choroszy25

325
325
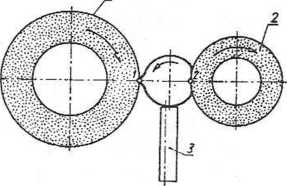
Rys. 15.80. Nieprawidłowe usytuowanie przedmiotu szlifowanego bezkłowo:
1 - ściernica, 2 tarcza prowadząca,
3 — prowadnica
miast środek przedmiotu zostanie umieszczony powyżej prostej łączącej środek ściernicy i tarczy prowadzącej oraz gdy zastosuje się nie poziomą, ale skośną prowadnicę (15.79), to możliwy występ spowoduje przesunięcie przedmiotu w kierunku bliskim stycznego do ściernicy, co nie pogarsza kształtu wałka. Aby zapobiec odrywaniu od listwy prowadzącej na skutek małej masy lub krzywizny prętów, przedmioty bardzo małe i lekkie trzeba umieszczać poniżej osi tarczy. Zapewnia się im w ten sposób docisk do prowadnicy.
Szlifowanie bezkłowe z posuwem wzdłużnym można stosować do obróbki przedmiotów o powierzchniach walca kołowego bez kołnierzy lub występów. Jeżeli kształt przedmiotu uniemożliwia zastosowanie posuwu wzdłużnego, to szlifowanie bezkłowe odbywa się z posuwem poprzecznym (rys. 15.81). Przebieg obróbki jest wówczas następujący. Po dosunięciu tarczy prowadzącej kładzie się przedmiot na podtrzymcc, a następnie dociska tarczą prowadzącą do ściernicy. Przedmiot obrabiany jest zwykle lekko dociskany do zderzaka. Aby nie wywierać zbyt dużych sił na zderzak, stosuje się mały, bo od 0,5° do 1°, kąt pochylenia tarczy prowadzącej. Po odsunięciu tarczy prowadzącej wyrzutnik odrzuca przedmiot.
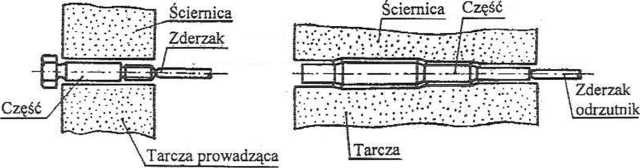
Rys. 15.81. Schemat szlifowania bezkłowego z posuwem poprzecznym
Szlifowanie bezkłowe w porównaniu ze szlifowaniem w kłach ma wiele cech dodatnich. Oto najważniejsze z nich:
a) bardzo duża wydajność ze względu na dużą sztywność układu OUPN, co umożliwia stosowanie większych posuwów i głębokości skrawania niż przy obróbce w kłach; możliwość szlifowania ciągłego przy posuwie osiowym, dzięki czemu czas pomocniczy jest bardzo mały,
b) prosta konstrukcja obrabiarek,
c) łatwa obsługa obrabiarek,
Wyszukiwarka
Podobne podstrony:
choroszy(2 i 282 Rys. 15.7. Przecinarki tarczowe: a - pozioma, b - pionowa, c - wahliwa, d - ze skrę
choroszy)5 295 295 Rys. 15.30. Kopiowanie powierzchni stożkowych i prostopadłych odsadzeń ze stałym
choroszy08 308 308 Rys. 15.54. Zasada walcowania wielowypustu na walcarkach planetarnych wyciska wał
choroszy20 320 320 Rys. 15.73. Wiercenie długich otworów systemem BTA: 1 —przedmiot obrabiany, 2 - n
choroszy27 327 Rys. 15.83. Przykłady obróbkowe wgłębnego szlifowania skośnego profilowego i kształto
choroszy35 335 „ 1 Rys. 15.90. Schemat wykonania baz obróbkowych na szlifierce do
Rys. 15. Przełom zmęczeniowy ramienia korbowodu - widoczna strefa muszlo-wa zajmująca ok. 80% powier
choroszy(9 289 b Rys. 15.19. Sposoby oznaczenia położenia nakiełka: a - za pomocą cyrkla, b - z
choroszy00 300 Rys. 15.36. Toczenie obwiedniowe powierzchni: a - obrotowych, b - śrubowych15.5.2. TO
choroszy01 301 Rys. 15.37. Toczenie powierzchni stożkowej przy przestawieniu konika: a - przedmiot u
choroszy02 Rys. 15.40. Urządzenie do kopiowego toczenia stożków na rewolwerówce z głowicą o osi
choroszy06 306 Rys. 15.49. Wykonanie podciąć: a - frezem kształtowym, b - zespołem frezów kątowych w
choroszy10 310 Rys. 15.56. Głowice gwinciarskie: a-z nożami promieniowymi, b - z nożami stycznymi, c
choroszy14 Rys. 15.64. Szlifowanie gwintów: a - wzdłużne ściernicą o pojedynczym profilu, b - wzdłuż
choroszy15 315 a b Rys. 15.66. Schemat walcowania gwintu: a) szczękami płaskimi, b) dwoma walcami a
choroszy17 317 ........ Wiertło działowe (rys. 15.69) ma w części roboczej kształt lekko zbieżnego s
choroszy21 321O: Rys. 15.74. Obieg cieczy smaruj ąco-chłodzącej podczas wiercenia cżektorowego: 1 -
choroszy23 323 m ś— gości obrabianej powierzchni (rys. 15.76d). Posuw poprzeczny wynosi tu od 0,05 d
choroszy29 329 Rys. 15.85. Nagniatanie walka: a - rolką., b - kulką; n - prędkość obwodowa przedmiot
więcej podobnych podstron