choroszyG7
Ali
żowe, do których przyłącza się inne jednostki, stanowiące zwykle konstrukcję nośną montowanego obiektu (zespołu lub wyrobu). Przykład takiego technologicznego podziału wyrobu na jednostki montażowe przedstawiono na rysunku 22.1. Proces montażu rozpoczyna się od zgrupowania zarówno części wytworzonych w zakładzie finalnym, jak i półwyrobów wyprodukowanych w zakładach kooperujących. W miarę zaawansowania tego procesu powstają coraz bardziej złożone zespoły technologiczne. Te z nich, które wchodzą bezpośrednio w skład maszyny nazywają się zespołami pierwszego rzędu, pozostałe zaś - zespołami wyższych rzędów.
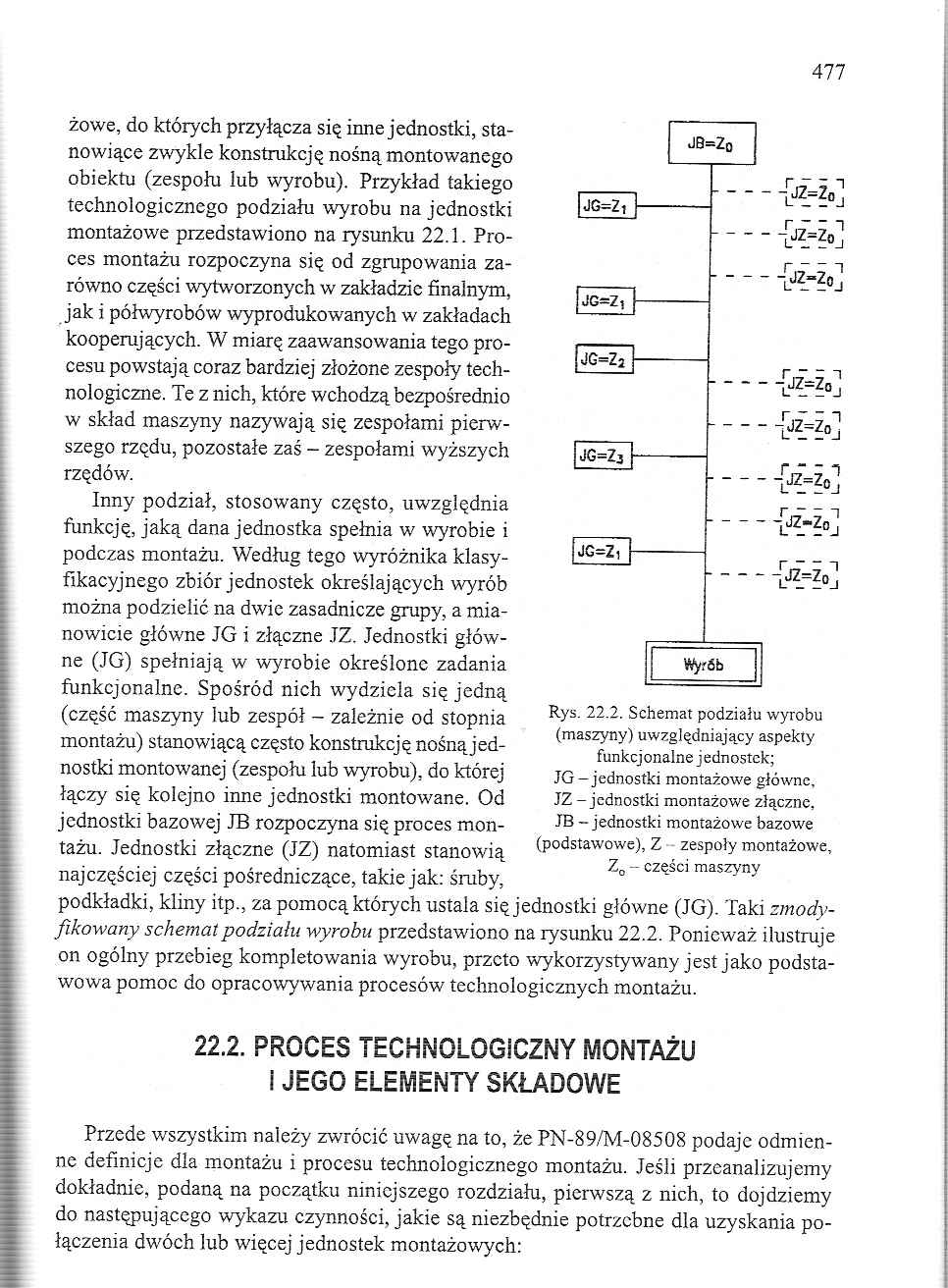
Inny podział, stosowany często, uwzględnia funkcję, jaką dana jednostka spełnia w wyrobie i podczas montażu. Według tego wyróżnika klasyfikacyjnego zbiór jednostek określających wyrób można podzielić na dwie zasadnicze grupy, a mianowicie główne JG i złączne .TZ. Jednostki główne (JG) spełniają w wyrobie określone zadania funkcjonalne. Spośród nich wydziela się jedną (część maszyny lub zespół - zależnie od stopnia montażu) stanowiącą często konstrukcję nośną jednostki montowanej (zespołu lub wyrobu), do której łączy się kolejno inne jednostki montowane. Od jednostki bazowej JB rozpoczyna się proces montażu. Jednostki złączne (JZ) natomiast stanowią najczęściej części pośredniczące, takie jak: śruby, podkładki, kliny itp., za pomocą których ustala się jednostki główne (JG). Taki zmodyfikowany schemat podziału wyrobu przedstawiono na rysunku 22.2. Ponieważ ilustruje on ogólny przebieg kompletowania wyrobu, przeto wykorzystywany jest jako podstawowa pomoc do opracowywania procesów technologicznych montażu.
JG=Z,
JG=Z,
JG=Zj
JG=z3
JB=20
Wyrób
LJZ-Z0j
Rys. 22.2. Schemat podziału wyrobu (maszyny) uwzględniający aspekty funkcjonalne jednostek;
JG - jednostki montażowe główne, JZ - jednostki montażowe złączne, JB - jednostki montażowe bazowe (podstawowe), Z zespoły montażowe, Z0 - części maszyny
22.2. PROCES TECHNOLOGICZNY MONTAŻU i JEGO ELEMENTY SKŁADOWE
Przede wszystkim należy zwrócić uwagę na to, że PN-89/M-08508 podaje odmienne definicje dla montażu i procesu technologicznego montażu. Jeśli przeanalizujemy dokładnie, podaną na początku niniejszego rozdziału, pierwszą z nich, to dojdziemy do następującego wykazu czynności, jakie są niezbędnie potrzebne dla uzyskania połączenia dwóch lub więcej jednostek montażowych:
Wyszukiwarka
Podobne podstrony:
IMG? środków, na pewno zabierze ze sobą najniezbędniejsze naczynia kuchenne, do których zalicza się
skanuj0047 3 Kryterium stanowią tu wzorce (typy) postawy, do których porównuje się badanego.
skanuj0144 278 Fleksja osoby, do których odnosimy się z pogardą, np. łobuzy obdartuay łotry snoby ła
124 Mirosław Bochenek tycznym, do których zalicza się m.in. teorię rozwoju kapitalizmu, kryzysu
PROGRAM ROZWOJOWY POLITECHNIKI WARSZAWSKIEJ Izolowany zacisk śrubowy, do którego przyłącza się kabel
• Dziedziny nauki i dyscypliny naukowe, do których odnoszą się efekty
58 Część I • Podstawy logistyki EDI ma wiele zalet, do których zalicza się redukcję czasu potrzebneg
Układy materialne, do których odnosi się zasada zachowania energii mechanicznej, nazywamy układami
1 Systemy zabierkowe, do których zalicza się systemy długich zabierek i systemy fi larowo- zabierkow
Komunikaty niewerbalne Komunikacja niewerbalna tworzy kilka grup sygnałów, do których zalicza się: -
Indeks map, do których odnoszą się zamieszczone w zeszycie poprawki (lndex ofCharts Affected) Jest t
Dziedzina nauki i dyscyplina naukowa do których odnoszą się efekty kształcenia: nauki techniczne -
stosunku do których odniesiono się, jak zaproponowane zmiany wpłyną na treści zawarte w rozporządzen
więcej podobnych podstron