DSCF2139 (2)
108
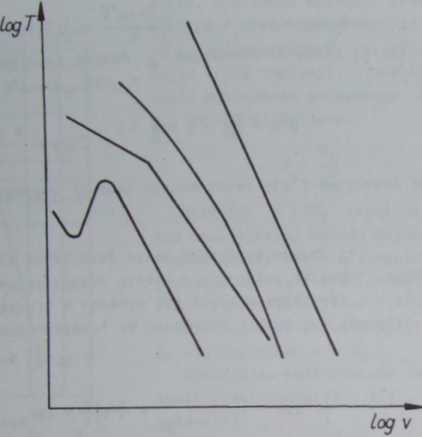
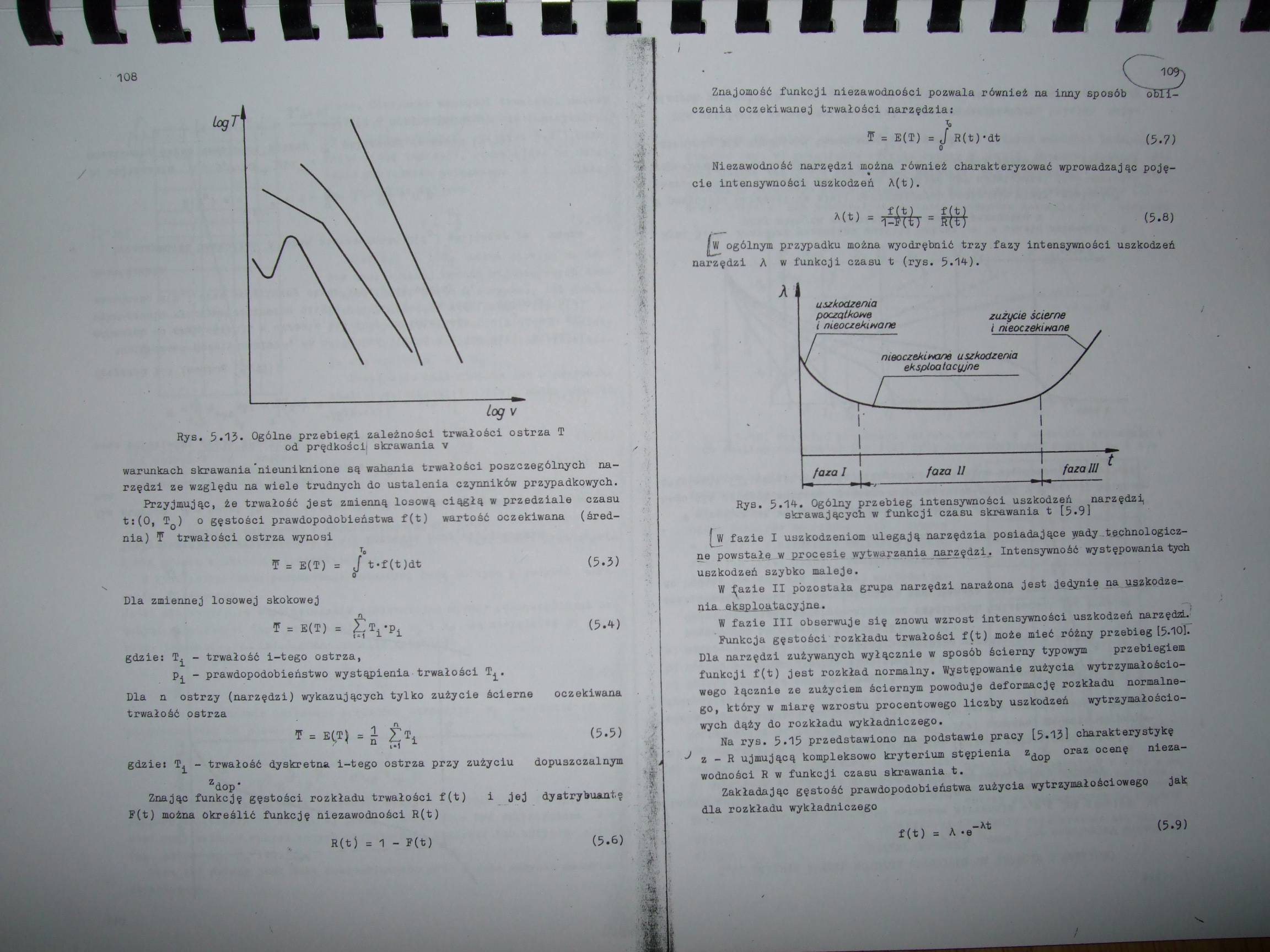
Rys. 5.1J. Ogólne przebiegi zależności trwałości ostrza T od prędkości) skrawania v
Ą
warunkach skrawania'nieuniknione są wahania trwałości poszczególnych narzędzi ze względu na wiele trudnych do ustalenia czynników przypadkowych.
Przyjmując, że trwałość jest zmienną losową ciągłą w przedziale czasu t:(0, Tq) o gęstości prawdopodobieństwa f(t) wartość oczekiwana (średnia) trwałości ostrza wynosi
T0
T = E(T) = J t-f(t)dt (5.3)
Dla zmiennej losowej skokowej
T = E(T) = UvPi (5.4)
gdzie: - trwałość i-tego ostrza,
p^ - prawdopodobieństwo wystąpienia trwałości T^.
Dla n ostrzy (narzędzi) wykazujących tylko zużycie ścierne oczekiwana trwałość ostrza
* = *<,*) = n £Ti (5.5)
gdzie: - trwałość dyskretna i-tego ostrza przy zużyciu dopuszczalnym
®dop*
Znając funkcję gęstości rozkładu trwałości f(t) i jej dystrybuantę F(t) można określić funkcję niezawodności R(t)
R(t) = 1 - P(t)

Znajomość funkcji niezawodności pozwala również na inny sposób czenia oczekiwanej trwałości narzędzia:
obił-
(5.7)
1
T = E(T) = J R(t)*dt 0
Niezawodność narzędzi można również charakteryzować wprowadzając pojęcie intensywności uszkodzeń A(t).
HI i IB
(5.8)
|w^ ogólnym przypadku można wyodrębnić trzy fazy intensywności uszkodzeń narzędzi A w funkcji czasu t (rys. 5.1^).
|
uszkodzenia | |
|
początkom |
zużycie ścierne |
|
i nieoczekiwane |
i nieoczekiwane |
|
J nieoczekiwane uszkodzenia 7 | |
|
\ eksploatacyjne 1 r i |
1 1 |
|
-1- faza / i , faza U "■- «-r»v--:- |
faza 111 ^ |
Al
Rys. 5.14. Ogólny przebieg intensywności uszkodzeń narzędzi skrawających w funkcji czasu skrawania t [5.9]
[w fazie I uszkodzeniom ulegają narzędzia posiadające wady .technologiczne powstałe w procesie wytwarzania narzędzi. Intensywność występowania tych uszkodzeń szybko maleje.
W fazie II pozostała grupa narzędzi narażona jest jedynie na uszkodzenia eksploatacyjne.
W fazie III obserwuje się znowu wzrost intensywności uszkodzeń narzętM.’
Funkcja gęstości rozkładu trwałości f(t) może mieć różny przebieg [5.10]. Dla narzędzi zużywanych wyłącznie w sposób ścierny typowym przebiegiem funkcji f(t) jest rozkład normalny. Występowanie zużycia wytrzymałościowego łącznie ze zużyciem ściernym powoduje deformację rozkładu normalnego, który w miarę wzrostu procentowego liczby uszkodzeń wytrzymałościowych dąży do rozkładu wykładniczego.
Na rys. 5.15 przedstawiono na podstawie pracy [5.13] charakterystykę ^ z - R ujmującą kompleksowo kryterium stępienia s^op oraz ocen§ niezawodności R w funkcji czasu skrawania t.
Zakładając gęstość prawdopodobieństwa zużycia wytrzymałościowego jak dla rozkładu wykładniczego
Wyszukiwarka
Podobne podstrony:
1l2 Im/s] Rys. 5-17. Zależność trwałości ostrza T od prędkości skrawania v w układzie logarytmicznym
V 108LogT Znaj czenia i Riez; cie inti W ogi narzędziŁogv Rys. 5-13- Ogólne przebiegi zależności
DSCF2128 (2) 86 Rys. 4.6. Zależność chropowatości teoretycznej R. i rzeczywistej R od prędkości skr
DSCF2145 ĆWICZENIE NR 5.3. BADANIE TRWAŁOŚCI OSTRZA W ZALEŻNOŚCI OD PRĘDKOŚCI SKRAWANIA METODĄ TOCZE
Rys. 5.2. Różne możliwe przebiegi zależności naprężenia od odkształcenia w próbie zginania
Scan10128 0,05 prędkość ruchu śrubowego vs [m/s] Rys. 8.3. Zależność współczynnika tarcia od prędkoś
PA031891 Zależność okresu trwałości (T) od prędkości skrawania (V) - Klasyczny wzói Taylora T = CT{V
40067 PA031879 Zależność okresu trwałości (T) od prędkości skrawania (V) ’7 Klasyczny wzór Tayłora:
Posuw / wyrażony w [mm/obr] nazywany bywa posuwem zależnym, ponieważ zależy od prędkości obrotowej
Plastyczność metali Zależność naprężenia uplastyczniającego od prędkości odkształcenia jest
napięcie anodowe. Na rys. 1 przedstawiono przebieg zależności prądu płynącego przez diodę Ia od napi
więcej podobnych podstron