CCF20091019�012
160
160

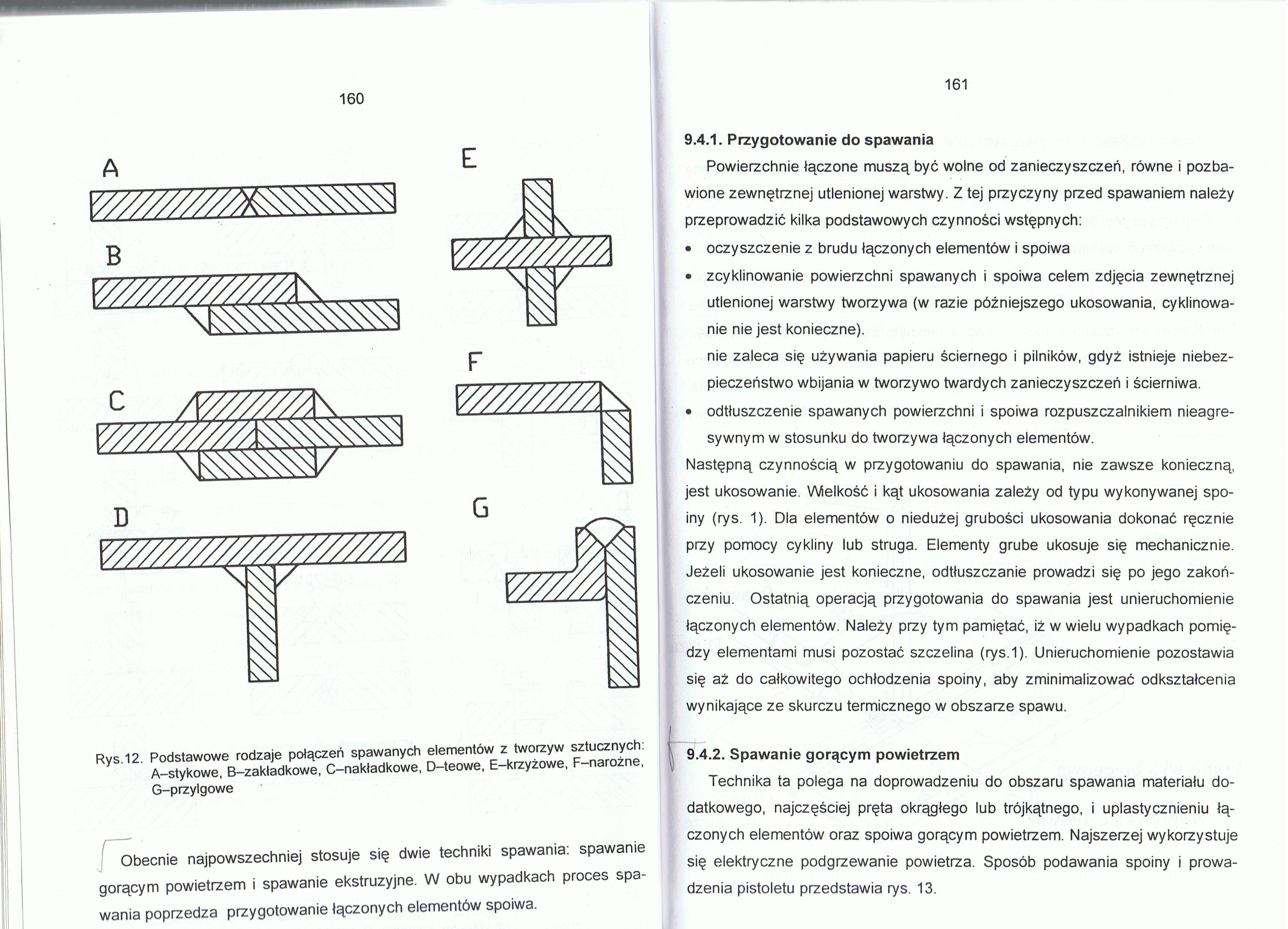
Rys. 12. Podstawowe rodzaje połączeń spawanych elementów z tworzyw sztucznych: A-stykowe, B-zakładkowe, C-nakładkowe, D-teowe, E-krzyżowe, F-narożne, G-przylgowe
Obecnie najpowszechniej stosuje się dwie techniki spawania: spawanie gorącym powietrzem i spawanie ekstruzyjne. W obu wypadkach proces spawania poprzedza przygotowanie łączonych elementów spoiwa.
9.4.1. Przygotowanie do spawania
Powierzchnie łączone muszą być wolne od zanieczyszczeń, równe i pozbawione zewnętrznej utlenionej warstwy. Z tej przyczyny przed spawaniem należy przeprowadzić kilka podstawowych czynności wstępnych:
• oczyszczenie z brudu łączonych elementów i spoiwa
• zcyklinowanie powierzchni spawanych i spoiwa celem zdjęcia zewnętrznej utlenionej warstwy tworzywa (w razie późniejszego ukosowania, cyklinowa-nie nie jest konieczne).
nie zaleca się używania papieru ściernego i pilników, gdyż istnieje niebezpieczeństwo wbijania w tworzywo twardych zanieczyszczeń i ścierniwa.
• odtłuszczenie spawanych powierzchni i spoiwa rozpuszczalnikiem nieagresywnym w stosunku do tworzywa łączonych elementów.
Następną czynnością w przygotowaniu do spawania, nie zawsze konieczną, jest ukosowanie. Wielkość i kąt ukosowania zależy od typu wykonywanej spoiny (rys. 1). Dla elementów o niedużej grubości ukosowania dokonać ręcznie przy pomocy cykliny lub struga. Elementy grube ukosuje się mechanicznie. Jeżeli ukosowanie jest konieczne, odtłuszczanie prowadzi się po jego zakończeniu. Ostatnią operacją przygotowania do spawania jest unieruchomienie łączonych elementów. Należy przy tym pamiętać, iż w wielu wypadkach pomiędzy elementami musi pozostać szczelina (rys.1). Unieruchomienie pozostawia się aż do całkowitego ochłodzenia spoiny, aby zminimalizować odkształcenia wynikające ze skurczu termicznego w obszarze spawu.
9.4.2. Spawanie gorącym powietrzem
Technika ta polega na doprowadzeniu do obszaru spawania materiału dodatkowego, najczęściej pręta okrągłego lub trójkątnego, i uplastycznieniu łączonych elementów oraz spoiwa gorącym powietrzem. Najszerzej wykorzystuje się elektryczne podgrzewanie powietrza. Sposób podawania spoiny i prowadzenia pistoletu przedstawia rys. 13.
Wyszukiwarka
Podobne podstrony:
P1090465 Rys. 12. Podstawowe rodzaje połączeń spawanych elementów z tworzyw sztucznych A—stykowe. B-
Wtryskiwanie tworzywa do formy Rys. 27.4. Schemat wtryskarki do wyrobu elementów z tworzyw sztucznyc
CCF20091019�003 (2) 142 Ryś. 3. Rodzaje połączeń spawanych i zgrzewanych Spawanie i zgrzewanie możli
Rodzaje połączeń 9Jako podstawowe rodzaje połączeń można wskazać na inkorporację oraz fuzję. To
CCF20091019�016 168 Tablica 4 Podstawowe wady połączeń spawanych gorącym powietrzem Wada Opis I
87 (147) 178 178 Rys. 9.12. łączenie ar- Połączenia na rąbki. Rąbki wykonuje Bię brzegu arkusza przy
Kolendowicz 8 w belce wolno podpartej (rys. 12-2a) i nie połączonej ze słupami występują na skutek o
3tom081 2. WYTWARZANIE ENERGII ELEKTRYCZNEJ 164 Rys. 2.78. Podstawowe rodzaje układów cieplnych elek
Pict0028 (6) Podstawy Rys. 12. Podstawowe różnice między modelami ARZ-1 oraz ARZ-2 i ARZ-3 Oznaczeni
pkm osinski�64 j Polącrcnia elementów maszyn Rys 2.36: Zaudnkze rodzaje połączeń śrubowych: u), b),
62121 t1 (9) 1. Podstawowe rodzaje połączeń tarciowych Połączenia tarciowe: • bezp
Strona 122 Układ kierowniczy Rys. 3.12. Przekładnia kierownicza bez wspomagania A — elementy odrębne
Rodzaje połączeń między elementami prefabrykowanymi Wśród złączy między elementami
Spodkiem dno i (rys. 12.3) nazywa się tangens kąta a, jaki tworzy styczna do dna kanału z ujemnym ki
19. Rodzaje połączeń spawanych oraz spoin spawalniczych , spoiny robocze- szkice.
więcej podobnych podstron