CCF20091019�003 (2)
142

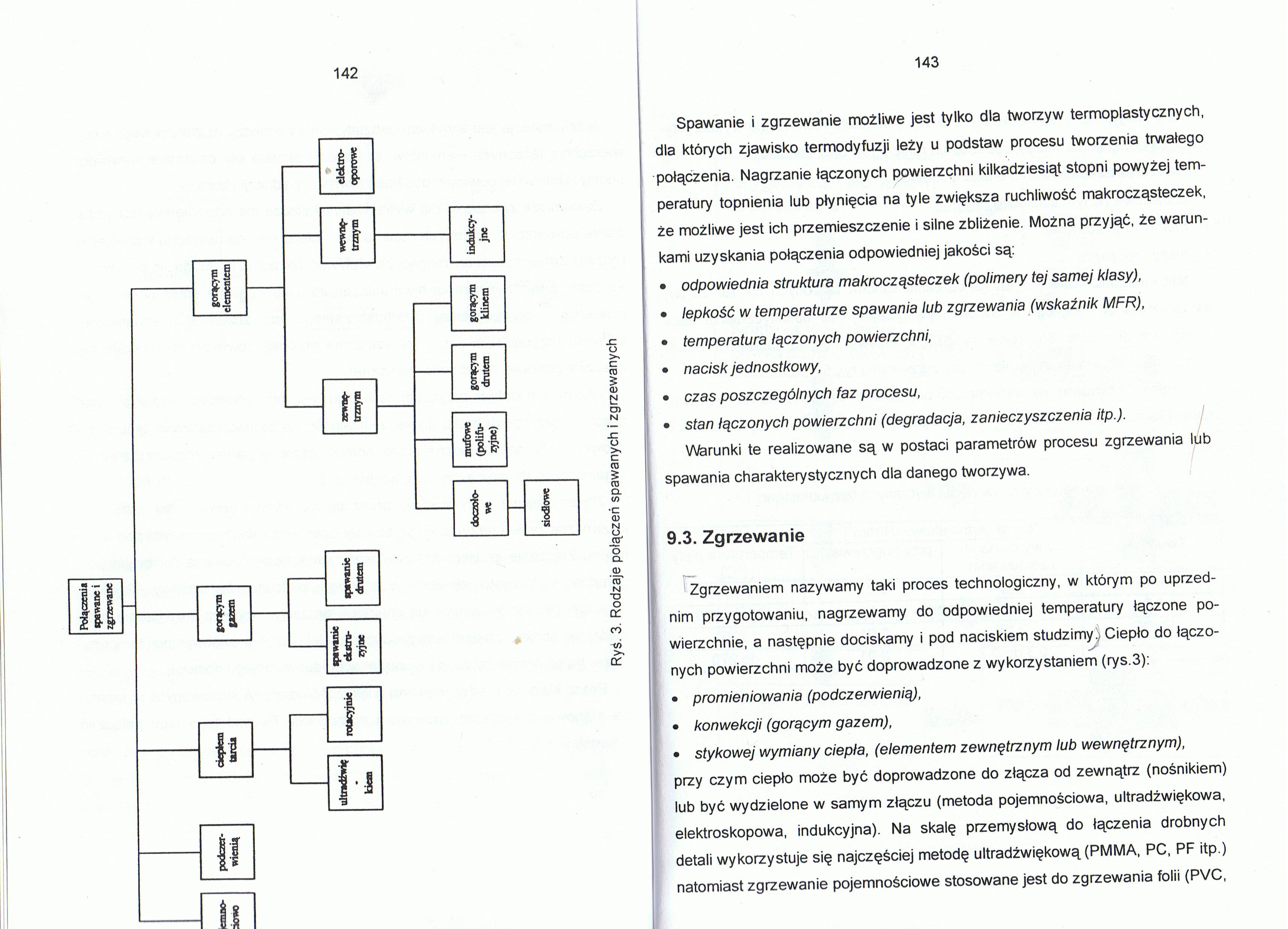
Ryś. 3. Rodzaje połączeń spawanych i zgrzewanych
Spawanie i zgrzewanie możliwe jest tylko dla tworzyw termoplastycznych, dla których zjawisko termodyfuzji leży u podstaw procesu tworzenia trwałego połączenia. Nagrzanie łączonych powierzchni kilkadziesiąt stopni powyżej temperatury topnienia lub płynięcia na tyle zwiększa ruchliwość makrocząsteczek, że możliwe jest ich przemieszczenie i silne zbliżenie. Można przyjąć, że warunkami uzyskania połączenia odpowiedniej jakości są:
• odpowiednia struktura makrocząsteczek (polimery tej samej klasy),
• lepkość w temperaturze spawania lub zgrzewania (wskaźnik MFR),
• temperatura łączonych powierzchni,
• nacisk jednostkowy,
• czas poszczególnych faz procesu,
• stan łączonych powierzchni (degradacja, zanieczyszczenia itp.).
Warunki te realizowane są w postaci parametrów procesu zgrzewania lub spawania charakterystycznych dla danego tworzywa.
9.3. Zgrzewanie
Zgrzewaniem nazywamy taki proces technologiczny, w którym po uprzednim przygotowaniu, nagrzewamy do odpowiedniej temperatury łączone powierzchnie, a następnie dociskamy i pod naciskiem studzimy. Ciepło do łączonych powierzchni może być doprowadzone z wykorzystaniem (rys.3):
• promieniowania (podczerwienią),
• konwekcji (gorącym gazem),
• stykowej wymiany ciepła, (elementem zewnętrznym lub wewnętrznym), przy czym ciepło może być doprowadzone do złącza od zewnątrz (nośnikiem) lub być wydzielone w samym złączu (metoda pojemnościowa, ultradźwiękowa, elektroskopowa, indukcyjna). Na skalę przemysłową do łączenia drobnych detali wykorzystuje się najczęściej metodę ultradźwiękową (PMMA, PC, PF itp.) natomiast zgrzewanie pojemnościowe stosowane jest do zgrzewania folii (PVC,
Wyszukiwarka
Podobne podstrony:
21016 P1090448 143 I spawania i zgrzewanie możliwe jest tylko dla tworzyw termoplastycznych, i £ Któ
CCF20091019�012 160 160 Rys. 12. Podstawowe rodzaje połączeń spawanych elementów z tworzyw sztucznyc
CCF20090512�013 Rys. 40 * Połączenie spawane kielichowe rur stalowych (Fuhs Rohr) Rys. 11- olączeni
P1090465 Rys. 12. Podstawowe rodzaje połączeń spawanych elementów z tworzyw sztucznych A—stykowe. B-
19. Rodzaje połączeń spawanych oraz spoin spawalniczych , spoiny robocze- szkice.
Połączenia spawane wykorzystuje się nie tylko w tworzeniu konstrukcji nietypowych, ale także w wykon
IMG00199 14. Obliczanie połączeń spawanych przyjmuje się takie, jak dla elementów łączonych, jak to
Rys. 6. JO. Połączenie czujników pełniących funkcje logiCzn prądu s/ałego. b) OR dla prądu stałego,
przedstawione na rys. 68a i b wskazują na niejednorodną strukturę danych. Możliwe jest wyróżnienie t
KONSTRUKCJE STALOWE STR075 75 75 Rys. 4.44. Modelowanie węzłów według normy [54] Możliwe jest modelo
img242 (10) 242 Rys. 257 stąd TO - r = TO Tłyzoaczsnle punktu S tym sposobem możliwe jest tylko przy
5 5 Możliwy jest tylko obrót wektora przepływu wirnika ©r w kierunku zgodnym z założonym na rys. 1.3
Rys. 9.2. - Model dźwigu elektrycznego - ciernego. Na stanowisku możliwa jest zmiana wartości kąta o
Rys. 1. Interakcja zmiennych A i B z Eksperymentu X. F(l,12)=65,7; p<0,001. Możliwy jest też taki
więcej podobnych podstron