HPIM0900
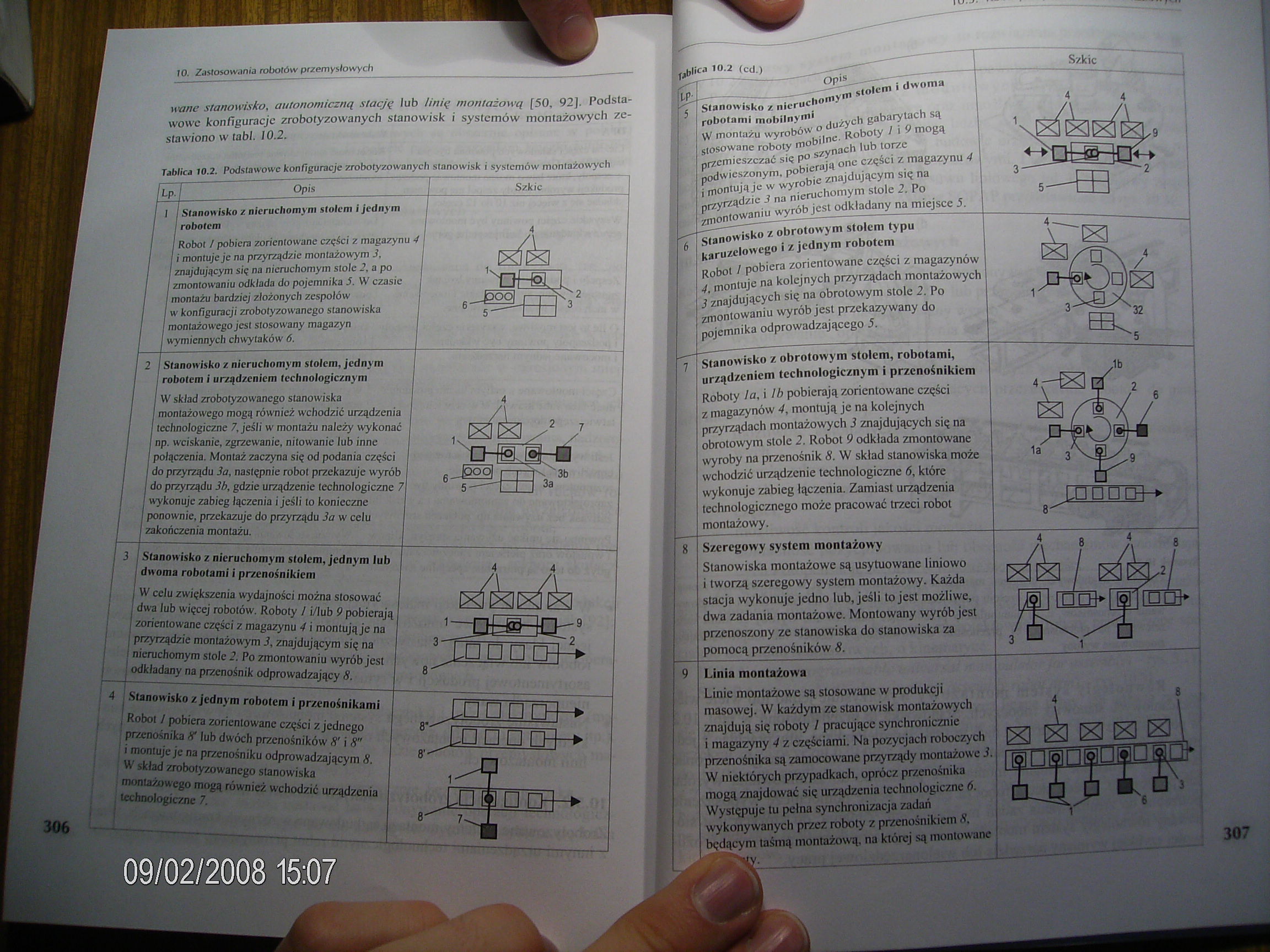
10. Zastosowania robolów przemysłowych wane stanowisko, autonomiczną stację lub linię montażową [50, 92]. Podstj wowe konfiguracje zrobotyzowanych stanowisk i systemów montażowych z stawiono w tabl. 10.2.
Tablica 10.2. Podstawowe konfiguracje zrobotyzowanych stanowisk i systemów montażowych
Opis
Lp
Szkic
Stanowisko z nieruchomym stołem i jednym robotem

6_£00
ffl


D □+-»
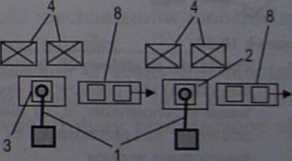
Robot / pobiera zorientowane części z magazynu 4 i montuje je na przyrządzie montażowym J, znajdującym się na nieruchomym stole 2, a po zmontowaniu odkłada do pojemnika 5. W czasie montażu bardziej złożonych zespołów w konfiguracji zrobotyzowanego stanowiska montażowego jest stosowany magazyn wymiennych chwytaków 6.
Stanowisko z nieruchomym stołem, jednym robotem i urządzeniem technologicznym
W skład zrobotyzowanego stanowiska montażowego mogą również wchodzić urządzenia technologiczne 7, jeśli w montażu należy wykonać np. wciskanie, zgrzewanie, nitowanie lub inne połączenia. Montaż zaczyna się od podania części do przyrządu Ja, następnie robot przekazuje wyrób do przyrządu 3b, gdzie urządzenie technologiczne 7 wykonuje zabieg łączenia i jeśli to konieczne ponownie, przekazuje do przyrządu Ja w celu zakończenia montażu.
Stanowisko z nieruchomym stołem, jednym lub dwoma robotami i przenośnikiem
W celu zwiększenia wydajności można stosować dwa lub więcej robotów. Roboty 1 i/lub 9 pobierają I zorientowane części z magazynu 4 i montują je na przyrządzie montażowym J, znajdującym się na nieruchomym stole 2. Po zmontowaniu wyrób jest odkładany na przenośnik odprowadzający 8.
Stanowisko z jednym robotem i przenośnikami
09/02/2UUS io:u/
■tp' -------rVuci*®^1 2 3 4 5 6^,|,ł
stanowisko z niP.r , „auarviach są
5 robolami mobil*?** g dużycl? * j j p mogą W montażu wy^obilnc. RO ‘yiorZC
P^°aoCnc części z magazynu 4 Uwieszonym, ^je znajdującym się na Ł>ntujqje w vv^°ruChomym stole 2. Po
Pytaniu
5^^^ „bro«o'vyn.V.olcm typu gtanows j z jednym robotem
k*rUZC nobiera zorientowane części z magazynów R0bot 7 P°°'fcoleinych przyrządach montażowych
-śniących się na obrotowym stole 2. Po Soianh. wyrób jest przekazywany do plemnika odprowadzającego J.


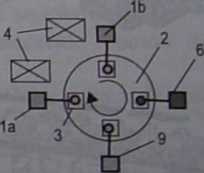
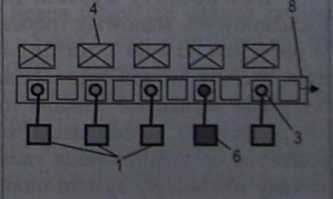
ct^imwiśkóź^brttówym stołem, robotami, urządzeniem technologicznym i przenośnikiem Roboty la, i lb pobierają zorientowane części z magazynów 4, montują je na kolejnych przyrządach montażowych 3 znajdujących się na obrotowym stole 2. Robot 9 odkłada zmontowane wyroby na przenośnik 8. W skład stanowiska może wchodzić urządzenie technologiczne 6, które wykonuje zabieg łączenia. Zamiast urządzenia technologicznego może pracować trzeci robot montażowy.
Szeregowy system montażowy Stanowiska montażowe są usytuowane liniowo i tworzą szeregowy system montażowy. Każda stacja wykonuje jedno lub, jeśli to jest możliwe, dwa zadania montażowe. Montowany wyrób jest przenoszony ze stanowiska do stanowiska za pomocą przenośników 8.
307
magazyny 4 z częściami. Na pozycjach roboczych
przenośnika są zamocowane przyrządy montażowe 3.
W niektórych przypadkach, oprócz przenośnika
mogą znajdować się urządzenia technologiczne 6.
Występuje tu pełna synchronizacja zadań
wykonywanych pizez roboty z przenośnikiem 8,
ę^jcym taśmą montażową, na której są montowane
Wyszukiwarka
Podobne podstrony:
HPIM0896 10. Zastosowania robolów przemysłowych Roboty bramowe liniowe są stosowane głównie do za- i
HPIM0891 10. Zastosowania robotów przemysłowych Rysunek -—----— Analiza
HPIM0898 10. Zastosowania robotów przemysłowych 10. Zastosowania robotów przemysłowych 5 Rysunek
P1080370 13. Zastosowania robolów przemysłowych 13. Zastosowania robolów przemysłowych czasie, a wię
17266 P1080390 13. Zastosowania robotów przemysłowych układy sensoryczne, jest fakt, że prace montaż
rozdział 2 (20) Powyższy wzór znajdzie zastosowanie wtedy, gdy wielkość oszczędności autonomicznych
HPIM0902 tO. ZjWłwwanłj robotów przemysłowych ftyiunefc 10.31 . &
16 czerwca 08 D str 2 10 S Wobec Przemysława W. piastującego stanowisko sędziego orzeczono środek ka
32534 P1080365 13. Zastosowania robotów przemysłowych Rysunek 13.9_____________ Algorytm prac) stan
więcej podobnych podstron