Wydział Mechaniczny
PROJEKT
Obejma łożyska osi tylnej spawana lewa
Prowadzący
dr inż. Zbigniew Bartnik
Wykonali:
Przemysław Hamowski
Łukasz Krulak
Rafał Wierzowiecki
Rok III,
Grupa: wt. TP 11:15
Rok akademicki: 2011/12
Obliczenia:
SPRAWDZENIE SPAWALNOŚCI ORAZ ZGRZEWALNOŚCI
Materiał.
Przyjęliśmy na materiał stal 35.
Grubość blachy g=2[mm]
Skład chemiczny materiału.
Pierwiastek |
Zawartość [%] |
C |
0,32-0,4 |
Mn |
0,5-0,8 |
Si |
0,17-0,37 |
P |
Max 0,04 |
S |
Max 0,04 |
Cr |
Max 0,25 |
Ni |
Max 0,25 |
Cu |
Max 0,25 |
Współczynnik węgla ekwiwalentnego według normy europejskiej MIS:
CE=C+
=0,4+
0,617
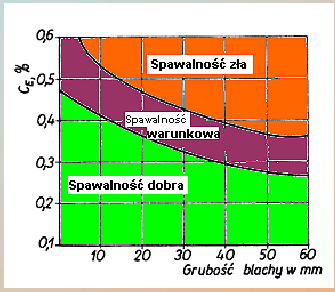
Zgodnie z wykresem nasza stal, dla grubości blachy 2[mm] znajdzie się w obszarze spawalności warunkowej.
Należy zatem zastosować jeden z następujących zabiegów:
Twardość stali, obliczona na podstawie CE (MIS)
HVMIN=1200 ∙CE-260=480,4
HVMAX=1200 ∙CE-200=540,4
Współczynnik węgla ekwiwalentnego według normy japońskiej.
CE = C+
=0,4+
= 0,605
Jak widać w tym przypadku bardziej rygorystyczna jest norma europejska.
Wg normy japońskiej spawalność również jest warunkowa, tok postępowania jest analogiczny.
Twardość według normy japońskiej.
HVMIN=1200 ∙CE-260=466
HVMAX=1200 ∙CE-200=526
Zalecenia technologiczne procesu spawania:
- zalecamy spawanie austenityczną elektrodą topliwą w osłonie argonu MIG,
- przed wykonaniem właściwej spoiny przeprowadzić najpierw próbę spawania,
- po wykonaniu spoiny przeprowadzić pomiar twardości metodą Vickersa,
- Po wykonaniu spoiny należy poddać ją próbie gięcia.
PLAN SPAWANIA
1.Przygotowanie do procesu spawania:
1.1. Rodzaje złączy:
Złącza teowe.
1.2. Rodzaje spoin:
Spoiny pachwinowe.
1.3. Mocowanie konstrukcji.
Do zamocowania łączonych elementów użyjemy:
Oprzyrządowanie spawalnicze Rysunek 1/1
1.4. Etapy przygotowania złączy:
- zalecane jest ustalenie elementów spoinami szczepnymi,
- nie ma potrzeby ukosowanie elementów,
- wskazane jest zeszlifowanie i oczyszczenie krawędzi łączonych elementów.
2. Metoda oraz parametry spawania:
2.1. Metoda:
Spoiny należy wykonać metodą MIG.
2.2. Gaz osłonowy.
Spoiny wykonać pod osłoną argonu.
2.3. Biegunowość.
Stosować biegunowość dodatnią.
3. Kolejność wykonywania spoin:
I Wykonanie spoin szczepnych obejmy K7.02.07 z blachą K7.02.10.
II Wykonanie pierwszej spoiny właściwej obejmy K7.02.07 z blachą K7.02.10.
III Wykonanie obrotu konstrukcji spawanej o kąt 180 stopni wokół osi poziomej i powtórzenie czynności opisanych w punktach I i II po drugiej stronie konstrukcji.
4
Wyszukiwarka
Podobne podstrony:
projekt Salustowicz podkładki, Lego projekt 2, POLITECHNIKA WROCŁAWSKA
projekt Salustowicz podkładki, Dee projekt 2, POLITECHNIKA WROCŁAWSKA
kolo, Studia PWR Tranposrt Mechaniczny Politechnika Wrocławska, SEMESTR V, Podstawy projektowania śr
Politechnika Wroclawska MIERNICTWO 3 PROJEKT(2)
podkładka 4, Politechnika Wrocławska PWr, semestr 2, geologia inżynierska, projekt 1
projekt ind inz propozycje prac dyplom 2012 13 14, Politechnika Wrocławska Energetyka, VII semestr
sciaga-1+2 kolo, Studia PWR Tranposrt Mechaniczny Politechnika Wrocławska, SEMESTR V, Podstawy proje
UTWobl, Politechnika Wrocławska, Inżynieria Środowiska, II rok, Oczyszczanie wody I, Projekt
sciaga z balwana 2 kolo, Studia PWR Tranposrt Mechaniczny Politechnika Wrocławska, SEMESTR V, Podsta
Projekt ci gacza, Politechnika Wrocławska Energetyka, IV semestr, PKM I, PKM
Projekt odpylania - studenci, Politechnika Wrocławska, Ochrona Środowiska W7, Semestr V, TOG- projek
ProjektRAV--A K, Studia PWR Tranposrt Mechaniczny Politechnika Wrocławska, SEMESTR V, Teoria Ruchu P
Politechnika Wrocławska, PWR [w9], W9, 5 semestr, aaaOrganizacja SEM5, Od sebka, PKM I W,P, PKM I W,
podkładka 3, Politechnika Wrocławska PWr, semestr 2, geologia inżynierska, projekt 1
kolo, Studia PWR Tranposrt Mechaniczny Politechnika Wrocławska, SEMESTR V, Podstawy projektowania śr
(D budownictwo POLITECHNIKA WROCLAWSKA Budownictwo ogólne I i II Projekt Domku Jednorodzinnego CZERW
zarządzanie-projekt, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, LAB
Opis techniczny projektu, politechnika, IVsemestr, PROJEKT
więcej podobnych podstron