / H^zow :
1.3 -r 5 dla tworzyw termoplastycznych 1 -r 1.5 dla tworzyw termoutwardzalnych 1 -f 0.8 dla elastomerów
Często zaleca się, aby ślimaki wyposażone były na swoim końcu w część mieszającą o długości 2-3D:
3.1.3. Elementy intensywnego mieszania i ścinania
Otrzymanie wyrobu o wymaganej jakości z dużą wydajnością, szczególnie w układach z rowkowaną strefą zasilania umożliwiają tylko ślimaki zaopatrzone w odpowiednie elementy homogenizujące tworzywo, tj. ścinające i mieszające na ich końcu.
Celem elementów ścinających jest przede wszystkim przyśpieszenie równomiernego uplastycznienia tworzywa poprzez zamianę energii mechanicznej napędu ślimaka w energię cieplną, uzyskanej w warunkach dużych szybkości ścinania uplastycznianego materiału w niewysokiej temperaturze.
Zadaniem elementów rozprowadzających jest homogenizacja uplastycznionego tworzywa opuszczającego element ścinający. Ujednorodnienie uzyskuje się dzięki zastosowaniu układu mieszającego umieszczonego w strefie relaksacji, tj. strefie o zwiększonej wysokości kanałów.
Wyszukiwarka
Podobne podstrony:
średnica: do=0,2445 111 promień: ro=<W2=0,12225 m długość części roboczej filtra: l=h*-So-12-5=7
w główkach na część pomiarową próbki zaleca się, aby długość części roboczej spełniała
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw SztucznychWytłaczanie tworzyw sztucznych.1.
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych3.3. Podział wytłaczarek. Podziału
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych W ostatnich latach obserwuje się wyra
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych4. Przebieg procesu wytłaczania. Tworz
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych Zagęszczanie jest wynikiem powstawani
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznychte Rys. 20. Typowy ślimak trójstrefowy
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw SztucznychTypowe szybkości obrotowe ślimaków pod
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych Wytłaczarki jednoślimakowe, ze względ
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych□ On □ A A Rys. 22. Schematyczny wynik
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych6. Linia technologiczna
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych Rys. 2. Profile uzyskane w wyniku pro
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych Pierwszy z nich to tzw. kalibrowanie
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych3. Budowa i podział wytłaczarek. Typow
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych 3.1.1. Układ
Wytłaczanie tworzyw sztucznych Laboratorium Tworzyw Sztucznych Przykłady konstrukcji elementów
Laboratorium Tworzyw Sztucznych Wytłaczanie tworzyw sztucznych Rowki umieszcza się na początku cylin
więcej podobnych podstron