choroszy10
310
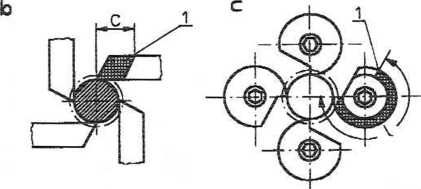
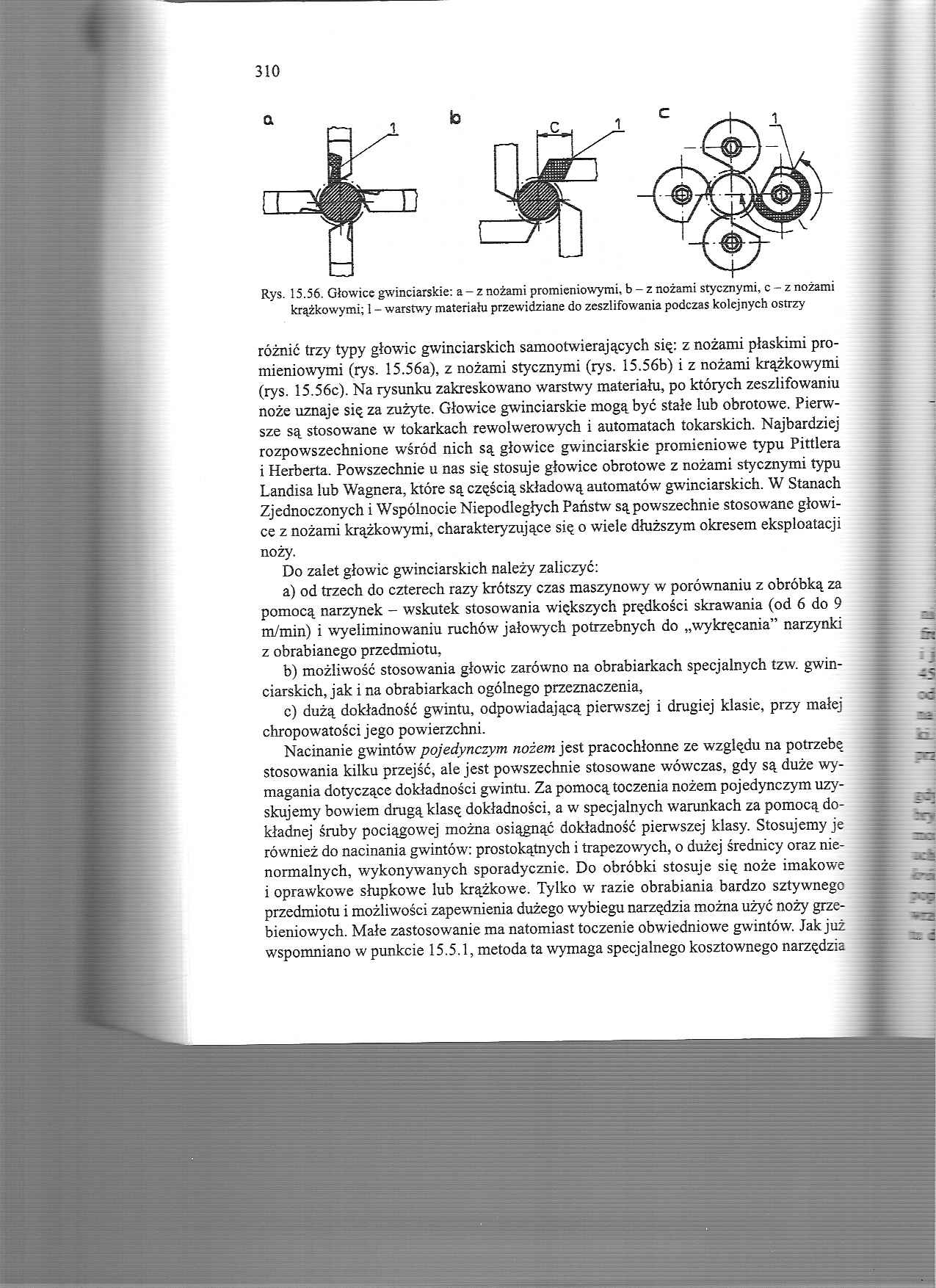
Rys. 15.56. Głowice gwinciarskie: a-z nożami promieniowymi, b - z nożami stycznymi, c - z nożami krążkowymi; 1 - warstwy materiału przewidziane do zeszlifowania podczas kolejnych ostrzy
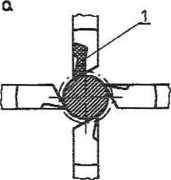
różnić trzy typy głowic gwinciarskich samootwierających się: z nożami płaskimi promieniowymi (rys. 15.56a), z nożami stycznymi (rys. 15.56b) i z nożami krążkowymi (rys. 15.56c). Na rysunku zakreskowano warstwy materiału, po których zeszlifowaniu noże uznaje się za zużyte. Głowice gwinciarskie mogą być stałe lub obrotowe. Pierwsze są stosowane w tokarkach rewolwerowych i automatach tokarskich. Najbardziej rozpowszechnione wśród nich są głowice gwinciarskie promieniowe typu Pittlera i Herberta. Powszechnie u nas się stosuje głowice obrotowe z nożami stycznymi typu Landisa lub Wagnera, które są częścią składową automatów gwinciarskich. W Stanach Zjednoczonych i Wspólnocie Niepodległych Państw są powszechnie stosowane głowice z nożami krążkowymi, charakteryzujące się o wiele dłuższym okresem eksploatacji noży.
Do zalet głowic gwinciarskich należy zaliczyć:
a) od trzech do czterech razy krótszy czas maszynowy w porównaniu z obróbką za pomocą narzynek - wskutek stosowania większych prędkości skrawania (od 6 do 9 m/min) i wyeliminowaniu ruchów jałowych potrzebnych do „wykręcania” narzynki z obrabianego przedmiotu,
b) możliwość stosowania głowic zarówno na obrabiarkach specjalnych tzw. gwinciarskich, jak i na obrabiarkach ogólnego przeznaczenia,
c) dużą dokładność gwintu, odpowiadającą pierwszej i drugiej klasie, przy małej chropowatości jego powierzchni.
Nacinanie gwintów pojedynczym nożem jest pracochłonne ze względu na potrzebę stosowania kilku przejść, ale jest powszechnie stosowane wówczas, gdy są duże wymagania dotyczące dokładności gwintu. Za pomocą toczenia nożem pojedynczym uzyskujemy bowiem drugą klasę dokładności, a w specjalnych warunkach za pomocą dokładnej śruby pociągowej można osiągnąć dokładność pierwszej klasy. Stosujemy je również do nacinania gwintów: prostokątnych i trapezowych, o dużej średnicy oraz nienormalnych, wykonywanych sporadycznie. Do obróbki stosuje się noże imakowe i oprawkowe słupkowe lub krążkowe. Tylko w razie obrabiania bardzo sztywnego przedmiotu i możliwości zapewnienia dużego wybiegu narzędzia można użyć noży grzebieniowych. Małe zastosowanie ma natomiast toczenie obwiedniowe gwintów. Jak już wspomniano w punkcie 15.5.1, metoda ta wymaga specjalnego kosztownego narzędzia
Wyszukiwarka
Podobne podstrony:
choroszy(2 i 282 Rys. 15.7. Przecinarki tarczowe: a - pozioma, b - pionowa, c - wahliwa, d - ze skrę
choroszy(9 289 b Rys. 15.19. Sposoby oznaczenia położenia nakiełka: a - za pomocą cyrkla, b - z
choroszy00 300 Rys. 15.36. Toczenie obwiedniowe powierzchni: a - obrotowych, b - śrubowych15.5.2. TO
choroszy01 301 Rys. 15.37. Toczenie powierzchni stożkowej przy przestawieniu konika: a - przedmiot u
choroszy06 306 Rys. 15.49. Wykonanie podciąć: a - frezem kształtowym, b - zespołem frezów kątowych w
choroszy15 315 a b Rys. 15.66. Schemat walcowania gwintu: a) szczękami płaskimi, b) dwoma walcami a
choroszy21 321O: Rys. 15.74. Obieg cieczy smaruj ąco-chłodzącej podczas wiercenia cżektorowego: 1 -
choroszy27 327 Rys. 15.83. Przykłady obróbkowe wgłębnego szlifowania skośnego profilowego i kształto
choroszy29 329 Rys. 15.85. Nagniatanie walka: a - rolką., b - kulką; n - prędkość obwodowa przedmiot
choroszy37 337 Rys. 15.92. Szlifowanie otworu stożkowego w końcówce przedniej wrzeciona, 1 - pierści
choroszy38 338 Rys. 15.93. Przykład karty dokładności wrzeciona, zaczerpnięto z [45]
choroszy90 390 Rys. 17.19. Głowice frezowe do obróbki czopów wałów korbowych uzbrojenie na zewnętrzn
2tom049 3. APARATY ELEKTRYCZNE 100 Rys. 3.15. Przykładowa zależność od czasu temperatury miejsc styc
choroszy02 Rys. 15.40. Urządzenie do kopiowego toczenia stożków na rewolwerówce z głowicą o osi
choroszy!3 213 3 6 10 15 20 25 30 34 Vc [n/ninl Rys. 7.7. W
choroszy)5 295 295 Rys. 15.30. Kopiowanie powierzchni stożkowych i prostopadłych odsadzeń ze stałym
choroszy08 308 308 Rys. 15.54. Zasada walcowania wielowypustu na walcarkach planetarnych wyciska wał
choroszy14 Rys. 15.64. Szlifowanie gwintów: a - wzdłużne ściernicą o pojedynczym profilu, b - wzdłuż
choroszy17 317 ........ Wiertło działowe (rys. 15.69) ma w części roboczej kształt lekko zbieżnego s
więcej podobnych podstron