DSCN0471
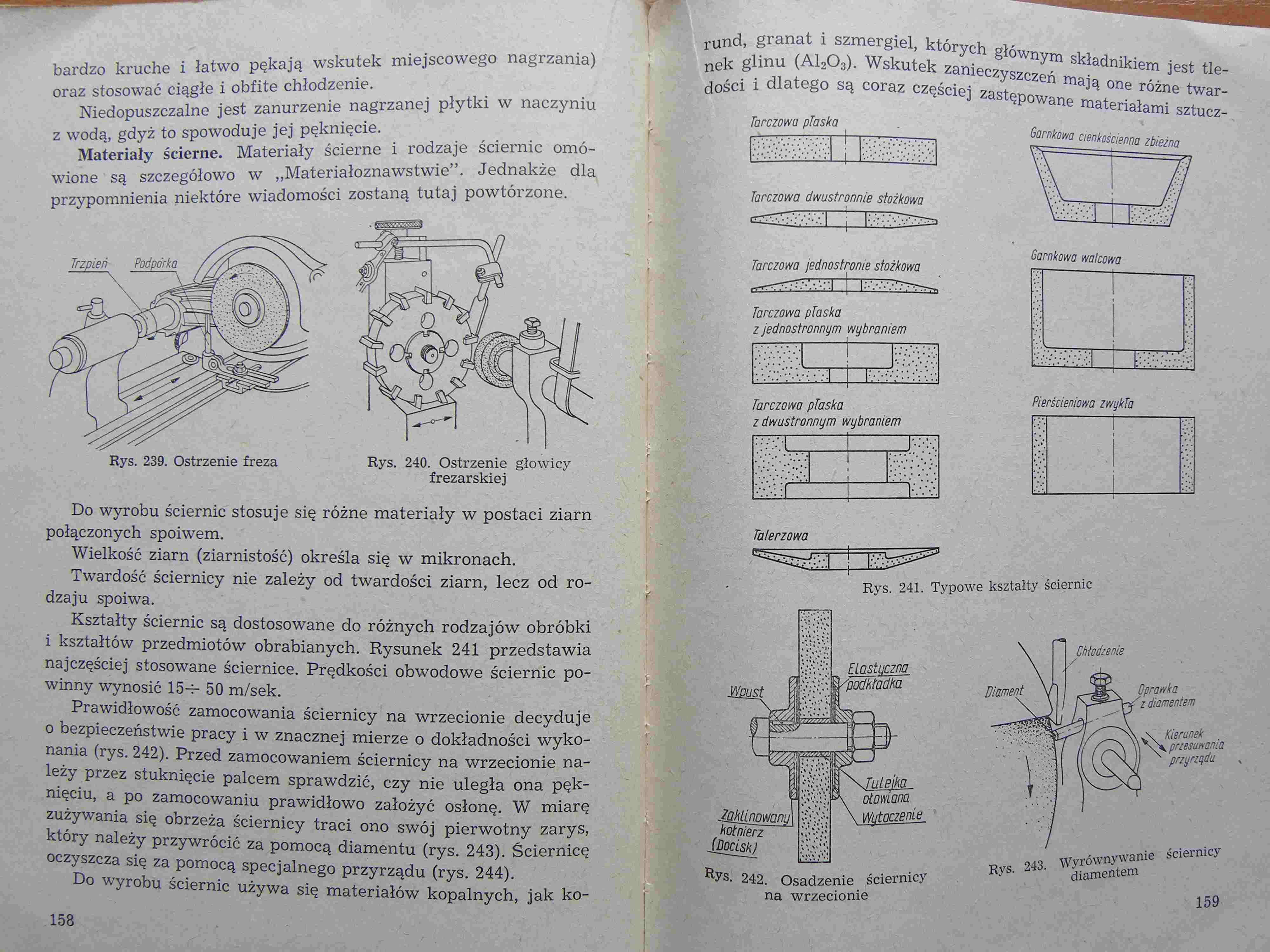
bardzo kruche i łatwo pękają wskutek miejscowego nagrzania) oraz stosować ciągłe i obfite chłodzenie.
Niedopuszczalne jest zanurzenie nagrzanej płytki w naczyniu z wodą, gdyż to spowoduje jej pęknięcie.
Materiały ścierne. Materiały ścierne i rodzaje ściernic omówione ' są szczegółowo w „Materiałoznawstwie’ ’. Jednakże dla^ przypomnienia niektóre wiadomości zostaną tutaj powtórzone.
frezarskiej
Do wyrobu ściernic stosuje się różne materiały w postaci ziarn połączonych spoiwem.
Wielkość ziarn (ziarnistość) określa się w mikronach.
Twardość ściernicy nie zależy od twardości ziarn, lecz od rodzaju spoiwa.
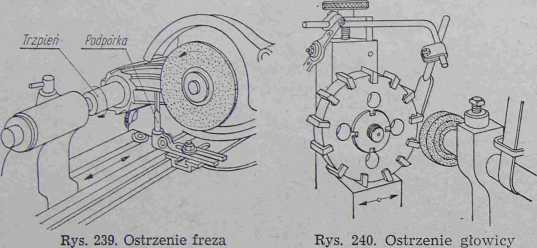
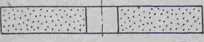
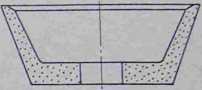
Kształty ściernic są dostosowane do różnych rodzajów obróbki i kształtów przedmiotów obrabianych. Rysunek 241 przedstawia najczęściej stosowane ściernice. Prędkości obwodowe ściernic powinny wynosić 15-r- 50 m/sek.
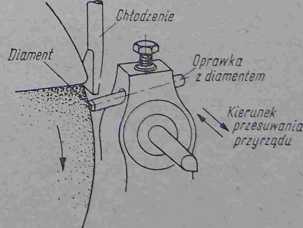
Prawidłowość zamocowania ściernicy na wrzecionie decyduje o bezpieczeństwie pracy i w znacznej mierze o dokładności wykonania (rys. 242). Przed zamocowaniem ściernicy na wrzecionie należy przez stuknięcie palcem sprawdzić, czy nie uległa ona pęknięciu, a po zamocowaniu prawidłowo założyć osłonę. W miarę zużywania się obrzeża ściernicy traci ono swój pierwotny zarys, który należy przywrócić za pomocą diamentu (rys. ,243). Ściernicę oczyszcza się za pomocą specjalnego przyrządu (rys. 244).
Do wyrobu ściernic używa się materiałów kopalnych, jak ko-
rund, granat i szmergiel, których głównym składnikiem jest tlenek glinu (A1203). Wskutek zanieczyszczeń mają one różne twardości i dlatego są coraz częściej zastępowane materiałami sztucz-
Tarczowa plaska
Tarczowa dwustronnie stożkowa

Garnkowa cienkościenna zbieżna
Tarczowa jednostronie stożkowa

Tarczowa ptaska z jednostronnym wybraniem

Tarczowa plaska z dwustronnym wybraniem

Talerzowa

Garnkowa walcowa
|
ISSI | ||
|
msm | ||
Pierścieniowa zwykła
Ryś. 241, Typowe kształty ściernic
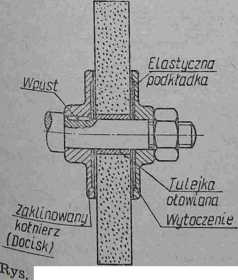
^42. Osadzenie ściernicy na wrzecionie
Rys, 243, Wyrównywanie ściernicy diamentem
159
Wyszukiwarka
Podobne podstrony:
DSCN0471 barda, krucha I l.tw« pękaj, wakutek miejscowago nagra,„i„ oraz stosować ciągłe i obfite ch
P1000124 1.2. Prąd w metalach W metalach występuje bardzo duże nagromadzenie elektronów Wskutek tego
IMG?30 96 IHOWIIK W »H»CJI I IHIII zmiana ta nie ma charakteru trwałego, łatwo zanika wskutek późnie
elementarz teksty do czytania metoda sylabowa (99) W Egipcie Michał bardzo lubi podróżować, poznawa
śmielszych. Kruche, łatwo i szybko wietrzejące piaskowce i lupki rozsypują się i przeobrażają w masy
78 79 2 Odleżyny (decubiius) powstają wskutek miejscowego niedokrwienia, wywołanego uciskiem naczyń
Zgrzewanie oporowe zwarciowe polega na miejscowym nagrzaniu powierzchni zgrzewanych elementów w miej
- powłoka termiczna powinna wykazywać bardzo wysoką izolacyjność cieplną w każdym miejscu, może być
P1070859 Zmiany w transporcie częściej będą wybierane łatwo dostępne i niedrogie miejsca na krótkie
DSCN5539 Ściany i sufity : gładkie, nienasiąkliwe, łatwo zmywalne, chemoodporne. Mi
Photo0029 Depresja dynamiczna Ahd powstaje wskutek miejscowego spadku ciśnienia między przednią (czy
więcej podobnych podstron