38543 skanuj0017 (181)
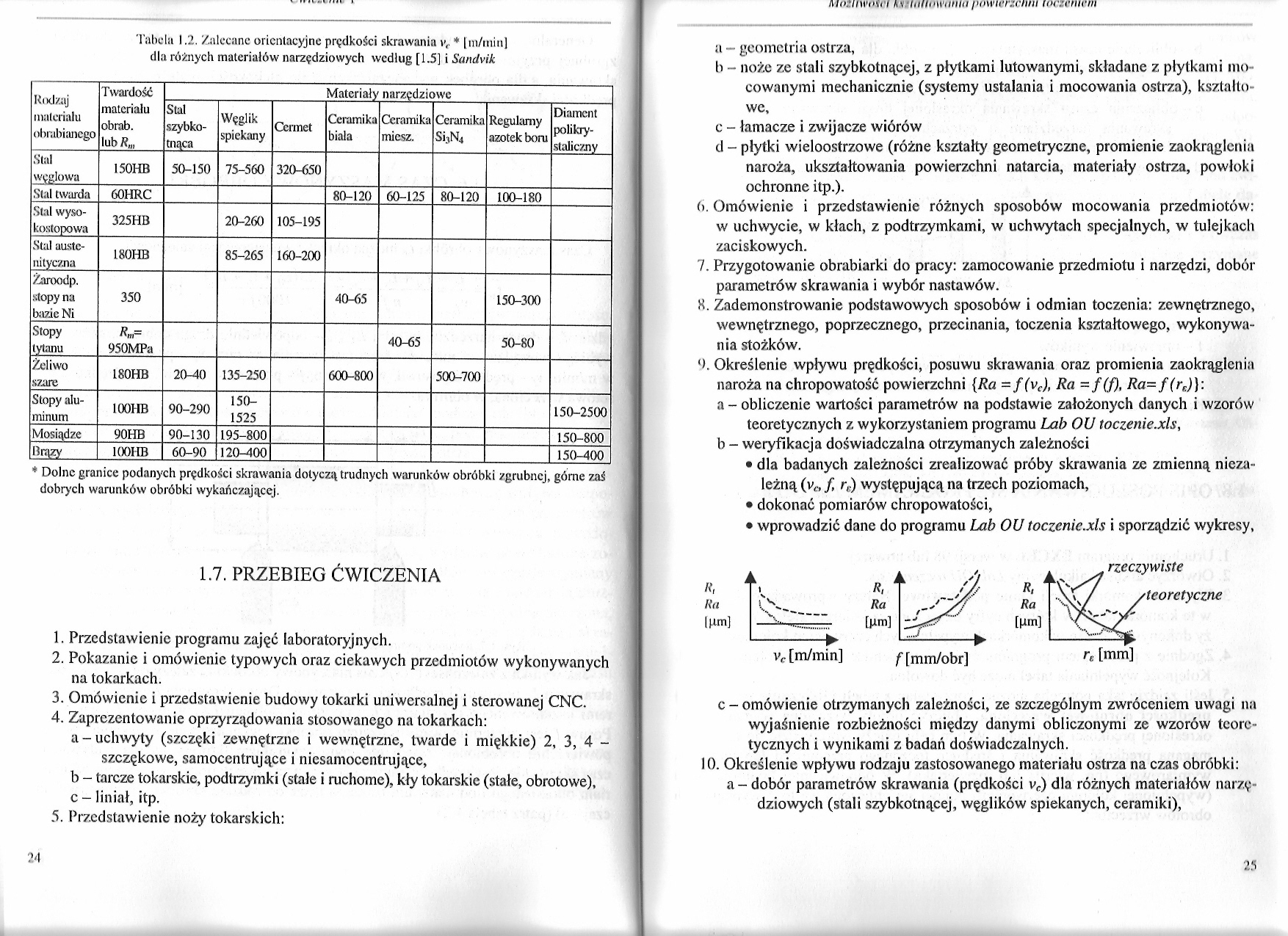
Tabela 1.2. Zalecane orientacyjne prędkości skrawania vr * [in/inin] dla różnych materiałów narzędziowych według [1.5] i Sandvik
|
UlKl/ilj materiału obrabianego |
Twardość materiału obrąb, lub R,„ |
Materiały narzędziowe | |||||||
|
Stal szybko tnąca |
Węglik spiekany |
Cermet |
Ceramika biała |
Ceramika miesz. |
Ceramiktt SijN4 |
Regularny azotek boru |
Diament polikry staliczny | ||
|
Sta! węglowa |
I50HB |
50-150 |
75-560 |
320-650 | |||||
|
Stal twarda |
60HRC |
80-120 |
60-125 |
80-120 |
100-180 | ||||
|
Stal wyso-kostopowa |
325HB |
20-260 |
105-195 | ||||||
|
Stal austenityczna |
180HB |
85-265 |
160-200 | ||||||
|
Żaroodp. stopy na bazie Ni |
350 |
40-65 |
150-300 | ||||||
|
Stopy tytanu |
950MP;t |
40-65 |
50-80 | ||||||
|
Żeliwo szare |
180HB |
20-40 |
135-250 |
600-800 |
500-700 | ||||
|
Stopy alu-minum |
100HB |
90-290 |
150- 1525 |
150-2500 | |||||
|
Mosiądze |
90HB |
90-130 |
195-800 |
150-800 | |||||
|
Brązy |
100MB |
60-90 |
120-400 |
150-400 | |||||
* Dolne granice podanych prędkości skrawania dotyczą trudnych warunków obróbki zgrubnej, górne zaś dobrych warunków obróbki wykańczającej.
1.7. PRZEBIEG ĆWICZENIA
1. Przedstawienie programu zajęć laboratoryjnych.
2. Pokazanie i omówienie typowych oraz ciekawych przedmiotów wykonywanych na tokarkach.
3. Omówienie i przedstawienie budowy tokarki uniwersalnej i sterowanej CNC.
4. Zaprezentowanie oprzyrządowania stosowanego na tokarkach:
a - uchwyty (szczęki zewnętrzne i wewnętrzne, twarde i miękkie) 2, 3, 4 -szczękowe, samoccntrujące i niesamocentrujące, b - tarcze tokarskie, podtrzymki (stale i ruchome), kły tokarskie (stałe, obrotowe), c - liniał, itp.
5. Przedstawienie noży' tokarskich:
a - geometria ostrza,
b - noże ze stali szybkotnącej, z płytkami lutowanymi, składane z płytkami mocowanymi mechanicznie (systemy ustalania i mocowania ostrza), kształtowe,
c - łamacze i zwijacze wiórów
d - płytki wieloostrzowe (różne kształty geometryczne, promienie zaokrąglenia naroża, ukształtowania powierzchni natarcia, materiały ostrza, powłoki ochronne itp.).
(). Omówienie i przedstawienie różnych sposobów mocowania przedmiotów: w uchwycie, w kłach, z podtrzymkami, w uchwytach specjalnych, w tulejkach zaciskowych.
7. Przygotowanie obrabiarki do pracy: zamocowanie przedmiotu i narzędzi, dobór parametrów skrawania i wybór nastawów.
X. Zademonstrowanie podstawowych sposobów i odmian toczenia: zewnętrznego, wewnętrznego, poprzecznego, przecinania, toczenia kształtowego, wykonywania stożków.
*). Określenie wpływu prędkości, posuwu skrawania oraz promienia zaokrąglenia naroża na chropowatość powierzchni {Ra = f(vc), Ra = /(/), Ra= /(/>)}: a - obliczenie wartości parametrów na podstawie założonych danych i wzorów teoretycznych z wykorzystaniem programu Lab OU toczenie.xls, b - weryfikacja doświadczalna otrzymanych zależności
• dla badanych zależności zrealizować próby skrawania ze zmienną niezależną^,,/ rr) występującą na trzech poziomach,
• dokonać pomiarów chropowatości,
• wprowadzić dane do programu Lab OU toczcnic.xls i sporządzić wykresy,
R,
Ra
Ipm]
|
k * 1 Ra \...[M |
k /) R \ ,_/// R' ,-syy Ra [pin] |
rzeczywiste Xky /teoretyczne |
|
W' r vr [m/min] f [mm/obr] r£ [mm] | ||
c - omówienie otrzymanych zależności, ze szczególnym zwróceniem uwagi na wyjaśnienie rozbieżności między danymi obliczonymi ze wzorów teoretycznych i wynikami z badań doświadczalnych.
10. Określenie wpływu rodzaju zastosowanego materiału ostrza na czas obróbki: a - dobór parametrów skrawania (prędkości vc) dla różnych materiałów narzędziowych (stali szybkotnącej, węglików spiekanych, ceramiki),
.'..‘i
Wyszukiwarka
Podobne podstrony:
skanuj0003 (66) Tabela 12 Dopuszczalna prędkości jazdy samochodu na drogach dojazdowych Rodzaj naw
skanuj0004 (55) Tabela 13 Dopuszczalne prędkości przy zjeżdżaniu drogą tłuczniową ■ ■ ............
74593 skanuj0025 (200) Tabela 14.3, cd. Nośnik reklamy Zalety Wady Znaczenie dla turystyki Reklam
66118 skanuj0024 (206) Tabela 14.3, cd. Nośnik reklamy Zalety Wady Znaczenie dla turystyki Reklam
a. Metody akustyczne l Podaj typów warto ści prędkości fal podłużnych ł poprzeć znych dla róznyc h c
skanuj0006 (94) Przy założonym posuwie na ostrze (0,3-r 0,8 mm) i znanej prędkości skrawania, prędko
skanuj0020 (122) Tabela 2 Orientacyjne czasy przejścia odcinka trasy o długości 1 km dla grupy osób
V Tabela 15.11. Orientacyjne prędkości rozchodzenia się fali podłużnej w ironiach i tfwladi m
54915 skanuj0012 (374) Tabela 1. Podręczniki do szkół średnich w latach 1867 — 1914 Lp. Przedmiot
76128 skanuj0171 (8) wmj~c ys. 8.4. Filtry powolne w wodociągach warszawskich [16] Tabela 8.3. Zalec
więcej podobnych podstron