1109810748
ków, co zostało potwierdzone w wielu pracach badawczych. W przypadku twardości powierzchni stalowego przedwelementu nie można podać jej optymalnej wartości. W łagodnych warunkach tarcia (małe naciski) lepsze właściwości tribologiczne uzyskuje się przy małych (30-40 HRC) wartościach twardości. Jednak w zakresie dużych wartości nacisku, przy małej twardości stalowego przeciwelementu, następuje zwiększone zużycie powierzchni stalowej ze względu na mniejszą wytrzymałość zmęczeniową stalowych mikronierówności, ścinanych na skutek wielokrotnych oddziaływań z powierzchnią polimeru. W takich przypadkach zaleca się by twardość powierzchni stalowego przeciwelementu była większa od 50 HRC. Jest to uzasadnione także tym, że w skojarzeniach ślizgowych polimer-metal elementem wymiennym na skutek zużycia jest element polimerowy, co wynika głównie z racji ekonomicznych.
4.1.3 Tworzenie polimerowego filmu
Zjawisko powstawania filmu polimerowego podczas tarcia polega na tworzeniu się na powierzchniach polimeru i metalu warstwy ślizgowej zbudowanej z materiału polimerowego. Powoduje ona między innymi to, że tarcie zachodzi pomiędzy powierzchniami polimerowymi a nie bezpośrednio pomiędzy polimerem a metalem. Wyjaśnieniem oraz rolą tego zjawiska w procesie tarcia i zużywania zajmuje się szereg badaczy. Niektórzy z nich (Tabor, Briscoe, Lee) uważali, że przenoszona warstewka PTFE wykazuje bardzo słabą adhezję do podłoża, w związku z czym jest ona łatwa do usunięcia podczas powtórnego ślizgania się po niej elementu z tworzywa. Jednocześnie warstewka ta po usunięciu jest ciągle odnawiana. Badacze ci sugerowali, że siły adhe-zyjne mają naturę sił coulombowskich i oddziaływań Van der Waalsa.
A. Polak opisał mechanizm formowania filmu polimerowego jako proces kilkuetapowy (rys. 3).
warstwa przeniesionego materiału polimerowego

produkty zużycia
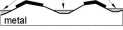
warstwa przeniesionego materiału polimerowego

Rys. 3.Model procesu tworzenia filmu polimerowego podczas współpracy pary ślizgowej polimer-metal
a) początek tworzenia filmu polimerowego - pierwsza warstwa polimeru na wierzchołkach mikronierówności powierzchni metalu.
b) produkty zużycia wypełniają przestrzenie pomiędzy mikrow zniesieniami.
c) końcowy etap formowania filmu polimerowego podczas procesu tarcia)
Pierwsza warstwa formowana jest na wierzchołkach mikronierówności powierzchni metalowej i jest z nią ściśle związana. Warstwa ta nie jest praktycznie usuwana podczas procesu tarcia. Jednocześnie wraz z przenoszeniem polimeru na powierzchnię metalu występuje tworzenie produktów zużycia poprzez ścierne oddziaływanie wierzchołków mikronierówności powierzchni metalu na powierzchnię materiału polimerowego. Produkty te stopniowo wypełniają wgłębienia
Wyszukiwarka
Podobne podstrony:
jąkanie5 Zdiagnozowaiem ciężkie jąkanie, co zostało potwierdzone w dalszym przebiegu obserwacji i te
Aktywnie słuchaj i potwierdź, co zostało powiedziane. Słuchanie umożliwi ci zrozumienie ich percepcj
skanuj0284 (3) 298 PHP i MySQL dla każdego Wynik działania takiego zapytania został przedstawiony na
Praktyka pisania pracy co zostało uzyskane, jest wystarczającym materiałem, a niekiedy przerasta to,
Prawo i p k s V Konarska Wrzosek (37) Jeśli ukarany uiścił wcześniej karę grzywny (lub została ona
skanowanie0040 126 Organizacja cytoplazrny Iową (odczynnik Bracheta). Obserwacje te zostały potwierd
Postawione tezy rozprawy zostały potwierdzone na drodze eksperymentalnej. Opracowane zostały konstru
6. Student osiągający bardzo dobre wyniki studiów, z tytułu uczestnictwa w pracach badawczych lub
S6304272 Co wiem już na dany temat? ze wszystkim, co zostało kiedykolwiek napisane na dany Następny
LuhmannS21 374 Rozdział IX TUd opis moi* kmIsć następnie ponownie wprowadzony do tego. co zostało op
więcej podobnych podstron