245 (24)
12.2. BADANIA NIENISZCZĄCE ZŁĄCZY SPAWANYCH 245
12.2.5. Badania ultradźwiękowe (UT)
Fale ultradźwiękowe powstają wskutek drgań mechanicznych przetwornika (piezoelektrycznej płytki) po doprowadzeniu do jego powierzchni prądu o wielkiej częstotliwości (zwykle 0,5+5 MHz). Fale wprowadza się do badanego przedmiotu przez głowicę (sondę) i płyn, np. wodę, glicerynę, olej, które wywołują sprzężenie akustyczne. Urządzeniem przeznaczonym do badań UT jest defektoskop i jego zadaniem jest pobudzenie głowicy ultradźwiękowej oraz odbiór i zobrazowanie impulsów powracających do głowicy. Najczęściej stosuje się defektoskopy impulsowe analogowe lub impulsowe z przetwarzaniem cyfrowym. Jeżeli w badanym przedmiocie występują niejednorodności geometryczne (np. pęknięcia, przyklejenia, pęcherze, braki przetopu), to przy badaniu defektoskopem analogowym odbita część wiądci fal ultradźwiękowych -po powrocie do głowicy i ponownym przetworzeniu na sygnał elektryczny -powoduje powstanie impulsu świetlnego. Pojawia się on w postaci wykresu napięcie-czas na ekranie oscylografu katodowego aparatu ultradźwiękowego. Na podstawie odległości między impulsem echa niezgodności i impulsem początkowym ustala się położenie niezgodności. Jest to metoda echa, zwykle używana do badania złączy spawanych, w której wiązkę fal wprowadza się do badanego przedmiotu za pomocą głowic kątowych (częściej używanych) i głowic normalnych (prostych).
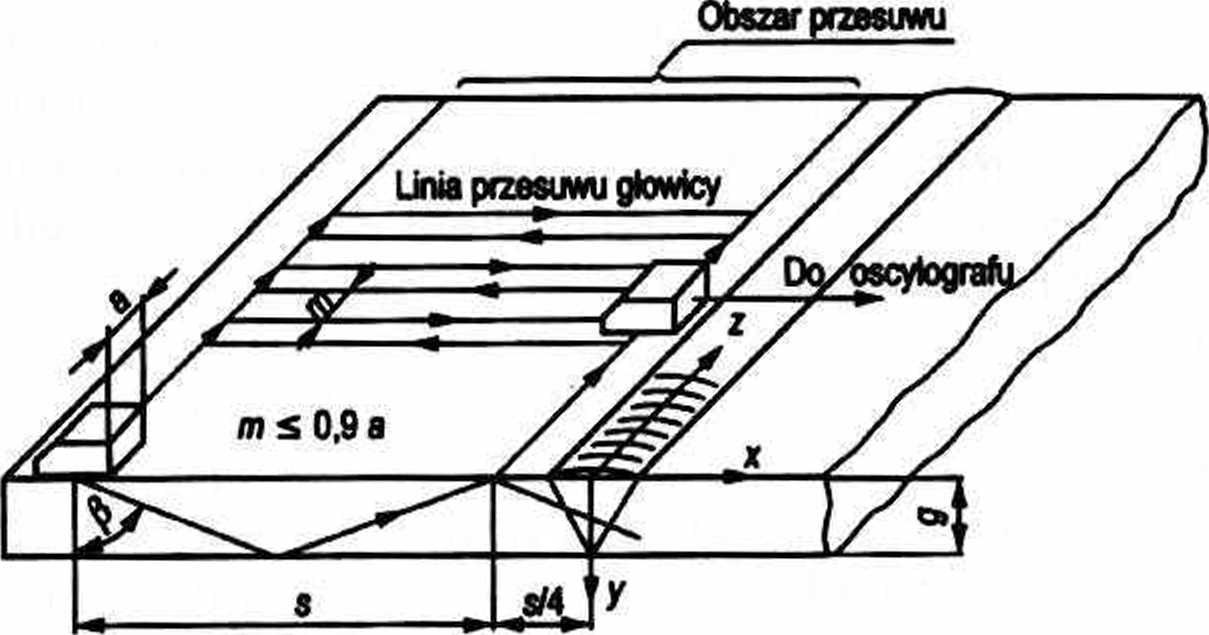
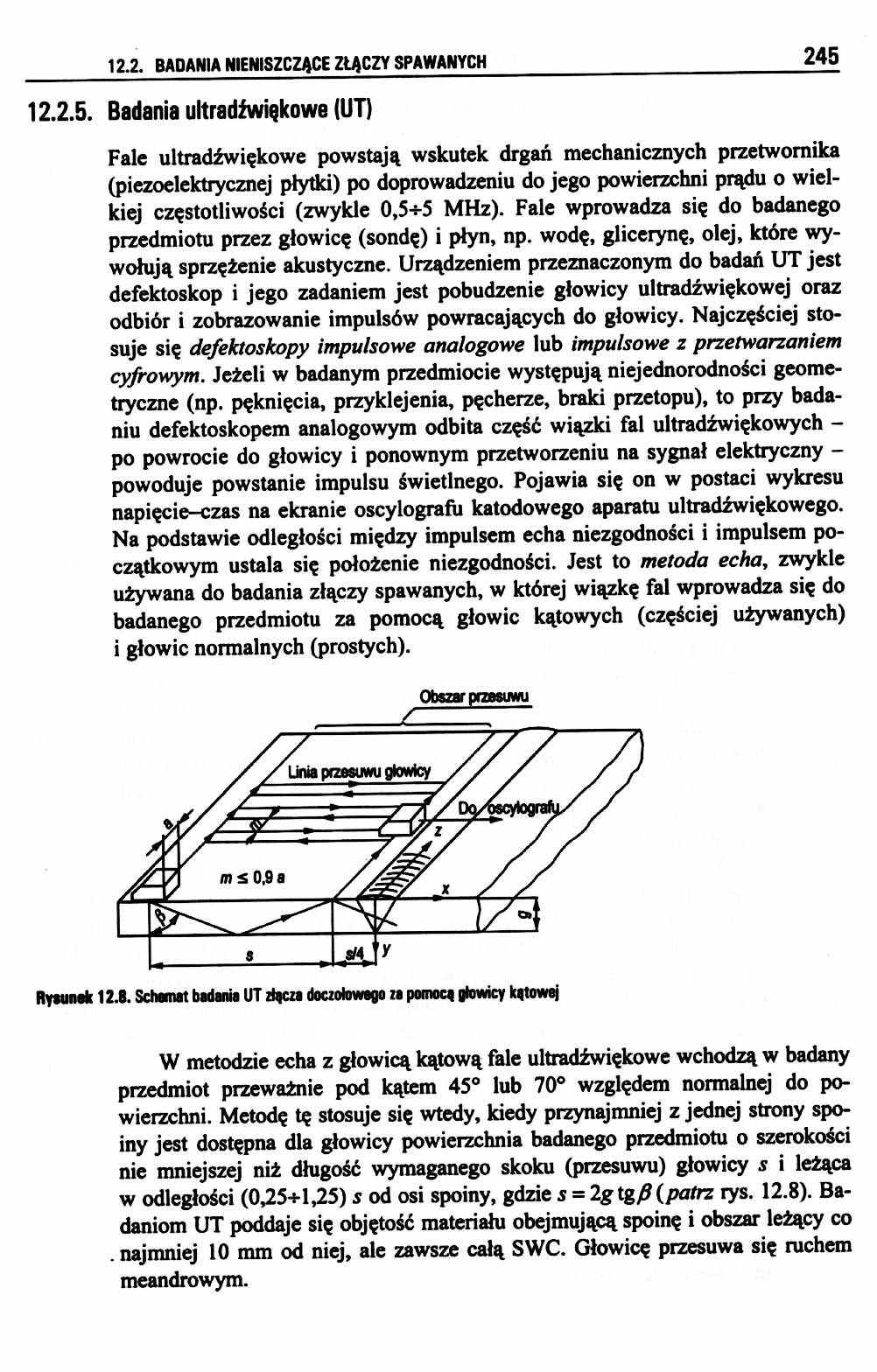
Rytuiwk 12.8. Sdwmat badania UT złgcza doczołowego za pomocą
W metodzie echa z głowicą kątową fale ultradźwiękowe wchodzą w badany przedmiot przeważnie pod kątem 45° lub 70° względem normalnej do powierzchni. Metodę tę stosuje się wtedy, kiedy przynajmniej z jednej strony spoiny jest dostępna dla głowicy powierzchnia badanego przedmiotu o szerokości nie mniejszej niż długość wymaganego skoku (przesuwu) głowicy s i leżąca w odległości (0,25+1,25) s od osi spoiny, gdzie s = 2g tgfi (patrz rys. 12.8). Badaniom UT poddaje się objętość materiału obejmującą spoinę i obszar leżący co . najmniej 10 mm od niej, ale zawsze całą SWC. Głowicę przesuwa się ruchem meandrowym.
Wyszukiwarka
Podobne podstrony:
239 (27) 12.2. BADANIA NIENISZCZĄCE ZŁĄCZY SPAWANYCH 239 kontroli złączy po spawaniu. Kontrola przed
241 (27) 12.2. BADANIA NIENISZCZĄCE ZŁĄCZY SPAWANYCH 241 Rysunek 12.4. Zasada badań magnetyczno-pros
243 (27) 12.2. BADANIA NIENISZCZĄCE ZŁĄCZY SPAWANYCH 12.2. BADANIA NIENISZCZĄCE ZŁĄCZY SPAWANYCH Rrt
247 (28) 12.2. BADANIA NIENISZCZĄCE ZŁĄCZY SPAWANYCH 247 12.2. BADANIA NIENISZCZĄCE ZŁĄCZY SPAWANYCH
249 (24) 12.3. BADANIA NISZCZĄCE ZŁĄCZY SPAWANYCH 249 Rodzaje niezgodności spawalniczych wykrywane z
Sylabus kursów UT 16/16 13. EN 1714:2007 Badania nieniszczące złączy spawanych - b
o Badania ultradźwiękowe ( UT ) - polegają na wprowadzeniu falmechanicznych do materiału i następnie
Stanowisko do badań ultradźwiękowych Badania ultradźwiękowe (UT) umożliwiają wykrywanie wad
251 (23) 12.3. BADANIA NISZCZĄCE ZŁĄCZY SPAWANYCH 251 — próba rozciągania stopiwa,
260 (22) 260 SKOROWIDZ 9, 12 kontrola jakości, definicja 233 korozja złączy spawanych 119-122 ---ero
skanuj0033 (24) 12 Współczynnik bezpieczeństwa na zerwanie łańcucha przy obciążeniu
IMG137 12. Badanie układów trójfazowych 12.1. ZAKRES Ć17ICZEBIA 12.1.1.
img137 12. Badanie układów trójfazowych 12.1. ZAKRES Ć17ICZEBIA 12.1.1.
więcej podobnych podstron