choroszy13
narzędzia w miejscu skrawania, i wtedy mamy do czynienia z frezowaniem współbieżnym. W rozwiązaniach konstrukcyjnych głowic stosuje się często noże z płytkami z węglików spiekanych. Jest możliwe wówczas osiągnięcie wysokich prędkości skrawania zawartych w przedziale od 100 do 400 m/min.
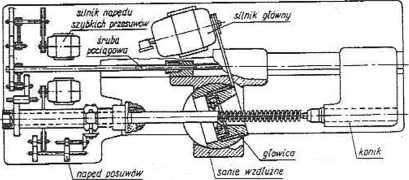
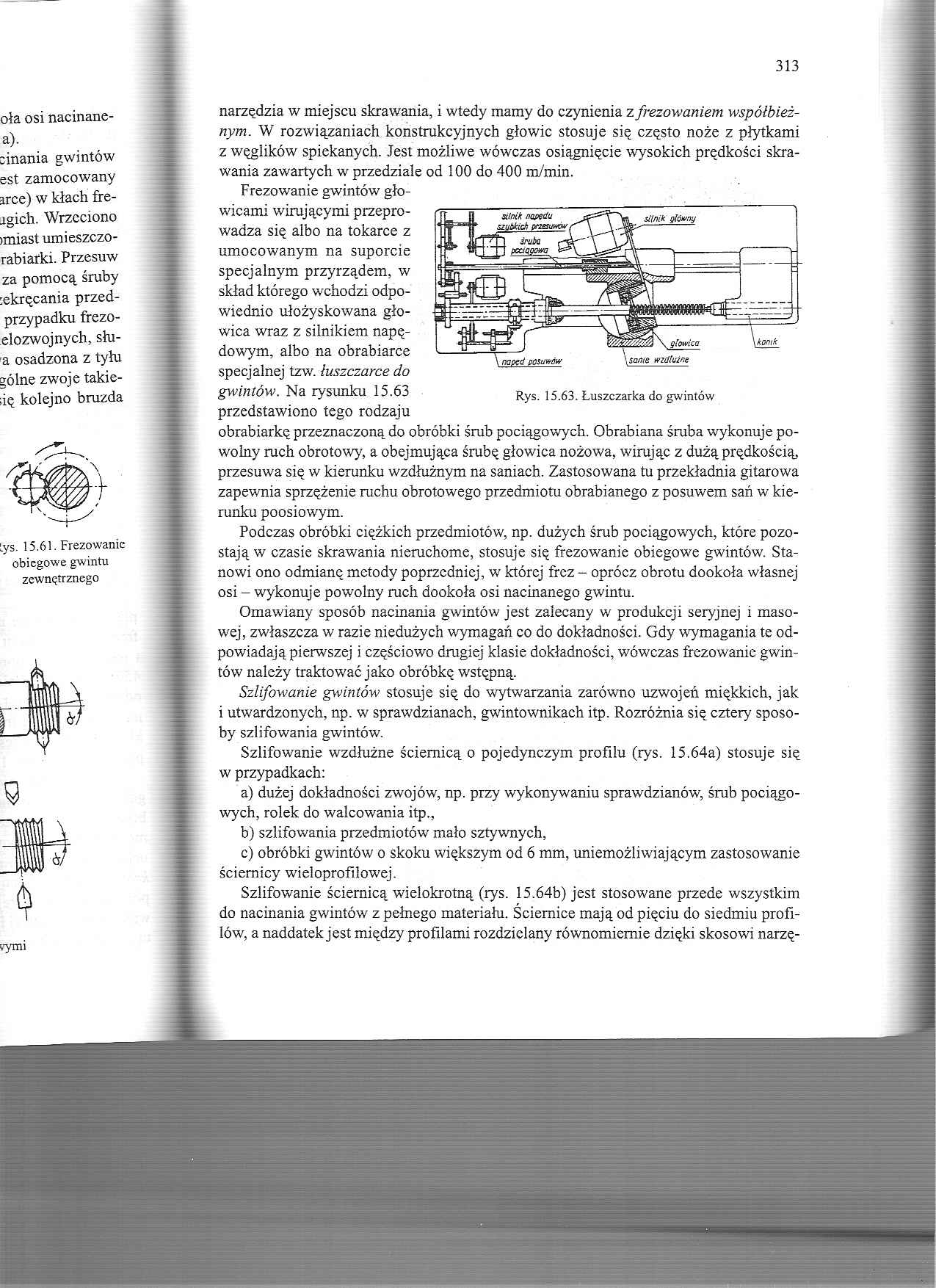
Rys. 15.63. Łuszczarka do gwintów
Frezowanie gwintów głowicami wirującymi przeprowadza się albo na tokarce z umocowanym na suporcie specjalnym przyrządem, w skład którego wchodzi odpowiednio ułożyskowana głowica wraz z silnikiem napędowym, albo na obrabiarce specjalnej tzw. łuszczarce do gwintów. Na rysunku 15.63 przedstawiono tego rodzaju obrabiarkę przeznaczoną do obróbki śrub pociągowych. Obrabiana śruba wykonuje powolny ruch obrotowy, a obejmująca śrubę głowica nożowa, wirując z dużą prędkością, przesuwa się w kierunku wzdłużnym na saniach. Zastosowana tu przekładnia gitarowa zapewnia sprzężenie ruchu obrotowego przedmiotu obrabianego z posuwem sań wr kierunku poosiowym.
Podczas obróbki ciężkich przedmiotów, np. dużych śrub pociągowych, które pozostają w czasie skrawania nieruchome, stosuje się frezowanie obiegowe gwintów. Stanowi ono odmianę metody poprzedniej, w której frez - oprócz obrotu dookoła własnej osi - wykonuje powolny ruch dookoła osi nacinanego gwintu.
Omawiany sposób nacinania gwintów jest zalecany w produkcji seryjnej i masowej, zwłaszcza w razie niedużych wymagań co do dokładności. Gdy wymagania te odpowiadają pierwszej i częściowo drugiej klasie dokładności, wówczas frezowanie gwintów należy traktować jako obróbkę wstępną.
Szlifowanie gwintów stosuje się do wytwarzania zarówno uzwojeń miękkich, jak i utwardzonych, np. w sprawdzianach, gwintownikach itp. Rozróżnia się cztery sposoby szlifowania gwintów.
Szlifowanie wzdłużne ściernicą o pojedynczym profilu (rys. 15.64a) stosuje się w przypadkach:
a) dużej dokładności zwojów, np. przy wykonywaniu sprawdzianów, śrub pociągowych, rolek do walcowania itp.,
b) szlifowania przedmiotów mało sztywnych,
c) obróbki gwintów o skoku większym od 6 mm, uniemożliwiającym zastosowanie ściernicy wieloprofilow'ej.
Szlifowanie ściernicą wielokrotną (rys. 15.64b) jest stosowane przede wszystkim do nacinania gwintów z pełnego materiału. Ściernice mają od pięciu do siedmiu profilów, a naddatek jest między profilami rozdzielany równomiernie dzięki skosowi narzę-
Wyszukiwarka
Podobne podstrony:
to mamy do czynienia z tłumieniem krytycznym. Rozwiązanie w tym przypadku wygląda
71384 skanuj0270 279 14.2.1. Płace i zatrudnienie w warunkach monopsonu 279 Mouopson nu miejsce wted
skanuj0012 Z bezpłodnością mamy do czynienia wtedy, gdy kobieta nie zachodzi w ciążę: mimo regularne
skanuj0012 Z bezpłodnością mamy do czynienia wtedy, gdy kobieta nie zachodzi w ciążę: mimo regularne
skanuj0023 > do nauki o paristy/śe i prawie Łód.: I Z obowiązkiem w stosunku prawnym mamy_do czyn
IMG$71 (4) bądź to zawinionej, bądź -niezawinionej. Z przypadkiem bezradności zawinionej mamy do czy
Z informacją mamy do czynienia tylko wtedy, gdy w danym układzie występują wszystkie (czyli pięć) po
Z informacją mamy do czynienia tylko wtedy, gdy w danym układzie występują wszystkie (czyli pięć) po
Z informacją mamy do czynienia tylko wtedy, gdy w danym układzie występują wszystkie (czyli pięć) po
DSC05558 Współwłasność nieruchomości występuje wtedy, gdy mamy do czynienia z wielością podmiot
Z informacją mamy do czynienia tylko wtedy, gdy w danym układzie występują wszystkie (czyli pięć) po
60296 img801 sposobów wypowiadania się. Z takim znaczeniem mamy do czynienia choćby wtedy, kiedy mów
1 2 3 CZĘSC IZadanie 1. Z niedoborem rynkowym mamy do czynienia wtedy, kiedy A. popyt jest mniejszy
Napędy wieloobrotowe SAEx Zgodnie z normą EN ISO 5210 z napędem wieloobrotowym mamy do czynienia wte
Z informacją mamy do czynienia tylko wtedy, gdy w danym układzie występują wszystkie (czyli pięć) po
więcej podobnych podstron