4380216924
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania
Przezbrojenie - to całość działań technicznych i logistycznych koniecznych do przeprowadzenia zmiany rodzaju produktu na danej maszynie, linii, urządzeniu, które mogą wytwarzać więcej rodzajów produktów.
Czas przezbrojenia jest tu rozumiany jako czas, który upływa pomiędzy ostatnim egzemplarzem poprzedniego typu, a pierwszym dobrym egzemplarzem nowego typu produkowanego wyrobu.
W tym celu wprowadza się tak zwane przezbrojenie zewnętrzne obejmujące czynności wykonywane przy pracującej maszynie i przezbrojenie wewnętrzne obejmujące czynności wykonywane przy maszynie zatrzymanej.
Typowe straty w trakcie przezbrojenia to:
• oczekiwanie - maszyna nie pracuje, operator jest bezczynny,
• braki - detale powstałe w czasie ustawiania parametrów po przezbrojeniu są niezgodne ze specyfikacją, błędy w trakcie przezbrojenia,
• nadmierne przemieszczanie - dużo „chodzenia” ( szukanie narzędzi itp. ), dużo niepotrzebnych ruchów ( np. więcej operacji transportowych niż potrzeba, stosowanie zbyt różnorodnych narzędzi),
• transport - narzędzi, form, oprzyrządowania bądź materiałów.
Etapy SMED
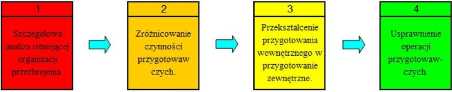
Rys. 8. Etapy metody SMED
Po zastosowaniu metody SMED skrócenie czasu przezbrojenia czasem sięga nawet 60%. W czasie przezbrojenia zawierają się także czynności związane z kontrolą pierwszych wyprodukowanych części. Ten czas jednak nieznacznie wpływa na całość czasu tpZ, poza tym pomiar może odbywać się już po rozpoczęciu produkcji nowych wyrobów.
|
czt | ||||||||
|
Maszyna część A |
przygotowanie wewnętrzne |
demontaż |
nastawy |
Maszyna część B | ||||
|
I. |
-H | |||||||
|
Maszyna |
demontaż |
Maszyna | ||||||
|
przygotowanie zewnętrzne II. |
*- czas tpz -* |
-- REDUKCJA —► | ||||||
Rys. 9. Przykład schematu redukcji czasu tpz po zastosowaniu metody SMED
10
Wyszukiwarka
Podobne podstrony:
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Przezbrojenie - to całość działań
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania marnotrawstwo i ukierunkować dalsze dzia
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania marnotrawstwo i ukierunkować dalsze dzia
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowaniaWYKŁAD 7LOGISTYKA PRODUKCJI NARZĘDZIA STE
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania I. Przed zastosowaniem
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Systemy MRP I posiadają budowę modułową
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Systemy MRP II są rozwinięciem systemów
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Charakterystyka poszczególnych poziomów
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania • produkcją - obsługa
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Tab.l. Zasady stosowane przez Lean Manag
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania (oznacza wytwarzanie bez przerw w produk
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Karta „ruchu” służy do zamawiania części
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania • 1S: SEIRI (selekcja,
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowaniaWYKŁAD 7LOGISTYKA PRODUKCJI NARZĘDZIA STE
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania I. Przed zastosowaniem
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Systemy MRP I posiadają budowę modułową
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Systemy MRP II są rozwinięciem systemów
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania Charakterystyka poszczególnych poziomów
E.Michlowicz: LP - Logistyka produkcii-narzedzia sterowania • produkcją - obsługa
więcej podobnych podstron