DSC05032 (2)
PN-M-55651:1994
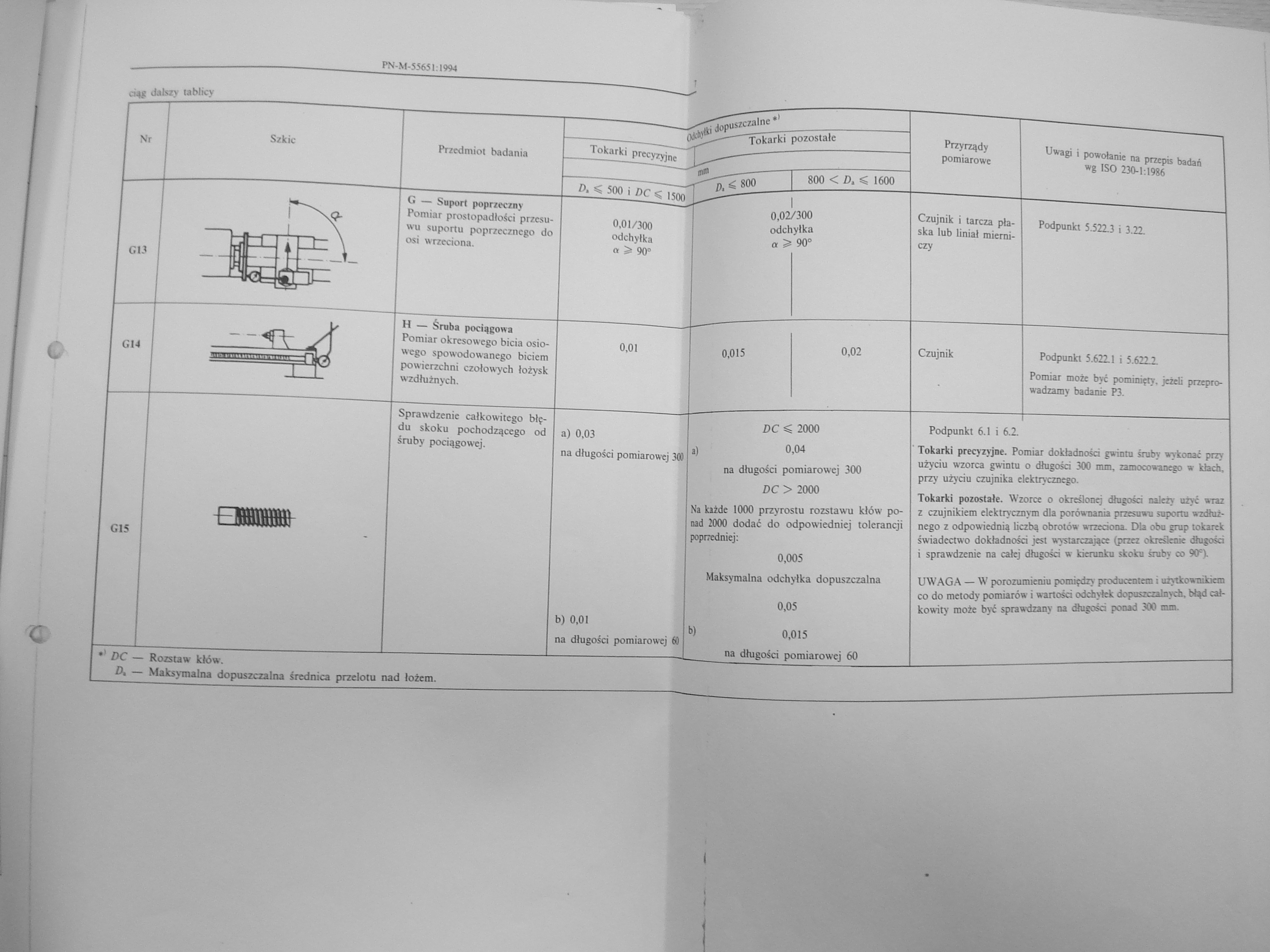
ciąg dalszy tablicy
Nr
Szkic
Przedmiot badania
G13
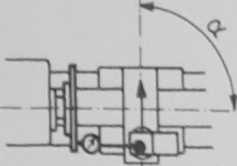
G — Suport poprzeczny Pomiar prostopadłości przesuwu suportu poprzecznego do osi wrzeciona.
°.01/300
Uchyłka
ot ^ 90°
0,02/300 odchyłka a >90°
Przyrządy
pomiarowe
Czujnik i tarcza płaska lub liniał mierniczy
Uwagi i powołanie na przepis badań wg ISO 230-1:1986
Podpunkt 5.522.3 i 3.22.
G14

H — Śruba pociągowa Pomiar okresowego bicia osiowego spowodowanego biciem powierzchni czołowych łożysk wzdłużnych.
0,015
Czujnik
Podpunkt 5.6211 i 5.6211
Pomiar może być pominięty, jeżeli przeprowadzamy badanie P3.
Sprawdzenie całkowitego błędu skoku pochodzącego od śruby pociągowej.
a) 0,03
na długości pomiarowej 300
G15
b) 0,01
na długości pomiarowej 60
DC ^ 2000
a) 0,04
na długości pomiarowej 300 DC> 2000
Na każde 1000 przyrostu rozstawu kłów ponad 2000 dodać do odpowiedniej tolerancji poprredniej:
0,005
Maksymalna odchyłka dopuszczalna 0,05
b) 0,015
na długości pomiarowej 60
Podpunkt 6.1 i 6.1
Tokarki precyzyjne. Pomiar dokładności gwintu śruby wykonać przy użyciu wzorca gwintu o długości 300 mm, zamocowanego w kłach, przy użyciu czujnika elektrycznego.
Tokarki pozostałe. Wzorce o określonej długości należy użyć wraz z czujnikiem elektrycznym dla porównania przesuwu suportu wzdłużnego z odpowiednią liczbą obrotów wrzeciona. Dla obu grap tokarek świadectwo dokładności jest wystarczające (przez określenie długości i sprawdzenie na całej długości w kierunku skoku śruby co 90°).
UWAGA — W porozumieniu pomiędzy producentem i użytkownikiem co do metody pomiarów i wartości odchyłek dopuszczalnych, błąd całkowity może być sprawdzany na długości ponad 300 mm.
DC — Rozstaw kłów.
D» — Maksymalna dopuszczalna średnica przelotu nad łożem.
I
i
Wyszukiwarka
Podobne podstrony:
DSC05030 (2) 5 PN-M-55651:1994 nąg dalszy tablicy Odchyłki < >puszczalne*’ Nr Szkic Przedmiot
CCF20110330�041 14 PN-ISO 5496:1997 ciąg dalszy tablicy A.3 ciąg dalszy tablicy A.3 Nr Substancje ch
cwiczenie20004 6 PN-A-86003:1996 ciąg dalszy tablicy 3 Mleko pasteryzowane Mleko Mleko Rodzaje
cwiczenie20005 4- PN-A-86003:1996 ciąg dalszy tablicy 2 Cechy Wymagania mleko spożywcze homogenizowa
cwiczenie20006 PN-A-86003:1996 3 ciąg dalszy tablicy 1 Cechy Wymagania mleko spożywcze pasteryzo
CCF20100418�005 4 PN-B-01027:2002 ciąg dalszy tablicy 1 Lp Przedmiot oznaczenia Przedstawienie grafi
CCF20100418�006 PN-B-01027:2002 5 ciąg dalszy tablicy 1 Lp. Przedmiot oznaczenia Przedstawienie
CCF20100418�007 6 PN-B-01027:2002 ciąg dalszy tablicy 2 LP- Przedmiot oznaczenia Przedstawienie
CCF20100418�008 PN-B-01027:2002 7 ciąg dalszy tablicy 2 Lp. Przedmiot oznaczenia Przedstawienie
CCF20100418�009 8 PN-B-01027:2002 ciąg dalszy tablicy 3 Lp. Przedmiot oznaczenia 1 2 Przedstawienie
CCF20100418�013 12 PN-B-01027:2002 ciąg dalszy tablicy 6 Lp. Przedmiot oznaczenia Przedstawienie
CCF20100418�015 14 PN-B-01027:2002 ciąg dalszy tablicy 7 Lp. Przedmiot oznaczenia Przedstawienie
CCF20100418�012 PN-B-01027:2002 11 ciąg dalszy tablicy 6 Lp, Przedmiot oznaczenia Przedstawienie
CCF20100418�016 PN-B-01027:2002 15 ciąg dalszy tablicy 7 Lp- Przedmiot oznaczenia Przedstawienie
HWScan00081 Ciąg dalszy tablicy 2.; Oznaczenia typów (katalogowych, skrócone, pełne) Parametry
WO - 0/19 Uf ciąg dalszy tablicy I. 1 2 3 ^sm mm średnica rdzenia śruby przy montażowym
DSCN2684 (2) Ciąg dalszy tablicy 1 1 2 3 4 5 6 7 22 Obudowa przekładni napędowej (skrzyni biegów
DSC05031 (2) óĘg «Mk Szkic Przedmiot badania Przyrządy pomiarowe A < 500 i DC ^ i5oo 0.01 Uwagi i
TABLICA NR VI {ciąg dalszy na tablicy nr VJI) Operacja współfinansowana Jest ze środków Unii
więcej podobnych podstron