choroszy35

335
|
„ 1 | ||

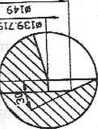
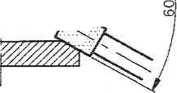
Rys. 15.90. Schemat wykonania baz obróbkowych na szlifierce do otworów; a) w końcówce tylnej, b) w końcówce przedniej

i 2
> »■ : ; i i

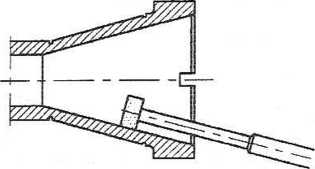
18. Szlifowanie wykańczające gniazda stożkowego i powierzchni czołowej końcówki przedniej na szlifierce do otworów. Dobrze byłoby obróbką tą przeprowadzić na dwuw-rzecionowej szlifierce do otworów ustawiając przedmiot obrabiany na czopach łożyskowych w przyrządzie (rys. 15.92). Dzięki temu jest możliwe usunięcie wpływu niedokładności obrotu wrzeciona szlifierki na dokładność obrotu obrabianego przedmiotu.
19. Kontrola ostateczna. Wyniki jej, zebrane w tzw. karcie dokładności (rys. 15.93), zawierają najważniejsze dane o dokładności wykonania wrzeciona.
W stosunku do przedstawionego procesu technologicznego w produkcji wielkose-ryjnej lub masowej tego samego wrzeciona wystąpią istotne różnice. Do najważniej-
Wyszukiwarka
Podobne podstrony:
choroszy15 315 a b Rys. 15.66. Schemat walcowania gwintu: a) szczękami płaskimi, b) dwoma walcami a
Rys. 15. Przykładowy schemat instalacji elektrycznej w mieszkaniu budynku wielorodzinnego z zastosow
Część 1 15. ZADANIA POWTÓRKA 36 ( 3 [m] ✓1 M„[- Rys. 15.55. Wykres
58424 Obraz (2543) I I
547 2 15.2. BIOMASA Woda zasilającab) Para, Woda zasilająca Rys. 15.5. Uproszczone schematy realizac
Na rys. 4.13 i 4.14 pokazano przykład rzeczywistego jarzma, a na rys. 4.15 pokazano schemat filarów
Obraz (2543) I I
badanie!6 ■?20> Rys. 15-3. Uproszczony schemat elektryczny urządzenia do laboratoryjnych badań la
choroszy)5 295 295 Rys. 15.30. Kopiowanie powierzchni stożkowych i prostopadłych odsadzeń ze stałym
choroszy08 308 308 Rys. 15.54. Zasada walcowania wielowypustu na walcarkach planetarnych wyciska wał
choroszy20 320 320 Rys. 15.73. Wiercenie długich otworów systemem BTA: 1 —przedmiot obrabiany, 2 - n
choroszy23 323 m ś— gości obrabianej powierzchni (rys. 15.76d). Posuw poprzeczny wynosi tu od 0,05 d
choroszy25 325 325 Rys. 15.80. Nieprawidłowe usytuowanie przedmiotu szlifowanego bezkłowo: 1 - ścier
choroszy86 386 386 Rys. 17.13. Schemat tokarki specjalnej do obróbki czopów korbowych wału wykorbion
choroszyE6 456 456 Rys. 21.12. Schemat operacji dogniatania uzębień kół zębatych: 1 - koło obrabiane
choroszyI7 497 497 Rys. 22.23. Schemat połączenia wtłaczanego: 1 - część obejmowana, 2 - część obejm
65 (149) eter etylowy : eter naftowy : chloroform : kwas octowy = 15 : 90 : 6 : 3 v/v Gdy rozpuszcza
więcej podobnych podstron