45671 skanuj0026 (94)

Odlewanie w formach wirujących (odlewanie odśrodkowe) polega na wykorzystaniu siły odśrodkowej do dynamicznego wypełniania formy ciekłym metalem w tym również kształtowania odlewu. Wyróżniamy:
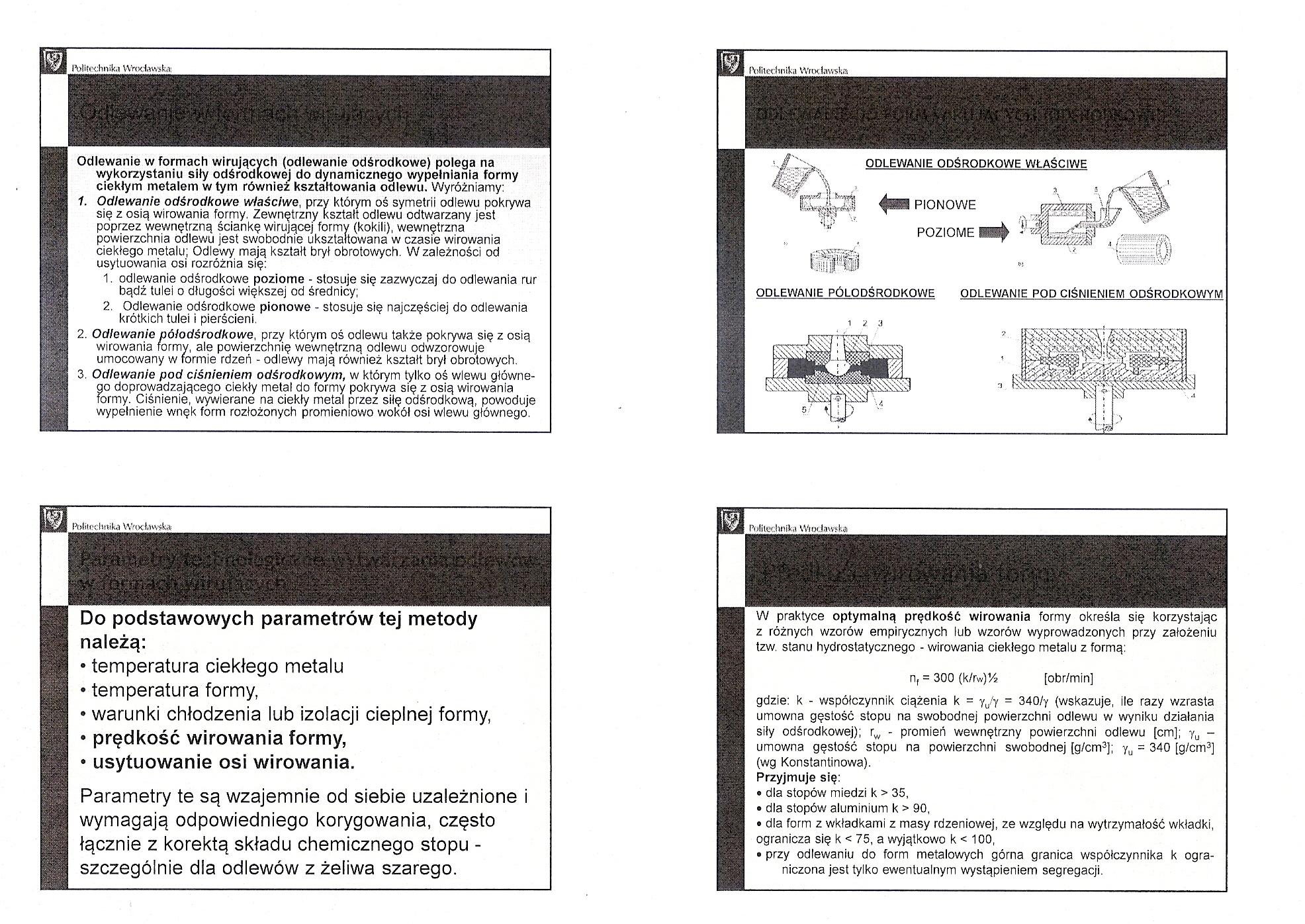
1. Odlewanie odśrodkowe właściwe, przy którym oś symetrii odlewu pokrywa się z osią wirowania formy. Zewnętrzny kształt odlewu odtwarzany jest poprzez wewnętrzną ściankę wirującej formy (kokili), wewnętrzna powierzchnia odlewu jest swobodnie ukształtowana w czasie wirowania ciekłego metalu; Odlewy mają kształt brył obrotowych. W zależności od usytuowania osi rozróżnia się:
1. odlewanie odśrodkowe poziome - stosuje się zazwyczaj do odlewania rur bądź tulei o długości większej od średnicy;
2. Odlewanie odśrodkowe pionowe - stosuje się najczęściej do odlewania krótkich tulei i pierścieni.
2. Odlewanie pólodśrodkowe, przy którym oś odlewu także pokrywa się z osią wirowania formy, ale powierzchnię wewnętrzną odlewu odwzorowuje umocowany w formie rdzeń - odlewy mają również kształt brył obrotowych.
3. Odlewanie pod ciśnieniem odśrodkowym, w którym tylko oś wlewu głównego doprowadzającego ciekły metal do formy pokrywa się z osią wirowania formy. Ciśnienie, wywierane na ciekły metal przez siłę odśrodkową, powoduje wypełnienie wnęk form rozłożonych promieniowo wokół osi wlewu głównego.
|
Politechnika Wroc | |
|
HflHBHBHHI | |
|
■ |
Do podstawowych parametrów tej metody należą: • temperatura ciekłego metalu • temperatura formy, • warunki chłodzenia lub izolacji cieplnej formy, • prędkość wirowania formy, • usytuowanie osi wirowania. Parametry te są wzajemnie od siebie uzależnione i wymagają odpowiedniego korygowania, często łącznie z korektą składu chemicznego stopu -szczególnie dla odlewów z żeliwa szarego. |
[obr/min]


W praktyce optymalną prędkość wirowania formy określa się korzystając z różnych wzorów empirycznych lub wzorów wyprowadzonych przy założeniu tzw. stanu hydrostatycznego - wirowania ciekłego metalu z formą:
n, = 300 (k/rw)1/2
gdzie: k - współczynnik ciążenia k = yjy = 340/y (wskazuje, ile razy wzrasta umowna gęstość stopu na swobodnej powierzchni odlewu w wyniku działania siły odśrodkowej); rw - promień wewnętrzny powierzchni odlewu [cm]; yu -umowna gęstość stopu na powierzchni swobodnej [g/cm3]; yu = 340 [g/cm3] (wg Konstantinowa).
Przyjmuje się:
• dla stopów miedzi k > 35,
• dla stopów aluminium k > 90,
• dla form z wkładkami z masy rdzeniowej, ze względu na wytrzymałość wkładki, ogranicza się k < 75, a wyjątkowo k < 100,
• przy odlewaniu do form metalowych górna granica współczynnika k ogra
niczona jest tylko ewentualnym wystąpieniem segregacji.
Wyszukiwarka
Podobne podstrony:
11091 skanuj0046 (8) BIOFOTONIKA polega na wykorzystaniu emisji fotonów do uwidocznienia i mierzenia
skanuj0035 (94) Rozdział 2.1 Analiza czynników przedstawionych w tabeli 2-1 wskazuje na istotną rolę
skanuj0010 (240) Mtct Unika Wrtx:fawv;«i Polega na zamianie sity bezwładności wstrząsanej masy formi
skanuj0013 CO TO JEST FILOZOFIA? 1. 1.1 Refleksja wstępna K. JaSPERS na początku swego Wprowadzenia
skanuj0062 Pielęgniarstwo neurologiczne: UDAR KRWOTOCZNY - krwotok podpajęczynówkowy Polega na nagły
16368 skanuj0024 (55) Podstawowe rodzaje leasingu Leasing hłjjjjffiśredni polega na tym,-^ producent
22007 skanuj0143 (8) DEZYNFEKCJA - są to zabiegi fizyczne i chemiczne polegające na niszczeniu, tj.
skanuj0009 Planowanie żywienia obejmuje 3 etapy. I etap planowania polega na: ■ us
więcej podobnych podstron