choroszyC2
432
432
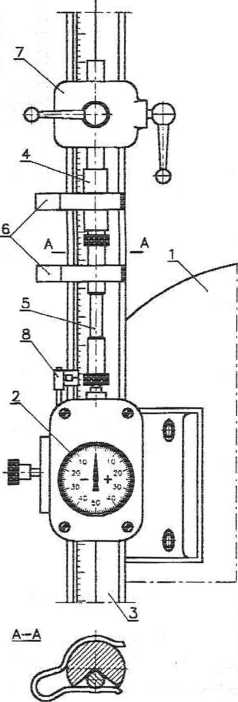
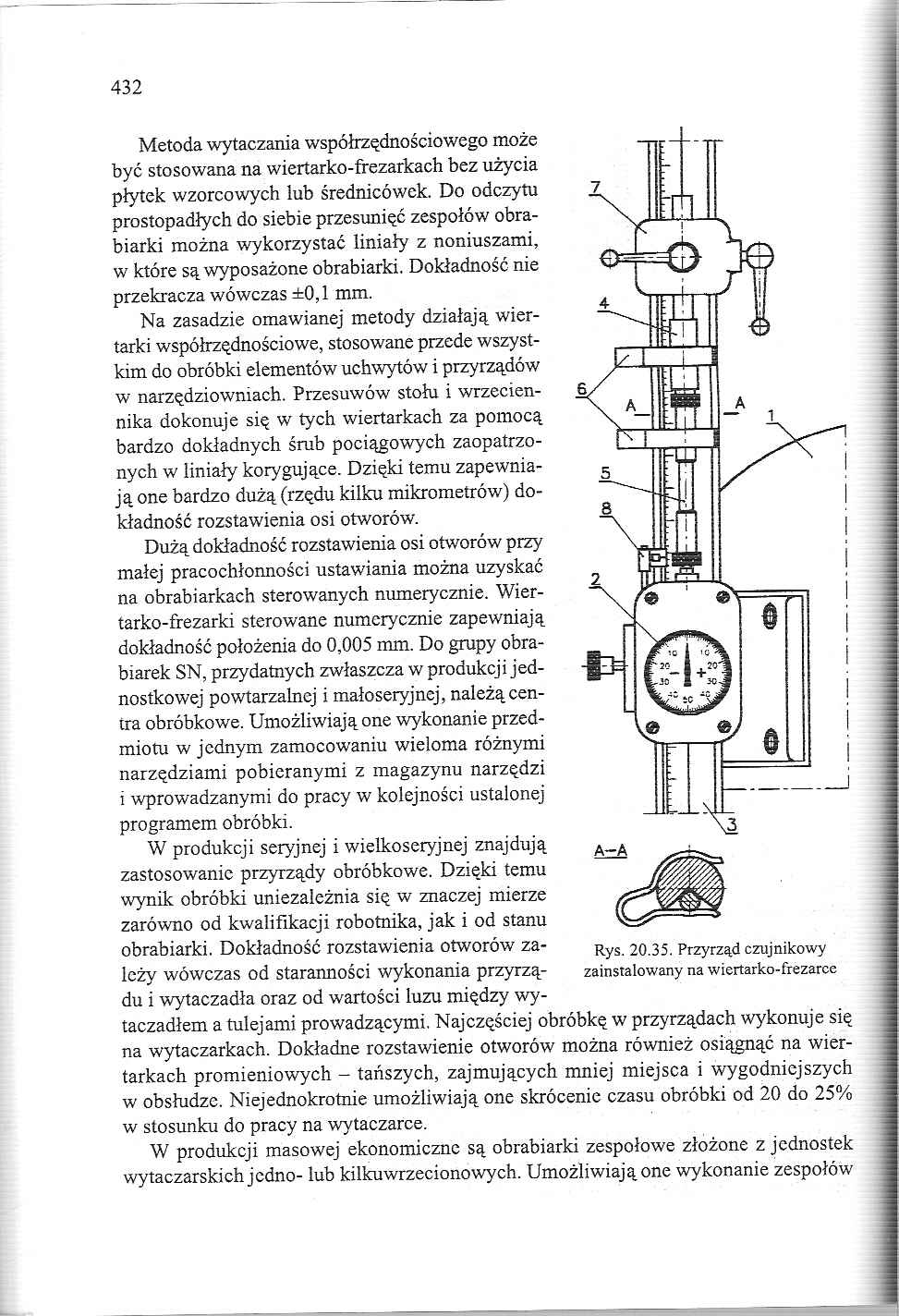
Rys. 20.35. Przyrząd czujnikowy zainstalowany na wiertarko-frezarce
Metoda wytaczania współrzędnościowego może być stosowana na wiertarko-frezarkach bez użycia płytek wzorcowych lub średnicówck. Do odczytu prostopadłych do siebie przesunięć zespołów obrabiarki można wykorzystać liniały z noniuszami, w które są wyposażone obrabiarki. Dokładność nie przekracza wówczas ±0,1 mm.
Na zasadzie omawianej metody działają wiertarki współrzędnościowe, stosowane przede wszystkim do obróbki elementów uchwytów i przyrządów w narzędziowniach. Przesuwów stołu i wrzecien-nika dokonuje się w tych wiertarkach za pomocą bardzo dokładnych śrub pociągowych zaopatrzonych w liniały' korygujące. Dzięki temu zapewniają one bardzo dużą (rzędu kilku mikrometrów) dokładność rozstawienia osi otworów.
Dużą dokładność rozstawienia osi otworów przy małej pracochłonności ustawiania można uzyskać na obrabiarkach sterowanych numerycznie. Wiertarko-frezarki sterowane numerycznie zapewniają dokładność położenia do 0,005 mm. Do grupy obrabiarek SN, przydatnych zwłaszcza w produkcji jednostkowej powtarzalnej i małoseryjnej, należą centra obróbkowe. Umożliwiają one wykonanie przedmiotu w jednym zamocowaniu wieloma różnymi narzędziami pobieranymi z magazynu narzędzi i wprowadzanymi do pracy w kolejności ustalonej programem obróbki.
W produkcji seryjnej i wielkoseryjnej znajdują zastosowanie przyrządy obróbkowe. Dzięki temu wynik obróbki uniezależnia się w znaczej mierze zarówno od kwalifikacji robotnika, jak i od stanu obrabiarki. Dokładność rozstawienia otworów zależy wówczas od staranności wykonania przyrządu i wytaczadła oraz od wartości luzu między wy-
taczadłem a tulejami prowadzącymi. Najczęściej obróbkę w przyrządach wykonuje się na wytaczarkach. Dokładne rozstawienie otworów można również osiągnąć na wiertarkach promieniowych - tańszych, zajmujących mniej miejsca i wygodniejszych w obsłudze. Niejednokrotnie umożliwiają one skrócenie czasu obróbki od 20 do 25% w stosunku do pracy na wytaczarce.
W produkcji masowej ekonomiczne są obrabiarki zespołowe złożone z jednostek wytaczarskich jedno- lub kilkuwrzecionowych. Umożliwiają one wykonanie zespołów
Wyszukiwarka
Podobne podstrony:
choroszyC0 430 430 Rys. 20.31. Ustawianie osi wrzeciona w osi pierścienia ustawczego Metodą ustawien
DSCN0468 Rys. 224. Schemat typowych operacji wykonywanych na wiertarko--frezarce 1 — wytaczadło, 2**
choroszyC9 439 Rys. 20.39. Przyrząd nastawczo-dociskowy Do ustalenia położenia odlewu w kierunku wzd
choroszy79 379 379 Rys. 17.5. Schemat przyrządu do toczenia części mimośrodowych mośrodowa w stosunk
52932 skanuj0019 (167) ( wlczciilu 1 Rys. 3.20. Frezowanie płyty w uchwycie magnetycznym Na rysunku
choroszy08 308 308 Rys. 15.54. Zasada walcowania wielowypustu na walcarkach planetarnych wyciska wał
choroszy42 342 Ustawienie 1 Rys. 16.4. Obróbka krążka o dużej średnicy na tokarce karuzelowej z głow
Rys. 11.1. Podstawowe zabiegi obróbkowe wykonywane na wiertarkach: a) wiercenie otworu wiertłem kręt
choroszy57 35" Rys. 16.29. Toczenie otworu stożkowego na tokarce rewolwerowej: a - za pomocą sp
IMG?35 (2) Układ z rys 3.20 jest równocześnie charakterystyczny pod tym względem. Ze układy P-P utyt
432 (6) Vf} =-97.35dXu + 115.169^,, -29.350cix^ -99.997dy^ + 4-126.70U^2o ~ 15.ł73ć/y20 - 22 ( *4
Obsługa i naprawa Audi (200) Rys. 3.20. ZBIORNIK WYRÓWNAWCZY Rys. 3.21. POŁOŻENIE MONTAŻOWE CZUJNIKA
Photo0021 432 11. Chłodnie statków transportowych regulacyjne 8 (por. rys. 11.12) zainstalowane na k
więcej podobnych podstron