5460978089
PLANOWANIE PROCESÓW ŁADUNKOWYCH UZBROJENIA I SPRZĘTU WOJSKOWEGO...
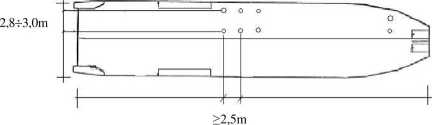
Rys. 11. Odległości mocowania zaczepów mocujących w przestrzeni ładunkowej Źródło: Opracowanie własne na podstawie IMO
Osprzęt wchodzący w skład systemu mocowania musi spełniać następujące warunki:
- odpowiadać wymaganiom instytucji klasyfikacyjnej;
- być niezawodny, łatwy i bezpieczny w użyciu;
- składać się z możliwie niewielkiej ilości standardowych elementów;
- pasować do wszelkich rozmiarów ładunku;
- być lekki i łatwy do przechowywania i konserwacji.
Stałe elementy mocowania ładunku takie, jak gniazda kontenerowe, prowadnice oraz różnego rodzaju zaczepy (wpuszczane, krzyżowe, płytowe i pierścieniowe - rys. 12) do mocowania, rozmieszczone na pokładach, grodziach, burtach statku i innych częściach konstrukcyjnych statku, zgodnie z przepisami Polskiego Rejestru Statków.
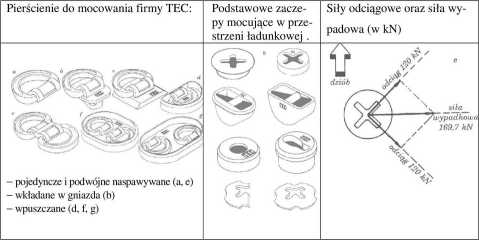
Rys. 12. Typowe zaczepy mocujące oraz pierścienie do mocowania w przestrzeni ładunkowej Źródło: Opracowanie własne na podstawie DD 4.4.3 oraz IMO
197
Wyszukiwarka
Podobne podstrony:
PLANOWANIE PROCESÓW ŁADUNKOWYCH UZBROJENIA I SPRZĘTU WOJSKOWEGO... Źródło: [oniine]. [dostąp:
PLANOWANIE PROCESÓW ŁADUNKOWYCH UZBROJENIA I SPRZĘTU WOJSKOWEGO...12. Międzynarodo
PLANOWANIE PROCESÓW ŁADUNKOWYCH UZBROJENIA I SPRZĘTU WOJSKOWEGO... — 1 okręt wsparcia logistycznego
PLANOWANIE PROCESÓW ŁADUNKOWYCH UZBROJENIA I SPRZĘTU WOJSKOWEGO... 2. PRZYGOTOWANIE, ZAŁADUNEK
PLANOWANIE PROCESÓW ŁADUNKOWYCH UZBROJENIA I SPRZĘTU WOJSKOWEGO... OOG. Masa jednostek kontenerowych
PLANOWANIE PROCESÓW ŁADUNKOWYCH UZBROJENIA I SPRZĘTU WOJSKOWEGO... 5. PRZYGOTOWANIE, ZAŁADUNEK
Jesteśmy czołowym dostawcą i eksporterem uzbrojenia i sprzętu wojskowego produkowanego] przez polski
wydatkiobronykrajeNATO jpeg Kraj Wydatki na obronność* % PKB Wydatki na zakup uzbrojenia i sprzętu w
ZESZYTY NAUKOWE WSOWL ISSN 1731-8157 Nr 4 (158)2010 Radosław MILEWSKI*PLANOWANIE PROCESÓW ŁADUNKOWYC
Geneza i rozwój logistyki wojskowej Rys. 1.11. Zintegrowane podejście logistyczne Ze względu na
M Feld TBM486 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.9. Korpus maty4
M Feld TBM494 494 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.18. Głowica
M Feld TBM502 502 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.33. Rozwiąz
M Feld TBM508 508 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.42. Wytacza
M Feld TBM510 510 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.46. Zderzak
M Feld TBM522 522 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.65. Obróbka
M Feld TBM540 540 11. Projektowanie procesu technologicznego części klasy korpus RYS. 11.78 (cd.)
więcej podobnych podstron