1629290383
Monika Kamila Gorbacewicz, Elżbieta Skorupska
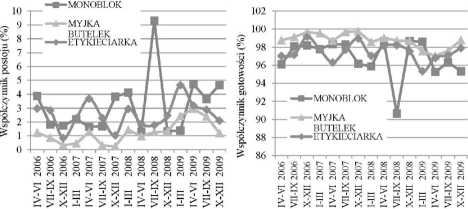
Rysunek 8. Współczynnik postoju linii roz-lewniczej do piwa w funkcji czasu Figurę 8. Average operation time ofthe beer bottling linę as a function of time
Rysunek 9. Współczynnik gotowości linii rozlewniczej do piwa w funkcji czasu Figurę 9. Coefficient of readiness of the beer bottling linę as a function of time
Na podstawie analizy krzywych (rys. 9) przedstawiających współczynnik gotowości urządzeń stwierdzono, iż krzywe gotowości maszyn obrazują prawie 100% ich gotowość. Krzywa współczynnika gotowości monobloku do pracy obrazuje wyraźny spadek gotowości do 95, a nawet 90%. Najlepszą gotowość do pracy obrazuje krzywa myjarki butelek, jej gotowość delikatnie spada poniżej 98% w połowie 2009 roku. Krzywa etykieciarki ma charakter paraboliczny i jej zakres waha się od 95 do 99% gotowości.
Analiza niezawodności z wykorzystaniem drzewa błędów
Analiza drzewa błędów pozwala na otrzymanie minimalnych kombinacji zdarzeń pierwotnych, prowadzących do zajścia zdarzenia wierzchołkowego. Drzewa błędów są tworzone za pomocą symboli graficznych (tab. 1).
Na rysunku 10 przedstawiono drzewo błędów dotyczące stanu niezdatności oraz zdarzenia pierwotne monobloku. Opis drzewa błędów stanu niezdatności monobloku jest następujący: 1 -zmniejszona prędkość pracy urządzenia, 2 - problem z podnośnikiem butelek, 3 - duża ilość niedolanych butelek, 4 - usterka kapslownicy, 5 - blokada ślimaka wprowadzającego butelki, 6 - drgania stołu monobloku, 7 - rozsprzęglony ślimak na wejściu na monoblok, 8 - awaria czujnika zbierania piany. Zdarzenia pierwotne, z jakimi mamy do czynienia w monobloku, to: xl - drgania urządzenia, x2 - rozsprzęglony ślimak, x3 - uszkodzona przekładnia, x4 - zła obsługa urządzenia, x5 - luzy na wale, x6 - brak oleju w przekładni, x7 - awaria sondy, x8 - awaria zaworu, x9 - przeciekanie butelek na kranach, xl0 - przenośnik nie podaje kapsli, xl 1 - rozregulowany czujnik podający kapsle, zl
Wyszukiwarka
Podobne podstrony:
Monika Kamila Gorbacewicz, Elżbieta Skorupska rządzania utrzymania ruchu linii produkcyjnej w przemy
Monika Kamila Gorbacewicz, Elżbieta Skorupska 4. Średni czas pracy linii między uszkodzeniami Trir (
Monika Kamila Gorbacewicz, Elżbieta Skorupska Na rysunku 11 przedstawiono drzewo błędów dotyczące st
Monika Kamila Gorbacewicz, Elżbieta SkorupskaLiteratura Borysewicz, M.; Furtek, A.; Potempski, S. (2
Monika Kamila Gorbacewicz, Elżbieta Skorupska w czwartym kwartale w latach 2006-2009 spowodowany jes
20 Elżbieta Moskalewicz-Ziółkowska Rysunek 2 Problemy, z jakimi absolwenci zgłaszają się do biur kar
26 R, BARTKOWIAK Rysunek 6. Współczesne znaczenie zasady ludnościowej Malthusa Źródło: opracowanie
Rysunek 1.1. Współczesne zadania wibroakustyki. 3
1.3 Dopasowanie fazowe 13 Rysunek 1.5: Współczynniki złamania dla kryształu dwójłomnego jednoosioweg
12. Szypenbejl-Gruca Elżbieta : Wykorzystanie możliwości współczesnej techniki w
DSCN0088 (3) 100 Elżbieto Skorupska-Raczyńska wieku przymiotnikami.’ jasnozłoty, jasnozłocisty, złot
DSCN0090 104 Elżbieto Skorupska-Raczy tttka foczy] jak czarne paciorki", „błękitne jak turkusy&
> Zarządzanie sieciami WAN <11 Rysunek 12. Wykorzystanie publicznej sieci telefonicznej do prz
skanuj0031 (73) 34 ANDRZEJ KOWALCZYK 5. Wybrane formy współczesnej turystyki kulturowej Przed przejś
Slajd7 Lipofilowość im wyższy współczynnik podziału, tym wyższe powinowactwo do błon lipidowych
IMG?10 ANNA KRAJEWSKADramat genologii, czyli o gatunkach współczesnego dramatu 1. Od poetyk sfo
więcej podobnych podstron