CCF20091019�014
164
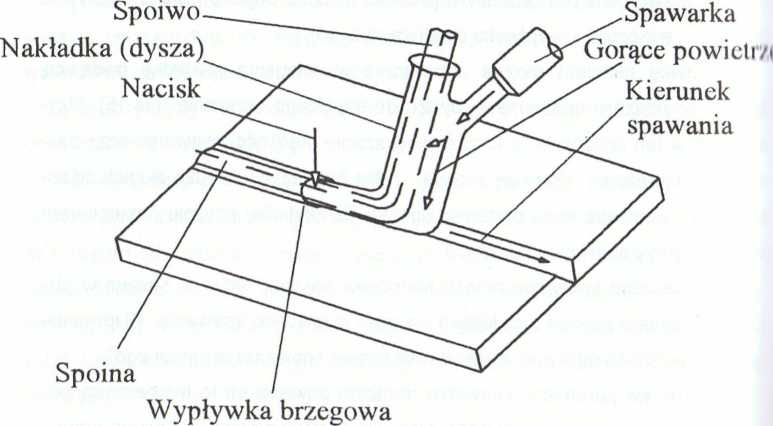
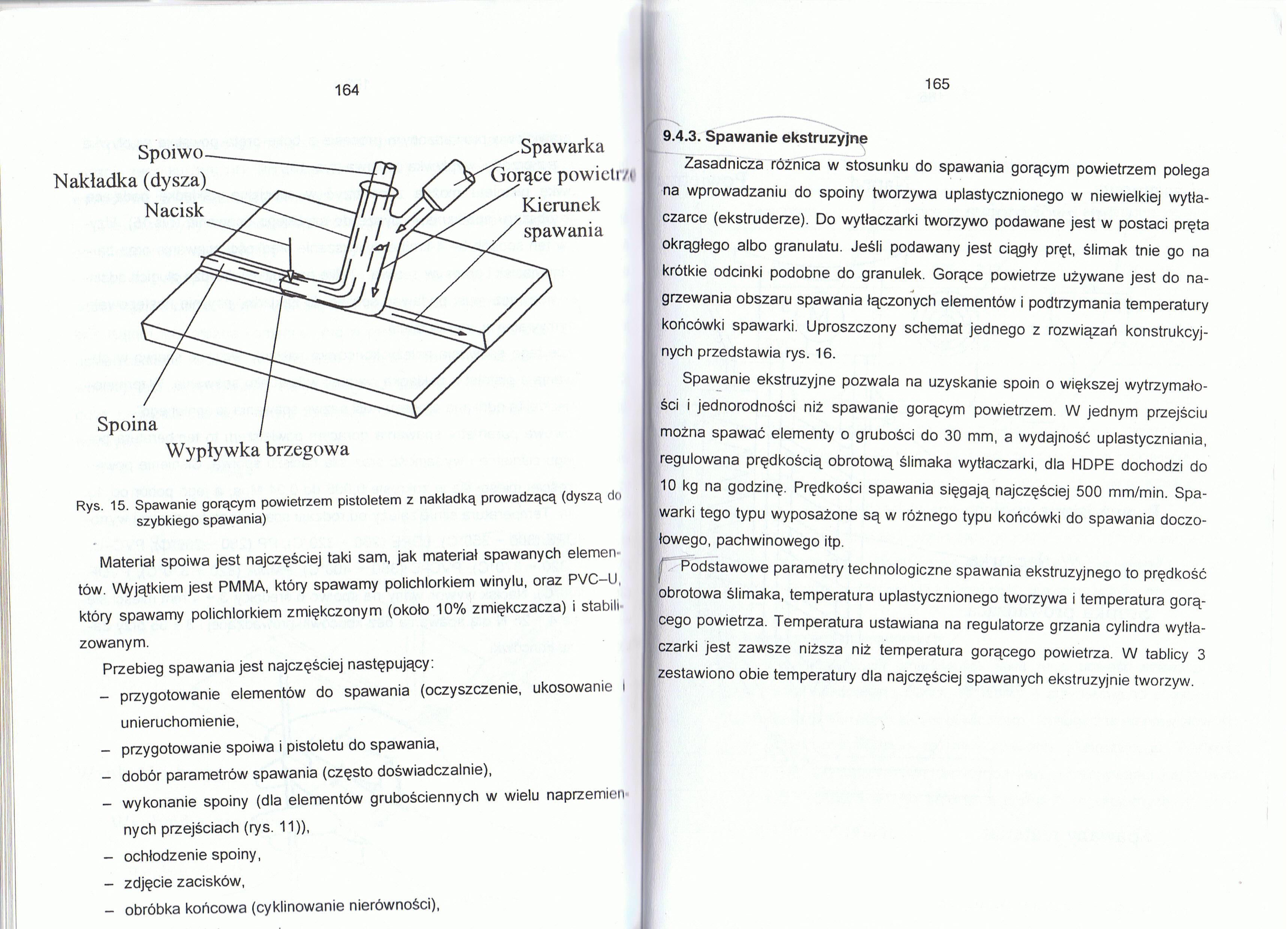
Rys. 15. Spawanie gorącym powietrzem pistoletem z nakładką prowadzącą (dyszą do szybkiego spawania)
Materiał spoiwa jest najczęściej taki sam, jak materiał spawanych elemen tów. V\fyjątkiem jest PMMA, który spawamy polichlorkiem winylu, oraz PVC-U, który spawamy polichlorkiem zmiękczonym (około 10% zmiękczacza) i stabilizowanym.
Przebieg spawania jest najczęściej następujący:
- przygotowanie elementów do spawania (oczyszczenie, ukosowanie i unieruchomienie,
- przygotowanie spoiwa i pistoletu do spawania,
- dobór parametrów spawania (często doświadczalnie),
- wykonanie spoiny (dla elementów grubościennych w wielu naprzemien nych przejściach (rys. 11)),
- ochłodzenie spoiny,
- zdjęcie zacisków,
- obróbka końcowa (cyklinowanie nierówności),
9.4.3. Spawanie ekstruzyjne
Zasadnicza różnica w stosunku do spawania gorącym powietrzem polega na wprowadzaniu do spoiny tworzywa uplastycznionego w niewielkiej wytłaczarce (ekstruderze). Do wytłaczarki tworzywo podawane jest w postaci pręta okrągłego albo granulatu. Jeśli podawany jest ciągły pręt, ślimak tnie go na krótkie odcinki podobne do granulek. Gorące powietrze używane jest do nagrzewania obszaru spawania łączonych elementów i podtrzymania temperatury końcówki spawarki. Uproszczony schemat jednego z rozwiązań konstrukcyjnych przedstawia rys. 16.
Spawanie ekstruzyjne pozwala na uzyskanie spoin o większej wytrzymałości i jednorodności niż spawanie gorącym powietrzem. W jednym przejściu można spawać elementy o grubości do 30 mm, a wydajność uplastyczniania, regulowana prędkością obrotową ślimaka wytłaczarki, dla HDPE dochodzi do 10 kg na godzinę. Prędkości spawania sięgają najczęściej 500 mm/min. Spawarki tego typu wyposażone są w różnego typu końcówki do spawania doczołowego, pachwinowego itp.
Podstawowe parametry technologiczne spawania ekstruzyjnego to prędkość obrotowa ślimaka, temperatura uplastycznionego tworzywa i temperatura gorącego powietrza. Temperatura ustawiana na regulatorze grzania cylindra wytłaczarki jest zawsze niższa niż temperatura gorącego powietrza. W tablicy 3 zestawiono obie temperatury dla najczęściej spawanych ekstruzyjnie tworzyw.
Wyszukiwarka
Podobne podstrony:
61247 P1090469 Wypływka brzegowa Rys. 15. Spawanie gorącym powietrzem pistoletem z nakładką prowadzą
CCF20091019�016 168 Tablica 4 Podstawowe wady połączeń spawanych gorącym powietrzem Wada Opis I
45454 P1090470 g.4,3. Spawanie ekstruzyjne Zasadnicza różnica w stosunku do spawania gorącym powietr
choroszy23 323 m ś— gości obrabianej powierzchni (rys. 15.76d). Posuw poprzeczny wynosi tu od 0,05 d
choroszy35 335 „ 1 Rys. 15.90. Schemat wykonania baz obróbkowych na szlifierce do
23410 SNC03644 ki lis i deformującej się masie powietrza. Proces ten prowadzi często do powstania in
P1090485 Rys. I Schemat konstrukcji zespołu gazowego i powietrznego pistoletu WW-1; 1 -końcówka, 2 -
43296 s gli? strefy podciśnienia, w której powstają silne ruchy turbulentne mas powietrza (rys. 15.4
CCF20091019�003 (2) 142 Ryś. 3. Rodzaje połączeń spawanych i zgrzewanych Spawanie i zgrzewanie możli
CCF20091019�015 166 Rys. 16. Schemat spawarki ekstruzyjnej Tablica 3 Temperatury spawania
DSCN0624 Rys. 7.15. Korpus odlewany Rys. 7.16. Korpus spawany 7.4. Kształtowanie k
więcej podobnych podstron