„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Gałązka
Drukowanie wyrobów włókienniczych
826[01].Z4.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Artur Pacholski
mgr inż. Małgorzata Piechota
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826[01].Z4.03
Drukowania wyrobów włókienniczych, zawartego w modułowym programie nauczania dla
zawodu operator maszyn w przemyśle włókienniczym.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Techniki i odmiany technologiczne druku
6
4.1.1.
Materiał nauczania
6
4.1.2.
Pytania sprawdzające
15
4.1.3.
Ć
wiczenia
15
4.1.4.
Sprawdzian postępów
17
4.2.
Oddziały pomocnicze drukarni
18
4.2.1.
Materiał nauczania
18
4.2.2.
Pytania sprawdzające
25
4.2.3.
Ć
wiczenia
26
4.2.4.
Sprawdzian postępów
27
4.3.
Drukarki i drukowanie
28
4.3.1.
Materiał nauczania
28
4.3.2.
Pytania sprawdzające
40
4.3.3.
Ć
wiczenia
41
4.3.4.
Sprawdzian postępów
42
5.
Sprawdzian osiągnięć
43
6.
Literatura
48
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o Drukowaniu tkanin i dzianin.
Zapoznasz się z technikami i odmianami technologicznymi druku. Poznasz maszyny
i urządzenia do drukowania.
W poradniku zamieszczono:
–
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
–
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
–
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
–
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
–
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
–
sprawdzian postępów,
–
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
–
literaturę uzupełniającą.
Schemat układu jednostek modułowych
826[01].Z4.01
Bielenie włókien
i wyrobów włókienniczych
826[01].Z4.02
Barwienie włókien
i wyrobów
włókienniczych
826[01].Z4.03
Drukowanie wyrobów
włókienniczych
826[01].Z4
Technologia wykończania
włókien i wyrobów włókienniczych
826[01].Z4.05
Wykończanie mechaniczne
i termiczne wyrobów
włókienniczych
826[01].Z4.04
Nakładanie apretur
i innych wykończeń
uszlachetniających
na wyroby włókiennicze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
klasyfikować podstawowe surowce włókiennicze ze względu na ich pochodzenie
i długość włókien, rozpoznawać podstawowe grupy surowców na podstawie koloru,
chwytu i próby palenia oraz rozróżniać surowce i wyroby na podstawie nazw
handlowych i oznaczeń,
−
podawać nazwy handlowe najczęściej produkowanych włókien,
−
charakteryzować właściwości mechaniczne, fizyczne, chemiczne i użytkowe różnych
surowców włókienniczych,
−
określać wpływ pochodzenia włókien i ich składu chemicznego na zastosowanie
i właściwości wyrobów,
−
charakteryzować podstawowe rodzaje wyrobów włókienniczych i określać ich
podstawowe wskaźniki technologiczne,
−
charakteryzować podstawowe parametry budowy wyrobów włókienniczych,
−
charakteryzować procesy bielenia i barwienia, rodzaje używanych środków chemicznych
ich wpływ na proces,
−
definiować podstawowe wskaźniki jakościowe wyrobów włókienniczych,
−
objaśniać podstawowe metody wyznaczania wskaźników jakościowych wyrobów
włókienniczych,
−
określać zasady pobierania próbek wyrobów włókienniczych,
−
określać warunki wykonywania badań,
−
określać warunki procesu bielenia i barwienia, skład kąpieli bielących i barwiących,
−
badać wskaźniki użytkowe i strukturalne liniowych i płaskich wyrobów włókienniczych,
−
obliczać wartość podstawowych parametrów wyrobów włókienniczych,
−
rozpoznawać elementy maszyn i mechanizmów,
−
odczytywać rysunki z uwzględnieniem wymiarowania,
−
odczytywać rysunki techniczne i uproszczenia rysunkowe,
−
odczytywać rysunki zestawieniowe zespołów i podzespołów maszyn, ustalać działanie
i określać elementy składowe,
−
wykonywać proste rysunki techniczne,
−
korzystać z dokumentacji technicznej, PN, katalogów,
−
odczytywać
Dokumentację
Techniczno-Ruchową,
dokumentację
technologiczną
i warsztatową,
−
korzystać z różnych źródeł informacji,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
posługiwać się sprzętem laboratoryjnym z zachowaniem zasad bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku realizacji jednostki modułowej powinieneś umieć:
−
scharakteryzować rodzaje i techniki druku wyrobów włókienniczych,
−
posłużyć się rejestrem barwników i środków pomocniczych,
−
scharakteryzować farby i środki pomocnicze używane do drukowania,
−
rozróżnić technologie druku tkanin i dzianin,
−
zanalizować technologie drukowania specjalnego,
−
scharakteryzować maszyny drukujące i zasady ich działania,
−
scharakteryzować procesy przygotowujące do drukowania wyrobów włókienniczych
z włókien naturalnych, sztucznych i syntetycznych,
−
wybrać wzór do drukowania na tekstyliach,
−
dobrać i przygotować skład pasty drukarskiej do drukowania według receptury,
−
zasilić maszynę drukarską pastą drukarską,
−
przygotować wyroby włókiennicze do drukowania,
−
obsłużyć drukarkę,
−
wykonać drukowanie wyrobów włókienniczych,
−
utrwalić nadrukowane barwniki,
−
wykryć błędy i usunąć wady powstałe podczas drukowania,
−
wykończyć drukowane tekstylia,
−
zastosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4.
MATERIAŁ NAUCZANIA
4.1. Techniki i odmiany technologiczne druku
4.1.1. Materiał nauczania
Drukowanie to barwienie określonej powierzchni materiału w określone kształty. Na
materiał przeznaczony do drukowania nakładany jest barwnik drukarski w postaci pasty.
Następnie naniesiony barwnik jest utrwalany. Po utrwaleniu barwnika przeprowadza się
usunięcie zbędnego nie utrwalonego barwnika poprzez pranie.
Podstawowe techniki drukarskie:
−
druk zwykły i druk bezpośredni,
−
druk wywabowy,
−
druk ochronny,
−
druk transferowy,
Szczególne techniki druku:
−
druk nasypowy (flokowy),
−
druk pigmentowy,
−
druk lakowy,
−
druk osnowowy,
−
druk wypalany,
−
druk puchnący,
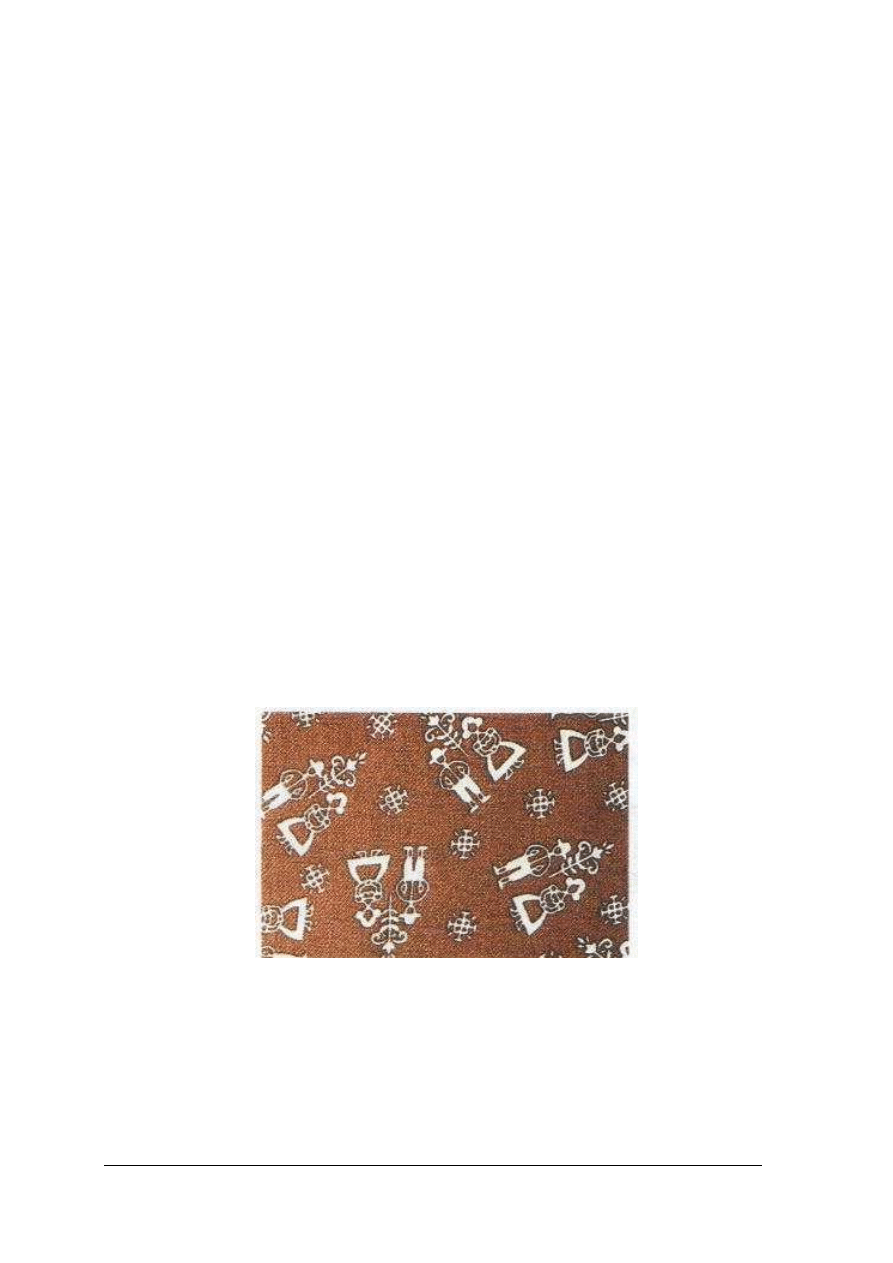
Druk zwykły i druk bezpośredni
W druku bezpośrednim barwnik nanosi się bezpośrednio na materiał, w druku zwykłym
barwniki barwiące na kolory ciemniejsze nanosi się na wcześniej naniesione kolory jasne.
Rys. 1. Druk bezpośredni (prawa strona materiału) [6, s. 90]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
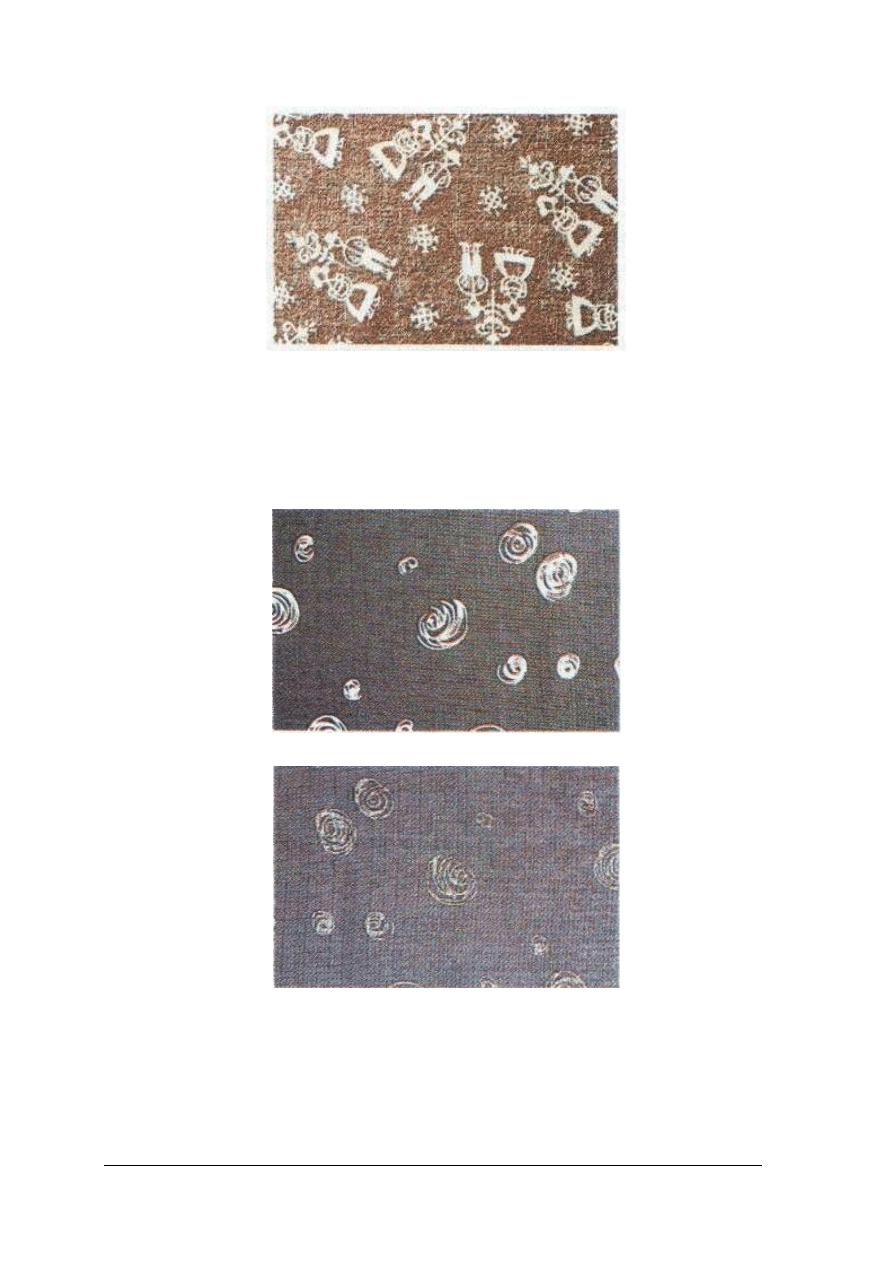
Rys. 2. Druk bezpośredni (lewa strona materiału) [6, s. 90]
Druk wywabowy
Druk wywabowy polega na nanoszeniu pasty trawiącej na uprzednio wybarwioną
powierzchnię, w wyniku tego zostaje zniszczony (wywabiony) barwnik w miejscach, na które
została naniesiona pasta. Otrzymane wzory mogą pozostać białe, ale można je także zabarwić
na inny kolor.
Rys. 3. Druk wywabowy (prawa strona materiału) [6, s. 90]
Rys. 4. Druk wywabowy (lewa strona materiału) [6, s. 90]
Druk ochronny
Ta technika polega na drukowaniu na powierzchni materiału wzorów pastą nie dającą się
barwić. Następnie zadrukowany materiał poddaje się barwieniu. W procesie barwienia
zadrukowane miejsca nie zmieniają barwy. Otrzymane wzory mogą być białe lub kolorowe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Rys. 5. Druk ochronny (prawa strona materiału) [5, s. 90]
Rys. 6. Druk ochronny (lewa strona materiału) [6, s. 90]
Druk transferowy
Jest to technika, w której metodą poligraficzną przygotowuje się wzór na papierze. Wzór
drukuje się specjalnym barwnikiem na specjalnym papierze. Wzory te nanosi się na materiał
za pomocą prasy. W wyniku działania ciśnienia i wysokiej temperatury barwnik przechodzi
ze stałego stanu skupienia w gazowy i wsiąka we włókna. Schemat druku na rysunku 7.
Przekrój włókien
Rys. 7. Schemat druku transferowego [6, s. 90]
W uproszczeniu, można powiedzieć, że wzór naprasowuje się na materiał.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
Rys. 8. Papier do druku transferowego [6, s. 90]
Rys. 9. Druk transferowy [6, s. 90]
Tego rodzaju druk stosuje się najczęściej na materiałach z włókien syntetycznych. Po
odpowiednim przygotowaniu można tę technikę stosować również do drukowania materiałów
z włókien naturalnych lub z mieszanek. W tej technice uzyskuje się bardzo skomplikowane
i precyzyjne wzory o różnorodnych odcieniach kolorystycznych.
Druk nasypowy (flokowy)
Druk flokowy polega na tym, że tkanina zostaje zadrukowana wzorami z kleju. Następnie
na tkaninę rozsypuje się pocięte włókienka, które przyczepiają się do zadrukowanych miejsc.
Rys. 10. Druk nasypowy [6, s. 90]
Dla wyrównania wzoru podczas rozsypywania włókienek stosuje się ich orientowanie
ładunkami elektrostatycznymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
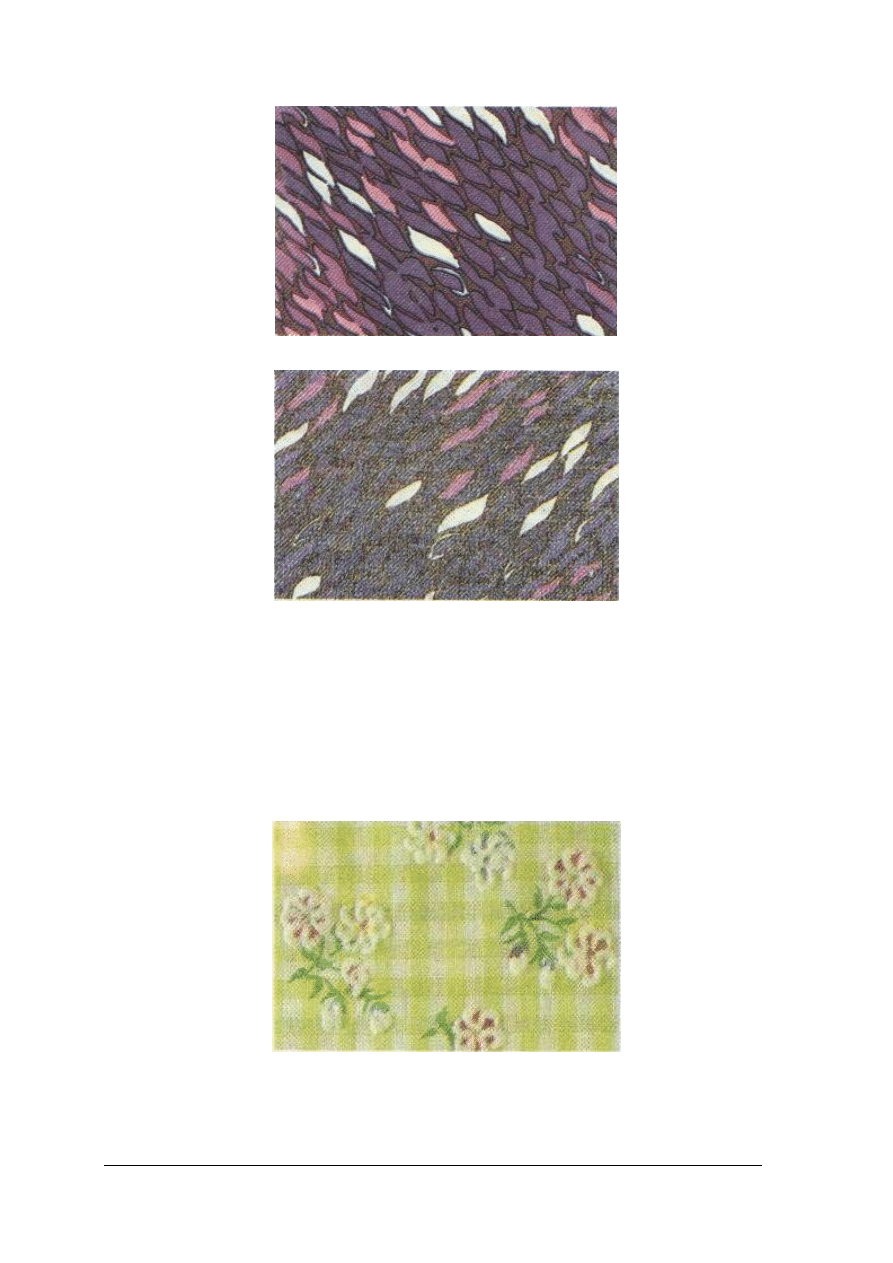
Druk pigmentowy
W technice tej pigment farby drukarskiej zostaje naniesiony na powierzchnię materiału za
pomocą kleju. Pasta drukarska składa się pigmentu farby drukarskiej i kleju. Druk
pigmentowy wykonywany na podłożach sfałdowanych, lub podwójnych „ożywia” wyrób
płaski. W tym druku dominują wzory: kwiaty, geometryczne, orientalne, kamuflażowe
militarne.
Rys. 11. Druk pigmentowy [6, s. 90]
Druk lakowy
Ta technika drukowania przebiega podobnie jak druk pigmentowy, różni się jednak tym,
ż
e na materiał jest nanoszony razem z barwnikiem lak.
Rys. 12. Druk lakowy [6, s. 90]
Druk osnowowy
Druk osnowowy polega na tym, że wzór jest drukowany na osnowie jeszcze przed
procesem tkania. Podczas tkania na skutek różnych napięć działających na nitki tworzy się
szczególny wzór, którego kontury rozmywają się.
Rys. 13. Druk osnowowy [6, s. 90]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Druk wypalany
Ten rodzaj druku pozwala na uzyskanie tkanin miejscowo pocienionych o delikatnej
strukturze. Procesowi wytrawiania poddaje się tzw. multimieszanki, wyroby zawierające
w swym składzie kilka, a nawet kilkanaście rodzajów włókien. Często tak prowadzi się proces
aby wyrób miejscowo uległ destrukturyzacji (zniszczeniu). Podyktowane jest to modą na
celowe postarzanie wyrobów. Postarzanie może odbywać się przy pomocy środków
chemicznych (siarczan lub chlorek glinu), techniką laserową (trawi się włókna chemiczne),
obróbką powierzchniową przy pomocy enzymów.
Druk puchnący
Druk puchnący stwarza nowe możliwości zdobnicze. Efekt takiego druku uzyskuje się
nanosząc pastę zawierającą składniki, które procesów podwyższonej temperaturze tworzą żel
i wydzielają produkty gazowe. Po nadrukowaniu takiej farby, która oprócz składników
tworzących żel zawiera pigment, środek wiążący i zagęszczenie, poddaje się wyrób
dogrzewaniu procesów temperaturze 180–200
o
C. Druk ten stosuje się na tkaninach gładkich
głównie bawełnianych. Dla wzbogacenia efektów przestrzennych druku puchnącego,
wprowadza się pomocniczo druk pigmentowy. Zadrukowane odpowiednio zaprojektowanym
motywem fragmenty tkanin zyskują wygląd płaskorzeźby. Taka forma aplikacji zastępuje
haft.
Rodzaje procesów drukarskich
Rozróżniamy następujące rodzaje procesów drukarskich:
−
druk ręczny,
−
druk wałowy,
−
druk filmowy płaski i rotacyjny,
−
druk natryskowy.
Najstarsze sposoby miejscowego barwienia tkanin to: bandhan, golas, batik, druk ręczny.
Batik polega na nanoszeniu na białą tkaninę wosku za pomocą stempla lub naczyńka
z cienką rurką, a następnie zanurzaniu tkaniny w roztworze barwnika. Barwienie przebiega
w temperaturze niższej od temperatury topnienia wosku. Wosk usuwa się w czasie prania we
wrzącej wodzie.
Jednym z najstarszych z procesów drukarskich jest druk ręczny, współcześnie bardzo
rzadko stosowany. Polega na nanoszeniu farby na materiał za pomocą szablonu lub wzornika.
Odciskając stempel na tkaninie wielokrotnie według ustalonego raportu otrzymuje się
pokrycie całej powierzchni. Tą metodą otrzymujemy wzory jedno lub wielo barwne. Jest to
rodzaj druku stosowany w chałupnictwie.
Rys. 14. Wzornik drukarski [6, s. 91]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 15. Druk ręczny [6, s. 91]
Druk wałowy
To najstarszy z maszynowych procesów drukarskich stosowany do dziś, w którym
prędkość drukowania może wynosić do 100 m/min. Można drukować do 16 kolorów. Zaletą
tego procesu jest uzyskiwanie wzorów o ostrych konturach. Taki sposób druku znajduje
zastosowanie do drukowania małych wzorów. Wzór graweruje się na wale miedzianym.
Jeden wał jest przeznaczony dla jednego koloru.
Rys. 16. Zasada druku wałowego [6, s. 91]
Z koryta farba drukarska jest nanoszona na wał drukarski za pomocą walca barwiącego.
Nadmiar farby zgarnia nóż (rakiel), przylegający do powierzchni wałka miedzianego. Między
prasą (bęben ciśnieniowy), a wałem drukarskim przesuwa się tkanina. Prasa dociska ją do
wału drukarskiego, co powoduje odbicie wzorów z wału na tkaninę. Podkładka drukarska,
czyli tkanina współbieżna z zadrukowywaną tkaniną, uniemożliwia rozmazanie się nadmiaru
farby przejmując farbę, która przedostała się na drugą stronę zadrukowywanej tkaniny.
Rys. 17. Druk wałowy (prawa strona materiału) [6, s. 91]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 18. Druk wałowy (lewa strona materiału) [6, s. 91]
Druk filmowy (szablonowy)
Druk filmowy inaczej nazwany jest drukiem szablonowym. Wzór nanosi się na szablon,
zaznacza się jego kontury, a te części szablonu, które mają być niezadrukowane pokrywa się
lakierem, aby nie przedostała się farba. Dla każdego koloru wykonuje się odrębny szablon.
Taki sposób drukowania sprawdza się przy drukowaniu wzorów o dużych powierzchniach
barwnych.
Rys. 19. Druk filmowy [6, s. 91]
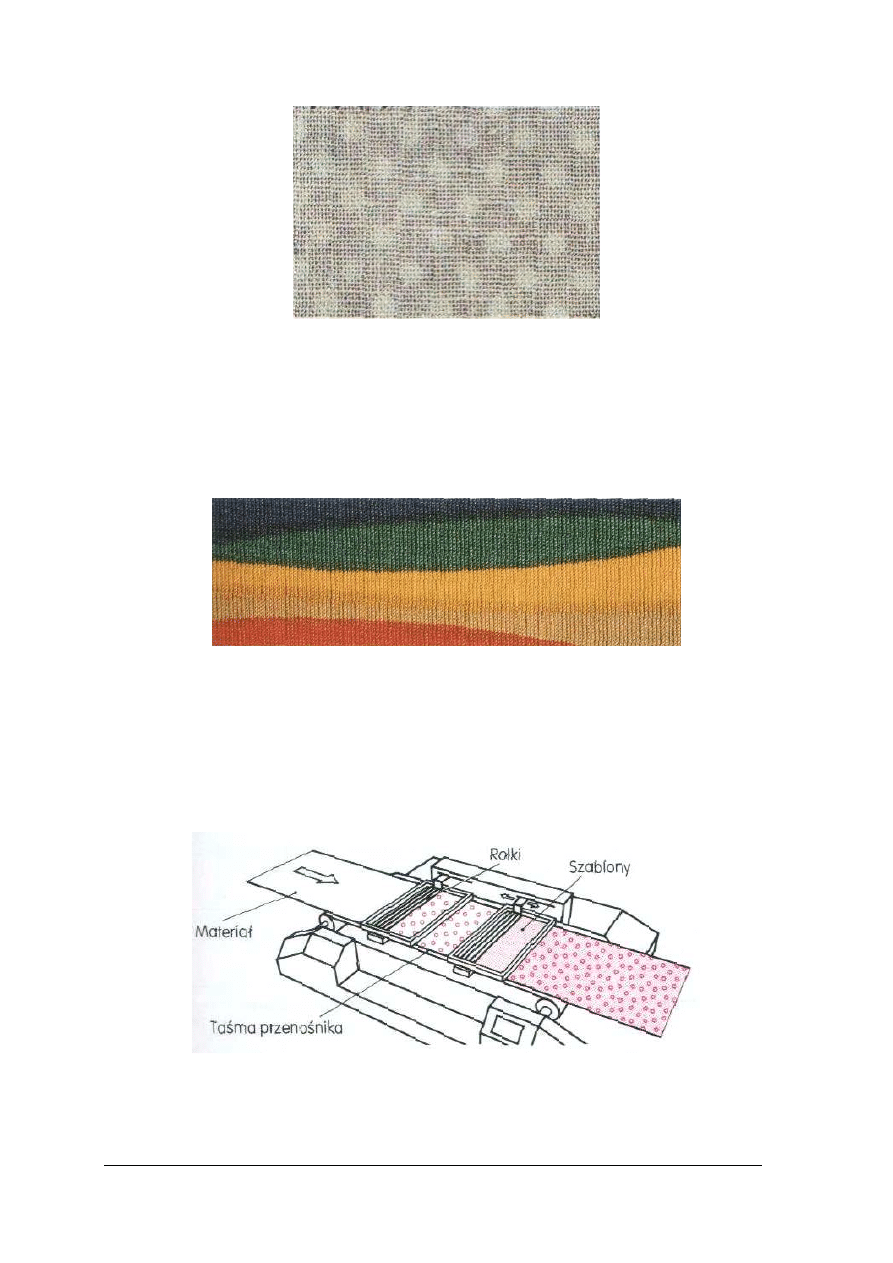
Druk filmowy płaski
Druk filmowy płaski przebiega w następujący sposób:
−
zadrukowywany materiał jest przypięty lub przyklejony do taśmy przenoszącej,
−
w czasie postoju taśmy nanoszony jest druk (za pomocą kilku szablonów jednocześnie,
rozmieszczonych na całej jej długości),
−
po zadrukowaniu taśma przesuwa się o jedną długość szablonu.
Po szablonach poruszają się rolki, które nanoszą farbę na materiał.
Rys. 20. Zasada druku filmowego płaskiego [6, s. 91]
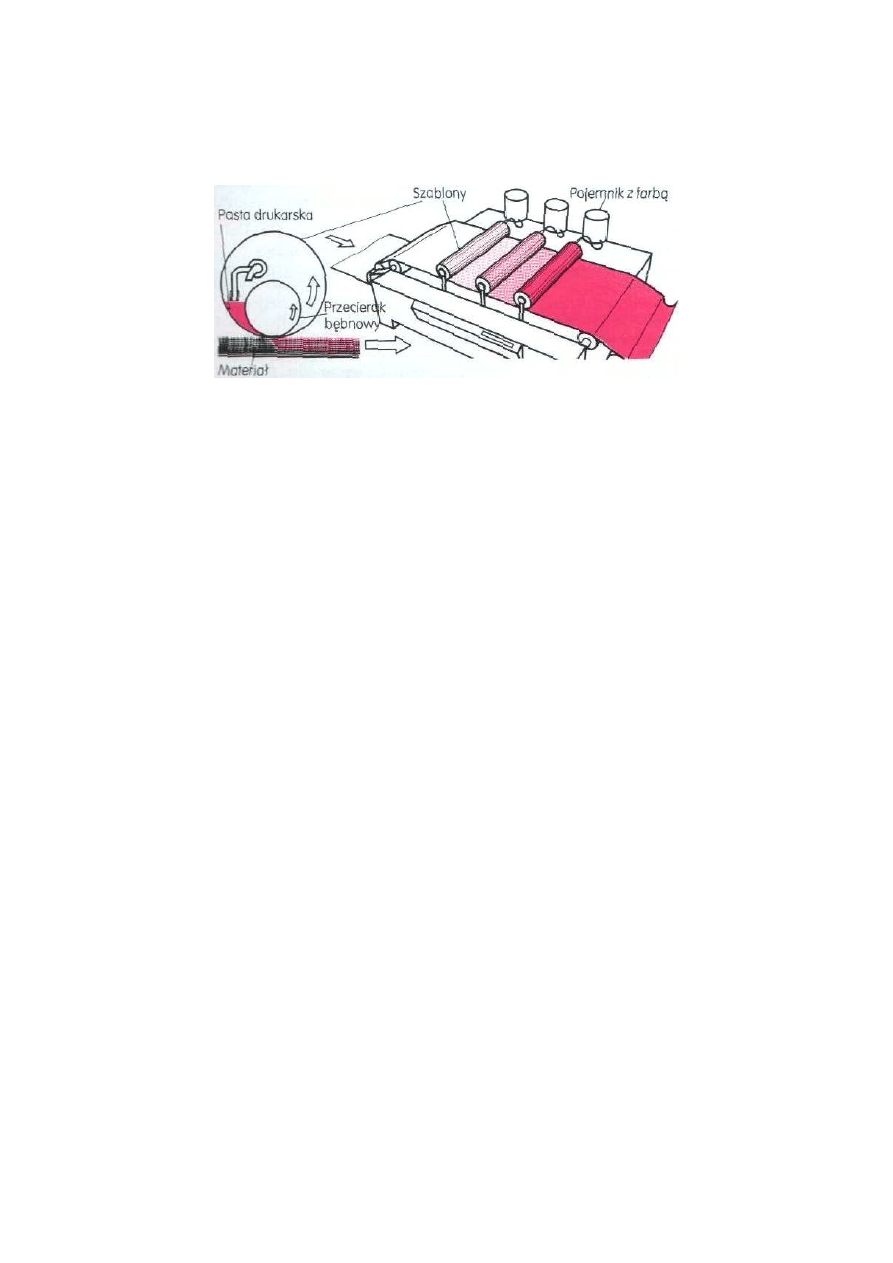
Druk filmowy rotacyjny
Druk rotacyjny jest to nowocześniejsza, udoskonalona forma druku płaskiego filmowego.
W metodzie tej druk przebiega w sposób ciągły. Pasta drukarska jest pompowana
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
z pojemników na szablony drukarskie i przeciskana przez otwory w szablonach za pomocą
przecieraków bębnowych. Szablon nie jest płaski, lecz w kształcie walca. Pasta jest
przeciskana od środka na zewnątrz.
Rys.21. Zasada druku rotacyjnego [6, s. 91]
Druk natryskowy
Druk natryskowy jest najnowszą techniką druku inaczej zwany drukiem dyszowym.
Technika ta charakteryzuje się brakiem materialnego nośnika wzoru, który zastępuje program
komputerowy, sterujący pracą specjalnych dysz natryskowych. Występują dwa rodzaje druku:
−
druk natryskowy niskiej rozdzielczości,
−
druk natryskowy wysokiej rozdzielczości.
W druku niskiej rozdzielczości farba nanoszona jest indywidualnie zasilanymi dyszami
natryskowymi, zgrupowanymi w zespoły odpowiadające poszczególnym kolorom wzoru.
Dysze te są umieszczone w kilku rzędach poprzecznych w stosunku do kierunku przesuwu
drukowanego wyrobu, a więc w kierunku poprzecznym do osi maszyny. Ilość rzędów
(odpowiada liczbie kolorów maszyny) określa maksymalne możliwości kolorystyczne. Gęstość
rozmieszczenia, tak zwana podziałka dysz, w przypadku druku niskiej rozdzielczości wynosi
najczęściej 2,5–5 mm, co odpowiada podziałce stosowanej w dywanach tkanych. Dla wysokiej
rozdzielczości podziałka wynosi 5–20 punktów natryskowych/mm. Jest to druk odpowiadający
jakości druku papieru z zastosowaniem komputerowych drukarek atramentowych.
Główne zalety techniki ink-jet” to bezpośredni charakter, ogromne możliwości wzornicze
i kolorystyczne oraz elastyczność produkcji. Metoda „ink-jet” do celów zdobienia surowców
włókienniczych oparta jest o odpowiednio wyselekcjonowane i przygotowane atramenty.
Atramenty te stanowią roztwory lub bardzo wysoko rozproszone zawiesiny barwników lub
pigmentów. Obecnie stosowane są w zależności od rodzaju włókna barwniki reaktywne,
kwasowe lub metalokompleksowe, zawiesinowe oraz pigmenty.
Tkaniny i dzianiny przed drukowaniem podlegają procesom przygotowawczym. Rodzaj
prowadzonych procesów jest zależny od ich składu surowcowego. Dla materiałów z włókien
celulozowych (za wyjątkiem sztucznych włókien octanowych) są to operacje:
−
bielenia dla nadania wymaganego stopnia bieli i odpowiedniej higroskopijności,
−
strzyżenia dla usunięcia nitek i pęczków,
−
szczotkowania w celu usunięcia przyczepionych nitek, włókien i kurzu.
Materiały z włókien wełnianych przed drukiem podlegają następującym operacjom:
−
odklejanie celem usunięcia klejonek i preparacji nałożonych w procesie wytwarzania,
−
pranie celem usunięcia natłustek, zabrudzeń i zmiękczenia materiału,
−
chlorowanie celem zwiększenia chłonności barwników i niespilśniania się.
Wyroby z włókien syntetycznych podlegają następującym operacjom przygotowawczym:
−
pranie w celu usunięcia zanieczyszczeń i środków preparacyjnych,
−
bielenie w celu nadania odpowiedniej jakości bieli, może być chemiczne lub optyczne,
−
termostabilizacja w celu zapobieżenia trwałym odkształceniom.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co nazywamy drukowaniem?
2.
Jakie są podstawowe techniki drukarskie?
3.
Na czym polega druk zwykły?
4.
Na czym polega druk wywabowy?
5.
Na czym polega druk ochronny?
6.
Na czym polega druk transferowy?
7.
Jakie znasz rodzaje procesów drukarskich?
8.
Na czym polega proces druku wałowego?
9.
Na czym polega proces druku filmowego?
4.1.3. Ćwiczenia
Ć
wiczenie 1
Wykonaj druk ręczny i filmowy na próbkach tkanin o różnych fakturach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować stempelek (na ziemniaku i gumce wytnij wklęsłe wzory),
2)
przygotować gęste sitko i linijkę, próbki tkanin (najmniej 3 sztuki) o różnej fakturze,
3)
pobrać potrzebną farbę drukarską,
4)
nałożyć farbę drukarską pędzelkiem na stempel i zbierać jej nadmiar linijką,
5)
przykładać stemple do kolejnych próbek tkanin,
6)
pozostawić farbę do wyschnięcia,
7)
nanieść dowolny wzór przy pomocy szczoteczki (przecierając nią farbę) przez szablony
ć
wiczeniowe na kolejne próbki tkaniny,
8)
wysuszyć próbki,
9)
utrwalić druk zgodnie z instrukcją,
10)
wyprać, wypłukać i wysuszyć próbki,
11)
porównać skuteczność wydruku zastosowanymi metodami,
12)
zanotować spostrzeżenia po uzgodnieniu z nauczycielem.
Wyposażenie stanowiska pracy:
−
stół,
−
próbki tkanin,
−
farba drukarska,
−
gumka, ziemniak, linijka, nóż do wycinania wzorów,
−
instrukcja utrwalania druku,
−
przybory do pisania i zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Ć
wiczenie 2
Wykonaj przy pomocy stempli z ćwiczenia 1 druk wywabowy.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować stanowisko pracy,
2)
zgromadzić potrzebne środki,
3)
przygotować próbki tkaniny barwionej barwnikiem bezpośrednim,
4)
nanieść pastę trawiącą, tak jak farbę w ćwiczeniu 1, zachowując ostrożność
5)
zachować ostrożność przy pracy, składniki pasty są żrące,
6)
zostawić próbki do wyschnięcia,
7)
wypłukać próbki, usuwając resztki pasty,
8)
opisać zmiany, jakie zaszły pod wpływem pasty trawiącej.
Wyposażenie stanowiska pracy:
−
próbki stemple, pasta trawiąca,
−
woda mydło, suszarka, żelazko,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Wykonaj kilkakrotne nadruki na dzianinie bawełnianej tym samym fragmentem papieru
transferowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować papier transferowy i próbki białej dzianiny,
2)
przygotować żelazko i nagrzać je do odpowiedniej temperatury zgodnie z instrukcją
obsługi żelazka,
3)
drukować przy pomocy żelazka tym samym papierem przynajmniej trzy kolejne próbki,
4)
obejrzeć otrzymane nadruki i zaobserwować różnice w wyglądzie,
5)
uzgodnić swoje spostrzeżenia z nauczycielem zapisać w zeszycie.
Wyposażenie stanowiska pracy:
−
stół, deska do prasowania, żelazko z instrukcją obsługi,
−
dzianina,
−
papier transferowy,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Wykonaj druk ochronny na białym płótnie bawełnianym płynnym woskiem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować stanowisko pracy,
2)
zgromadzić potrzebne przybory i narzędzia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
3)
przygotować kąpiel barwiącą (może być barwnik do jajek) na podstawie instrukcji
przygotowanej przez nauczyciela,
4)
nanieść na płótno dowolny wzór woskiem z palącej się świecy przy pomocy igły lub
wykałaczki,
5)
umieścić płótno w kąpieli barwiącej i pozostawić na kilka minut w temperaturze
pokojowej,
6)
usunąć wosk za pomocą gorącego żelazka i bibuły,
7)
sformułować i zapisać spostrzeżenia i wnioski.
Wyposażenie stanowiska pracy:
−
płótno bawełniane, wosk, wykałaczka, świeca, barwnik do jajek,
−
instrukcja przygotowania kąpieli barwiącej,
−
szkło laboratoryjne,
−
tkanina lub bibuła do ścierania wosku,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.1.4
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia: drukowanie, druk zwykły, druk wywabowy,
druk ochronny, druk transferowy?
2)
zdefiniować techniki drukarskie szczególnych rodzajów?
3)
określić zadania wzornika (stempla) w druku ręcznym?
4)
określić rolę wałka z wygrawerowanym wzorem w druku wałowym?
5)
określić rolę szablonu w druku filmowym?
6)
określić rolę szablonów drukarskich w druku filmowym rotacyjnym?
7)
rozróżnić elementy drukujące w drukarkach?
8)
wskazać na różnicę w sposobie nanoszenia farby w druku filmowym
i wałowym?
9)
wykonać drukowanie ręczne techniką druku bezpośredniego,
filmowego, wywabowego i transferowego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
4.2.
Oddziały pomocnicze drukarni
4.2.1.
Materiał nauczania
Kuchnia farb
Kuchnia farb jest oddziałem pomocniczym drukarni. Tu przyrządza się farby drukarskie
oraz przygotowuje wszystkie roztwory środków chemicznych i pomocniczych wchodzących
w skład past drukarskich. Kuchnia farb jest wyposażona w następujące urządzenia:
−
kotły do gotowania zagęszczeń,
−
cedzarki,
−
dwu lub trójwalcowe młynki do farb drukarskich,
−
mieszadła szybkoobrotowe,
−
wagi,
−
dużą ilość naczyń różnej objętości z blachy kwasoodpornej, tworzyw sztucznych lub
drewna.
Obok kuchni najczęściej znajduje się podręczny magazyn barwników i chemikaliów.
Kuchnia farb jest oddziałem współpracującym z drukarnią. Przyrządza się w niej farby
drukarskie oraz przygotowuje wszystkie roztwory środków chemicznych i pomocniczych
wchodzących w skład farb. Kuchnia farb jest wyposażona w następujące urządzenia:
−
kotły do gotowania zagęszczeń,
−
cedzarki, dwu- lub trójwalcowe,
−
młynki do farb drukarskich,
−
mieszadła szybkoobrotowe,
−
wagi,
−
dużą ilość naczyń różnej objętości, z blachy kwasoodpornej, tworzyw sztucznych lub
drewna,
−
podręczny magazyn barwników i chemikaliów.
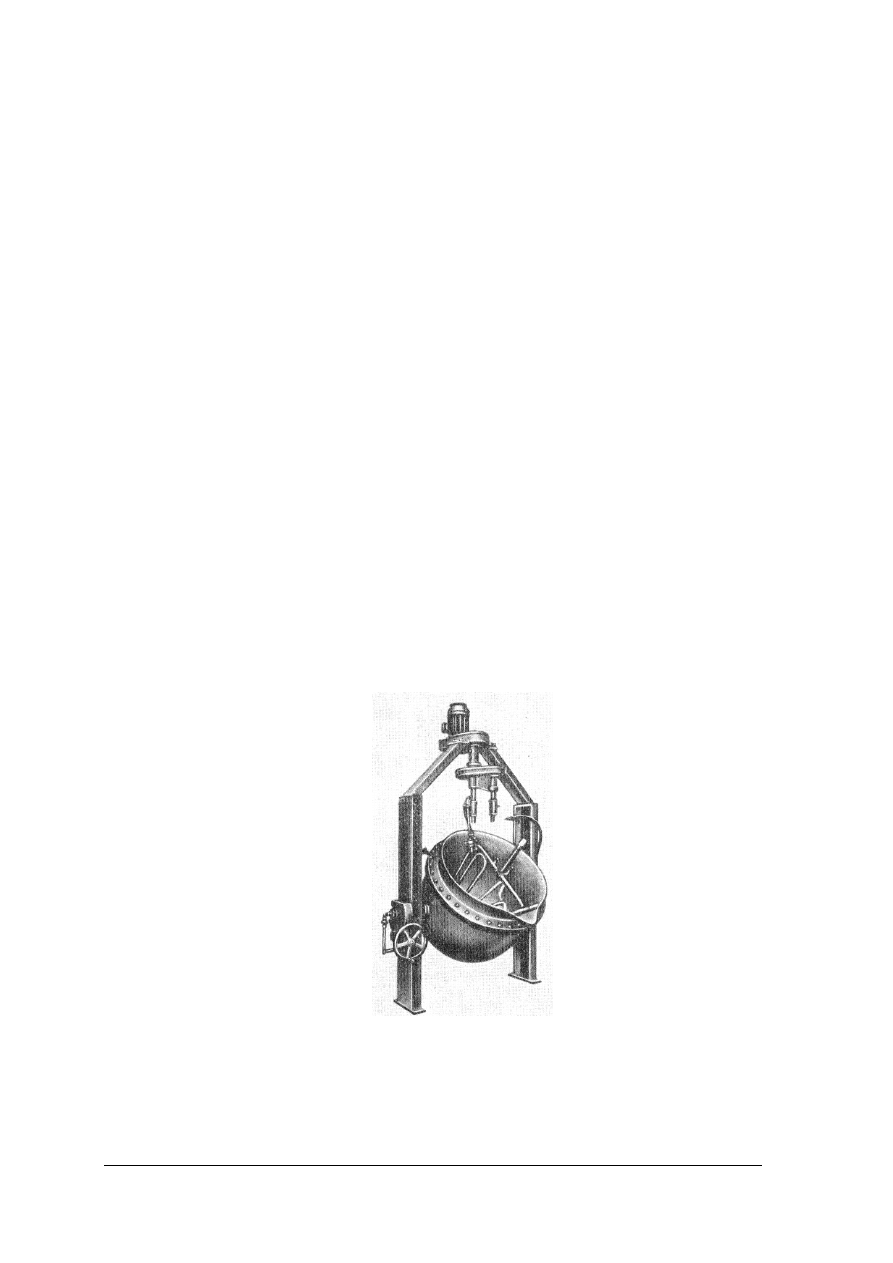
Rys. 22. Kocioł do przygotowywania zagęszczeń [2, s. 50]
Kotły do gotowania zagęszczeń (rys. 22) produkuje się z miedzi lub nierdzewnej stali
o podwójnych ściankach służących do ogrzewania parą lub chłodzenia wodą. W celu
zwiększenia intensywności w każdym kotle stosuje się pionowe, ustawione względem siebie
prostopadle mieszadła. Kocioł opróżnia się przez jego przechylenie. Ilość kotłów jest
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
dobrana do potrzeb drukarni; najczęściej stosowany jest zespół 3–5 kotłów o zróżnicowanej
pojemności (od 50 do 400 dm
3
).
Do rozcierania farb drukarskich zawierających substancje mineralne, takie jak tlenek
cynku czy tytanu, służą dwu- lub trójwalcowe młynki.
W celu oczyszczenia farby drukarskiej z zanieczyszczeń mechanicznych stosuje się
cedzarki mechaniczne i próżniowe, zaopatrzone w gęste sita. Cedzarce mechanicznej
przeciera farby wykorzystując się szczotki, a w cedzarka próżniowa – podciśnienie
wytwarzane pod sitem.
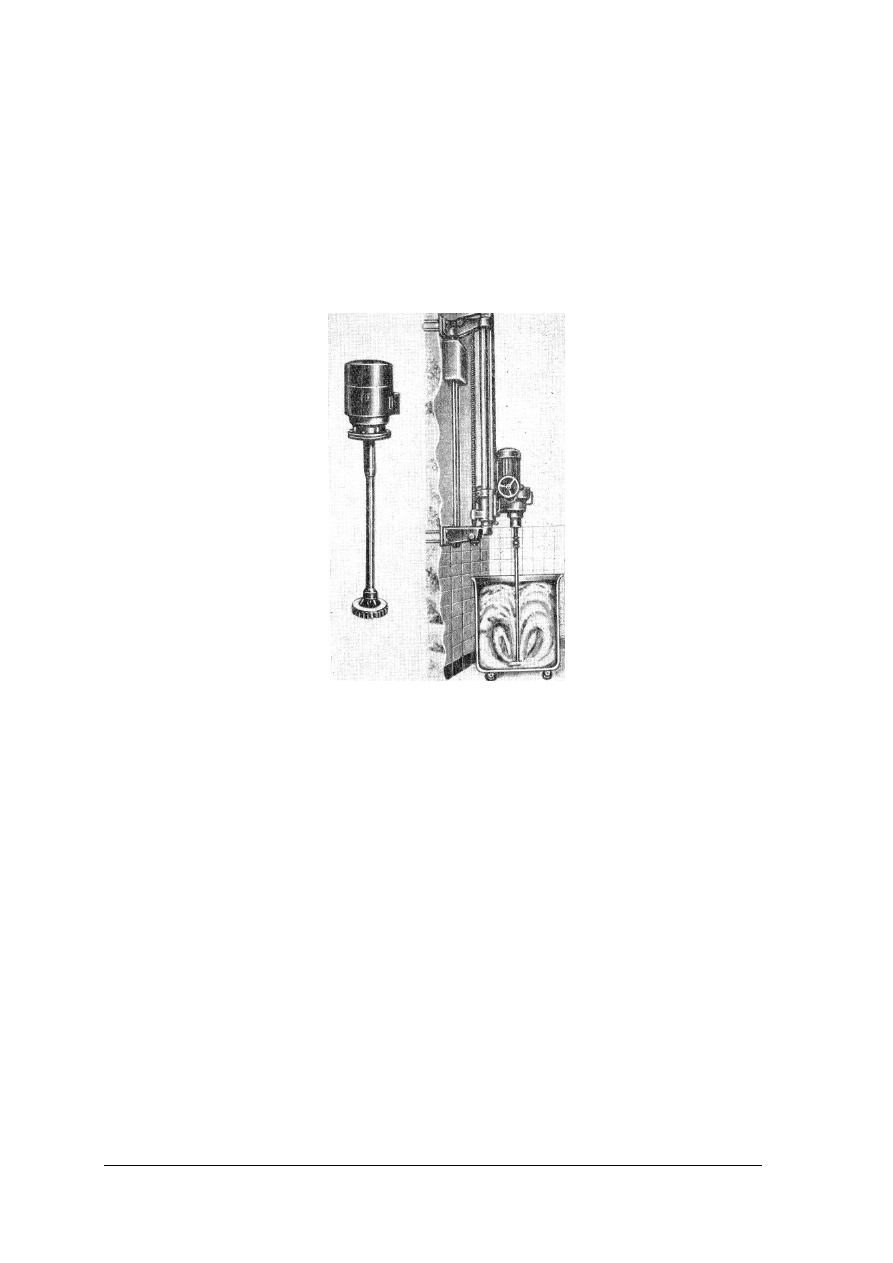
Do dokładnego i szybkiego wymieszania wszystkich składników farb oraz przygotowania
zagęszczeń, szczególnie emulsyjnych służą mieszadła szybkoobrotowe (rys. 23).
Rys. 23. Mieszadło szybkoobrotowe [2, s. 51]
Skład farb drukarskich
Składniki farby drukarskiej:
−
barwnik,
−
zagęszczenie,
−
rozpuszczalnik lub środek chemiczny umożliwiający rozpuszczanie barwnika,
−
ś
rodek ułatwiający trwałe zabarwienie włókna,
−
ś
rodki pomocnicze i katalizator.
W zależności od rodzaju druku, rodzaju barwnika, charakteru parku maszynowego,
sposobu utrwalania i innych czynników stosuje się odpowiedni skład ilościowy farby.
Barwniki
Do druku stosuje się:
−
barwniki rozpuszczalne w wodzie (helaktynowe, helasolowe, polfalanowe i inne),
−
nierozpuszczalne w wodzie (kadziowe, zawiesinowe).
Barwniki rozpuszczalne w wodzie stosowane do druku powinny charakteryzować się:
−
wysoką rozpuszczalnością,
−
łatwością utrwalania się w warunkach parowania lub dogrzewania,
−
wysoką odpornością użytkową.
Barwniki nierozpuszczalne w wodzie stosuje się w postaci proszków, past lub płynnych
zawiesin. Powinny odznaczać się:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
−
wysokim stopniem rozdrobnienia,
−
wysoką koncentracją,
−
brakiem zjawiska sedymentacji (oddzielanie się płynu od ciał stałych) w przypadku past
i płynnych zawiesin.
Zagęszczenia
Barwnik używany do druku powinien być rozpuszczony w wodzie lub rozpuszczalniku
i odpowiednio zagęszczony. Zagęszczenie umożliwia utrzymanie barwnika w konturach
drukowanego wzoru. Od właściwości zagęszczenia zależy efekt kolorystyczny wydruku. Na
efekt kolorystyczny składają się:
−
wydajność barwnika,
−
czystość odcienia,
−
dobra egalizacja drukowanych płaszczyzn,
−
ostrość konturów wzoru.
Na zagęszczenia stosuje się substancje posiadające odwracalne właściwościach
chłonięcia i wydalania wody. Substancje te w stanie wilgotnym umożliwiają utrzymanie
określonych konturów wzoru. Na sucho dają się dość długo przechowywać, bez utraty
zdolności ponownego wchłonięcia wody. Zdolność wchłaniania wody jest niezbędna
w procesach utrwalania, gdyż zagęszczenie stanowi namiastkę kąpieli farbiarskiej, z której
barwnik musi wnikać w głąb włókna.
Zagęstniki drukarskie można podzielić na trzy zasadnicze grupy:
−
zagęstniki naturalne i ich pochodne naturalne: skrobia ziemniaczana, pszenna,
kukurydziana, mączka z chleba świętojańskiego oraz gumy roślinne (tragant, guma
arabska, guma krystaliczna), pochodne (sole alginianowe, dekstryna, guma brytyjska),
−
zagęstniki półsyntetyczne: etery skrobi i etery celulozy,
−
zagęstniki syntetyczne i emulsyjne.
Dobór odpowiedniego zagęszczenia do farby drukarskiej jest uzależniony od wielu
czynników, a głównie od:
−
rodzaju drukowanego surowca (naturalny, sztuczny, syntetyczny),
−
sposobu druku (filmowy lub maszynowo-wałowy),
−
drukowanej powierzchni (małe lub duże płaszczyzny),
−
ś
rodowiska farby drukarskiej (alkaliczne, kwaśne),
−
rodzaju druku (bezpośredni, wywabowy lub rezerwowy).
Rozpuszczalniki
Barwniki najczęściej są rozpuszczane w wodzie, której działanie może być bezpośrednie
lub
pośrednie.
Działanie
bezpośrednie
obserwujemy
w
przypadku
barwników
rozpuszczalnych w wodzie. Działanie pośrednie obserwujemy przy barwnikach
nierozpuszczalnych w wodzie (kadziowych, naftoelanowych). Nierozpuszczalne w wodzie
barwniki należy przeprowadzić w postać rozpuszczalną, stosując specjalne rozpuszczalniki.
Woda stosowana do rozpuszczania powinna spełniać pewne wymagania tzn. być wolna od
zanieczyszczeń mechanicznych oraz miękka.
Ś
rodki pomocnicze
Są substancjami ułatwiającymi proces utrwlania barwnika na włóknie. Mają one określone
właściwości, np.: hydrotropowe (tj. ułatwiające rozpuszczalność barwników), higroskopijne
(czyli zwiększające i zachowujące wilgotność farby), dyspergujące, przeciwpianowe
i zapobiegające redukcji. Mogą powodować zwiększanie lepkości farby drukarskiej oraz
egalizacji barwnika na włóknie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Katalizatory
Inaczej substancje, które przyspieszają właściwy przebieg reakcji chemicznej w procesie
utrwalaniu barwnika na włóknie. Najpopularniejsze z nich to: sole wanadowe, żelazocyjanki
i antrachinon.
Inne środki chemiczne
Są to środki dodawane w celu właściwego utrwalenia barwnika na włóknie. Jakość i ilość
tych środków dobiera się odpowiednio do poszczególnych grup barwników.
Przyrządzanie farby drukarskiej
Etapy przyrządzania farby drukarskiej:
−
odważenie odpowiedniej ilości barwnika,
−
rozpastowanie barwnika z małą ilością odpowiedniego rozpuszczalnika albo środka
hydrotropowego lub higroskopijnego,
−
rozpuszczenie rozpastowanego barwnika w całej ilości rozpuszczalnika,
−
zagęszczenie roztworu lub mieszaniny,
−
dodanie pozostałych chemikaliów lub środków pomocniczych,
−
ponowne, dokładne wymieszanie wszystkich składników farby,
−
odcedzenie przez sito gotowej farby.
Dla większości grup barwników przygotowuje się najczęściej tzw. farby-matki, czyli
farby drukarskie o maksymalnym stężeniu. Z takich farb w miarę potrzeby, sporządza się
farby o stężeniach niższych używając do tego zagęszczeń do rozjaśnień.
Zagęszczenia do rozjaśnień składają się ze wszystkich chemikaliów i środków
pomocniczych wchodzących w skład farby-matki w odpowiednich proporcjach za wyjątkiem
barwnika. Tak przygotowane zagęszczenie do rozjaśnień miesza się z odpowiednią ilością
farby-matki. Przygotowane mieszanki opisuje się stosunkiem liczbowym, w którym pierwsza
cyfra oznacza ilość części wagowych farby-matki, druga ilość zagęszczenia do rozjaśnień. Na
przykład zapis l:3 przy nazwie farby drukarskiej oznacza, że farbę wykonano z l części
wagowej farby matki i 3 części wagowych zagęszczenia do rozjaśnień.
Najczęściej stosuje się farby rozjaśnione w następujących stosunkach wagowych: 4:1,
3:1, 3:2, 1:1, 1:2, l:3, l:4, l:5 aż do l:10, a potem l:20, l:30 aż do l:100.
Gotowe farby przekazywane z kuchni farb są odpowiednio oznakowane przy użyciu
skróconych nazw oraz symboli cyfrowych i literowych, które opisują ich skład.
Oznaczenia farb drukarskich zawierają:
−
nazwę grupy barwnika,
−
kolor, symbol użytego barwnika,
−
stosunek w jakim został zmieszany (dla kolorów złożonych),
−
stosunek rozjaśnienia,
−
liczbę gramów barwnika w l kg farby drukarskiej.
Na przykład oznaczenie „P żółta PG oranż G 5/1 2:l” opisuje, że do sporządzona farba
ma skład:
−
P – barwnik pigmentowy,
−
ż
ółta i oranż – kolor,
−
PG i G marki danych kolorów,
−
5:1 – stosunek wagowy obu zmieszanych farb drukarskich,
−
2:1 – rozjaśnienie farby, tzn. stosunek wagowy farby podstawowej do rozjaśnienia.
Utrwalanie barwnika na włóknie
Barwnik na włóknie utrwala się poprzez obróbkę termiczną. Proces ten prowadzi się na
dwa sposoby:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
−
parowanie w parze nasyconej,
−
dogrzewanie gorącym powietrzem.
Wybór sposobu utrwalania jest uzależniony od:
−
posiadanego parku maszynowego,
−
zamierzonego efektu kolorystycznego,
−
zamierzonego efektu odpornościowego.
Utrwalanie przez parowanie jest najczęściej stosowane i skuteczne dla wszystkich grup
barwników przewidzianych do druku. W procesie parowania w atmosferze pary nasyconej
farba drukarska spełnia rolę kąpieli barwiącej.
Zjawiska fizykochemiczne zachodzące podczas utrwalania w atmosferze pary, które
warunkują właściwe utrwalanie barwnika na włóknie to:
−
pęcznienie włókna powodujące rozluźnienie jego struktury, a tym samym ułatwia
penetrację barwnika do włókna,
−
pęcznienie farby drukarskiej na skutek wchłonięcia wody z pary przy równoczesnym
zmniejszeniu lepkości zagęszczenia pod wpływem temperatury i rozpuszczanie się
barwnika,
−
uaktywnienie środków chemicznych i pomocniczych znajdujących się w farbie
drukarskiej powodujące rozpuszczanie się barwnika i umożliwienie łączenia z włóknem,
−
przenikanie barwnika z zagęszczenia do włókna.
Przy utrwalaniu przez dogrzewanie gorącym powietrzem zachodzą podobne procesy
następujące pod wpływem wysokiej temperatury. Potrzebną wilgotność farby
drukarskiej dla
zachodzacych procesów fizykochemicznych osiąga się przez stosowanie zwiększonej ilości
ś
rodków hydrotropowych.
Urządzenia, w których prowadzi się proces parowania to parowniki. W przemyśle stosuje
się dwa podstawowe typy parowników: do pracy ciągłej i okresowej. Dobór odpowiedniego
typu parownika zależy głównie od rodzaju drukowanej tkaniny oraz czasu i temperatury
parowania.
Parowniki okresowe mogą być stosowane do utrwalania wszystkich grup barwników, na
wszelkich rodzajach surowca w różnych fazach jego przerobu (tkaninach dzianinach, przędzy,
niedoprzędzie, czesance). Najczęściej stosuje się je do barwników, które do utrwalania
wymagają wyższych temperatur, dłuższego czasu utrwalania, oraz materiałów, które nie mogą
być utrwalane w parowniku ciągłym z uwagi na deformację, np.: tkaniny poliakrylonitrylowe.
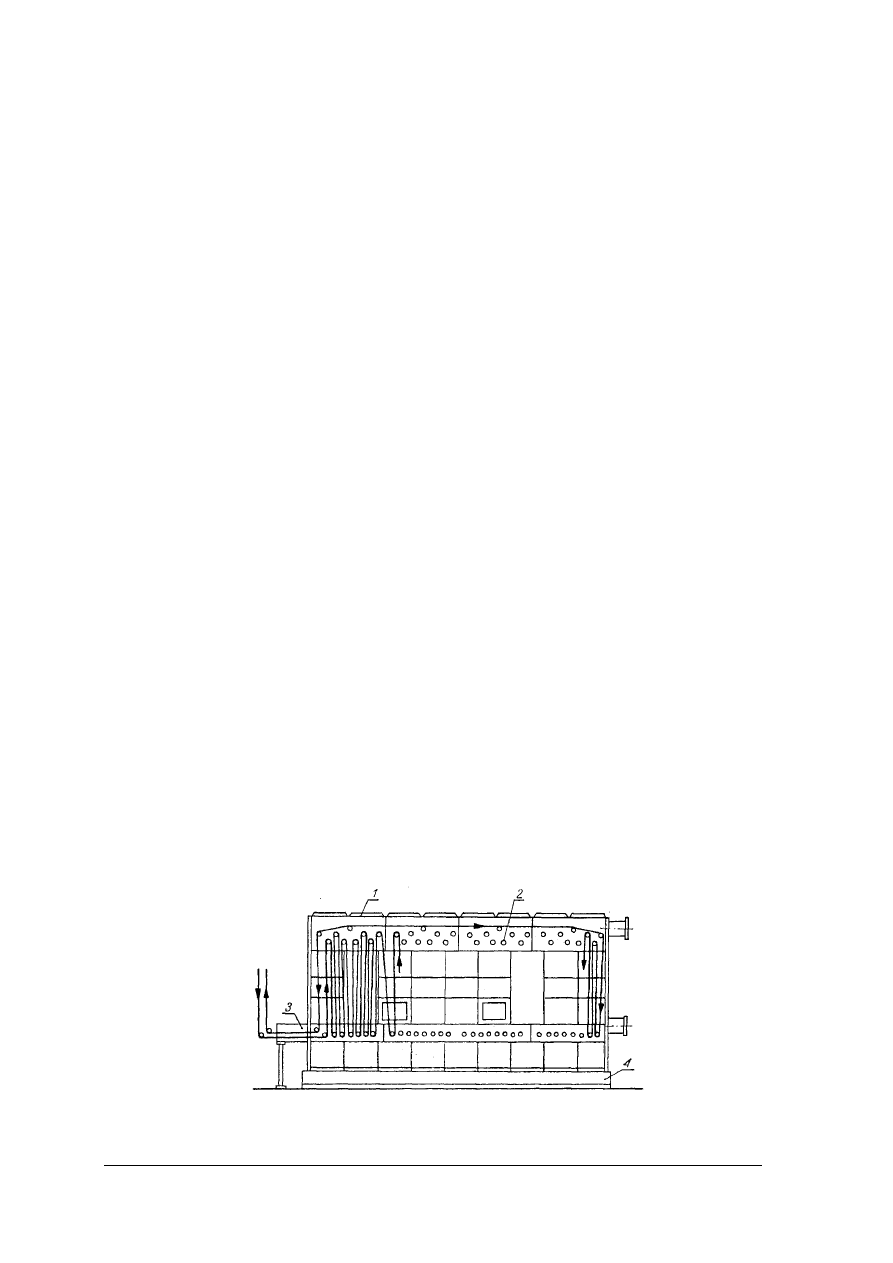
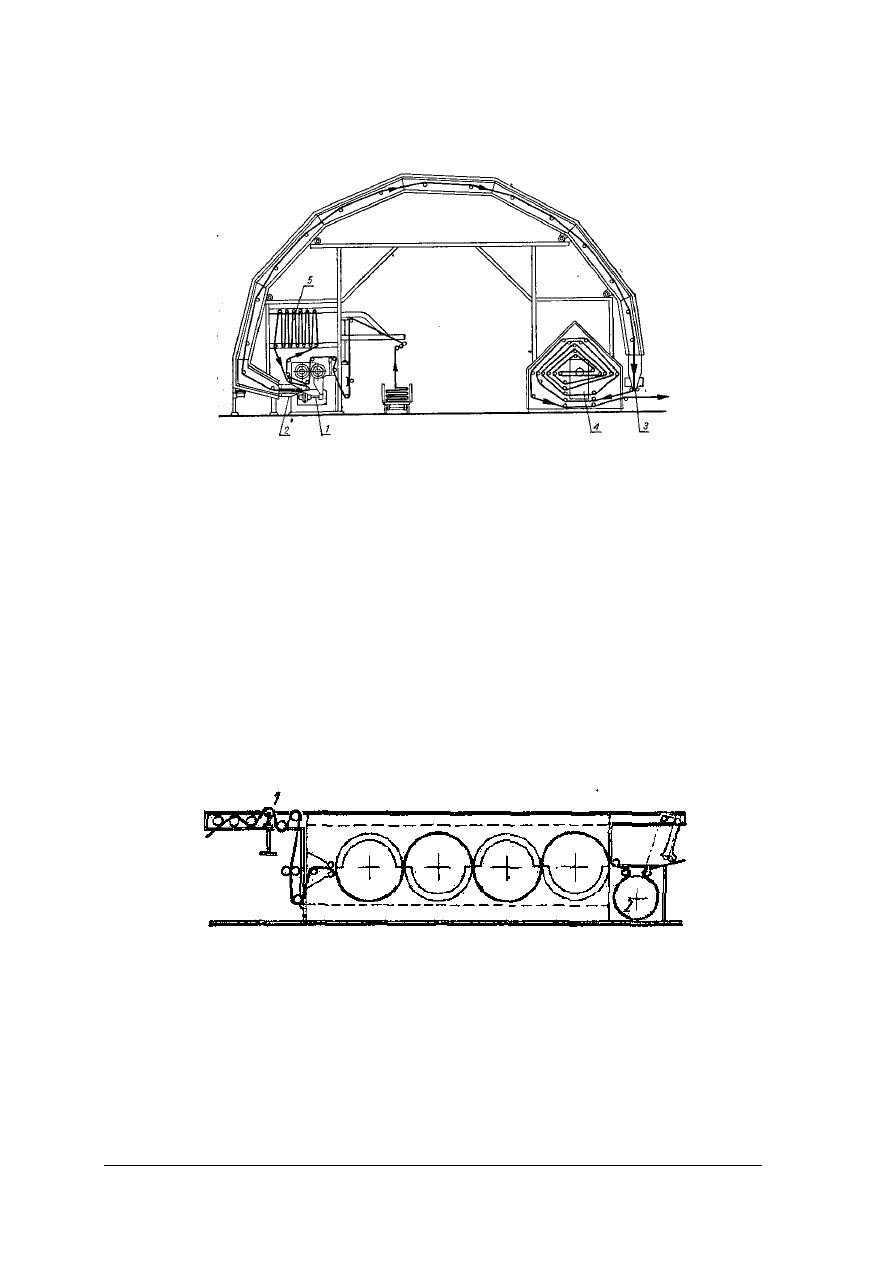
Parownik Mather-Platt (rys. 24) – najprostszy parownik ciągły, w którym tkanina jest
prowadzona obustronnie za pomocą wałków (2). Szybkość jej przebiegu jest dostosowana do
potrzeb. Przy pomocy pary i urządzeń grzejnych (3) parownik jest podgrzewany do temp.
100-105°C. Para wprowadzana jest do parownika przez odpowiedni nawilżacz, w którym
nadaje się jej potrzebną wilgotność.
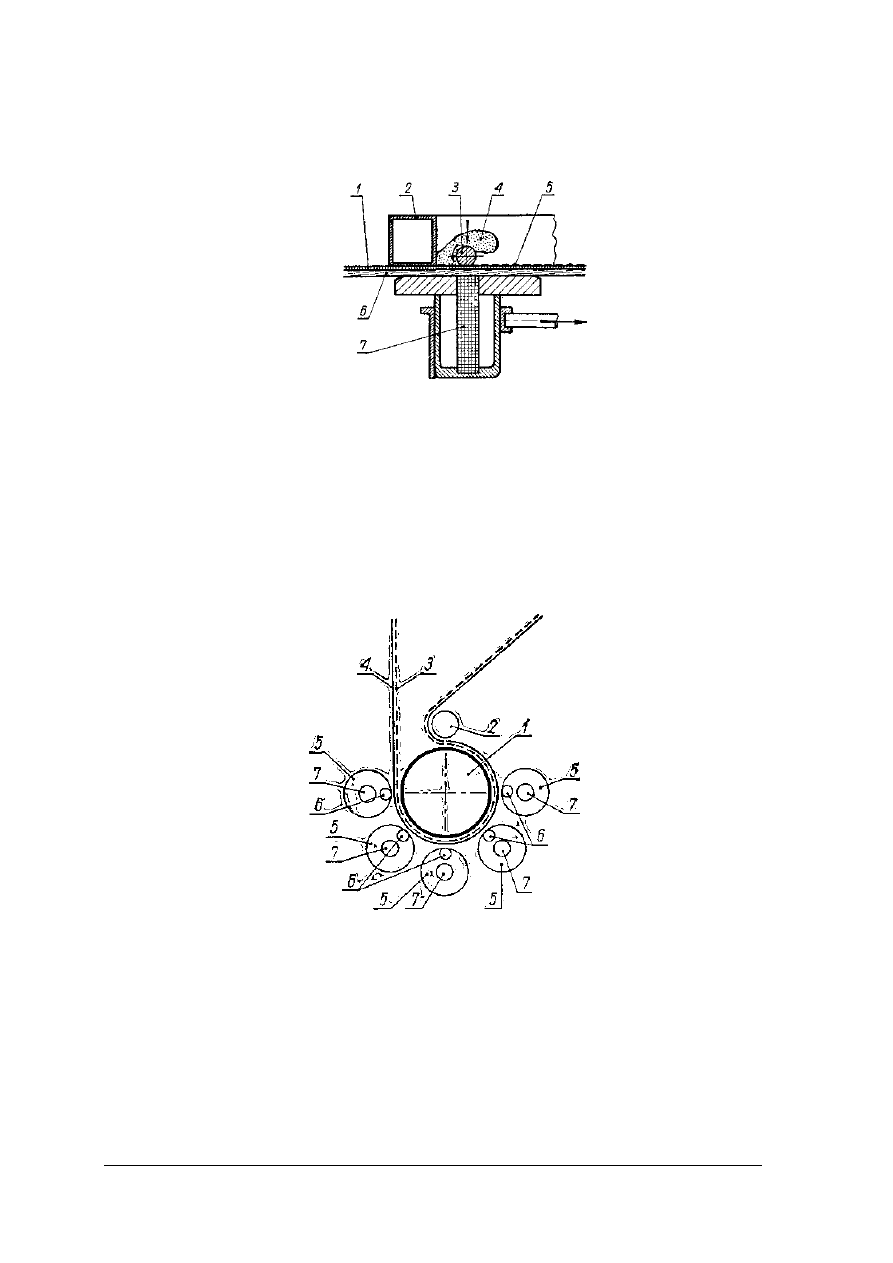
Rys. 24. Schemat parownika ciągłego typu Mather-Platt: 1 – wnętrze parownika, 2 – wałki prowadzące,
3 – urządzenie ogrzewające przy wlocie i wylocie tkaniny, 4 – zbiornik wodny [2, s. 62]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Parownik błyskawiczny (rys. 25) jest parownikiem typu ciągłego, stosowanym do
wywoływania druków wykonanych metodą dwufazową np. barwnikami kadziowymi
i helaktynowymi. Jego zaletą jest możliwość parowania w temp. 110–130°C w czasie 45–20 s.
Rys. 25. Schemat parownika błyskawicznego do druku dwufazowego (firmy Stork): l – napawana, 2 – wlot
tkaniny zabezpieczony przed skroplinami, 3 – wylot tkaniny z podwójnym zamknięciem parowym,
4 – oblodzenie tkaniny, 5 – pasaż powietrzny [2, s. 63]
Najczęściej parownik ten wchodzi w skład agregatu złożonego z:
−
napawarki,
−
parownika błyskawicznego,
−
pralnicy szerokościowej,
−
suszarki.
Zastosowanie takiego agregatu pozwala na znaczne skrócenie cyklu produkcyjnego
w porównaniu z metodą klasyczną.
Dogrzewacze gorącym powietrzem to urządzenia przewidziane do utrwalania barwników
na włóknie w stanie suchym. W procesie tym możemy osiągnąć temp. do 220°C za pomocą
ogrzewania elektrycznego. Wyrównanie temperatury wewnątrz urządzenia odbywa się przy
użyciu odpowiednio rozmieszczonych wentylatorów. Zależnie od potrzeb można regulować
czas i temperaturę. Materiał wprowadzany jest do dogrzewaczy w sposób ciągły za pomocą
napinających urządzeń łańcuchowych.
Rys. 26. Schemat dogrzewacza systemu RT: 1 – urządzenie wprowadzające tkaninę, 2 – komora chłodząca [2, s. 65]
Dogrzewacz systemu R T (rys. 21) składa się z szeregu bębnów drobno perforowanych,
na których perforacja jest wykonana tylko na połowie ich obwodu. Na powierzchni bębnów
przebiega obrabiany materiał. Powietrze z zawartością pary wodnej o temp. ok. 200°C
wtłaczane jest do bębnów, z których poprzez perforację nasyca materiał. Obrabiany materiał
szybko się przegrzewa i w ciągu 20 sekund następuje pełne wywołanie nadrukowanego
barwnika.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Wykończanie wydruków
Wykończanie mokre i suszenie to ostatnie etapy procesu drukowania. Proces
wykończania wydruków przebiega w następujących operacjach:
−
utlenienie, dotlenienie lub wywołanie barwnika na włóknie,
−
zobojętnianie lub usuwanie chemikaliów z farby drukarskiej,
−
płukanie wstępne (usunięcie resztek chemikaliów),
−
pranie w celu usunięcie z włókna zagęszczenia i nie związanego z nim barwnika lub
zabrudzeń mechanicznych,
−
płukanie końcowe,
−
suszenie.
Wymienione operacje z wyjątkiem suszenia wykonuje się na urządzeniach zwanych
pralnicami. Rozróżniamy dwa typy pralnic: szerokościowe o pracy ciągłej i pasmowe o pracy
okresowej.
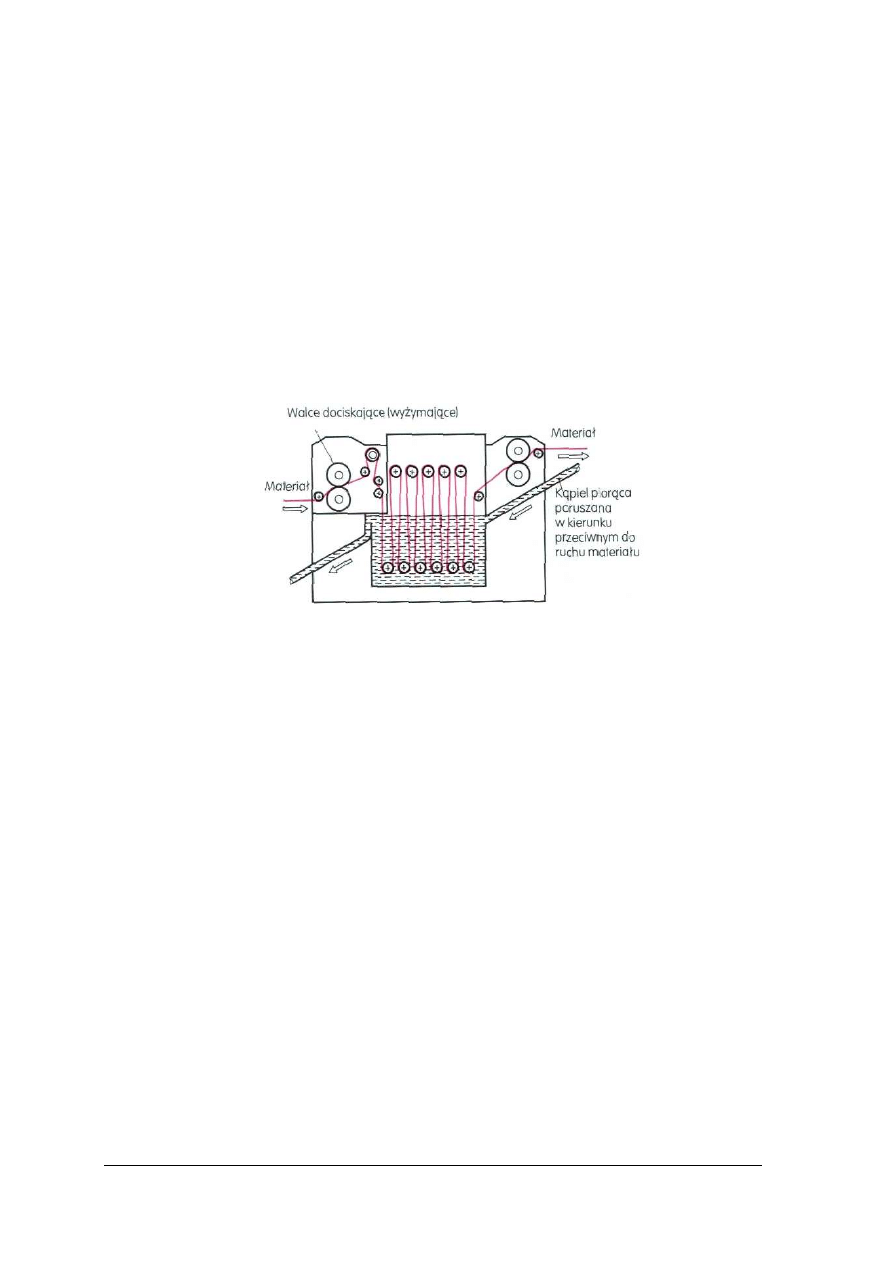
Rys. 27. Schemat pralnicy ciągłej szerokościowej (pierwszy segment) [6, s. 93]
Pralnice szerokościowe (rys. 27) są budowane z materiałów odpornych na chemikalia,
głównie z nierdzewnej blachy, składają się przeciętnie z 6–16 przedziałów. W pierwszych
przedziałach przeprowadza się operacje wstępne: utlenianie, zobojętnianie lub płukanie;
w środkowych przedziałach pranie, a w końcowych płukanie. Obrabiany materiał
w poszczególnych przedziałach jest prowadzony pionowo przez wałki. Przy wyjściu
z każdego przedziału jest spłukiwany natryskiem wody i silnie wyżymany przez parę wałków
wyżymających. Przed każdą parą wałków wyżymających znajdują się rozszerzacze
utrzymujące szerokość tkaniny i rozprostowujące fałdy. Każdy przedział jest zaopatrzony
w urządzenia do wprowadzania i odprowadzania wody oraz doprowadzania pary do
podgrzewania kąpieli.
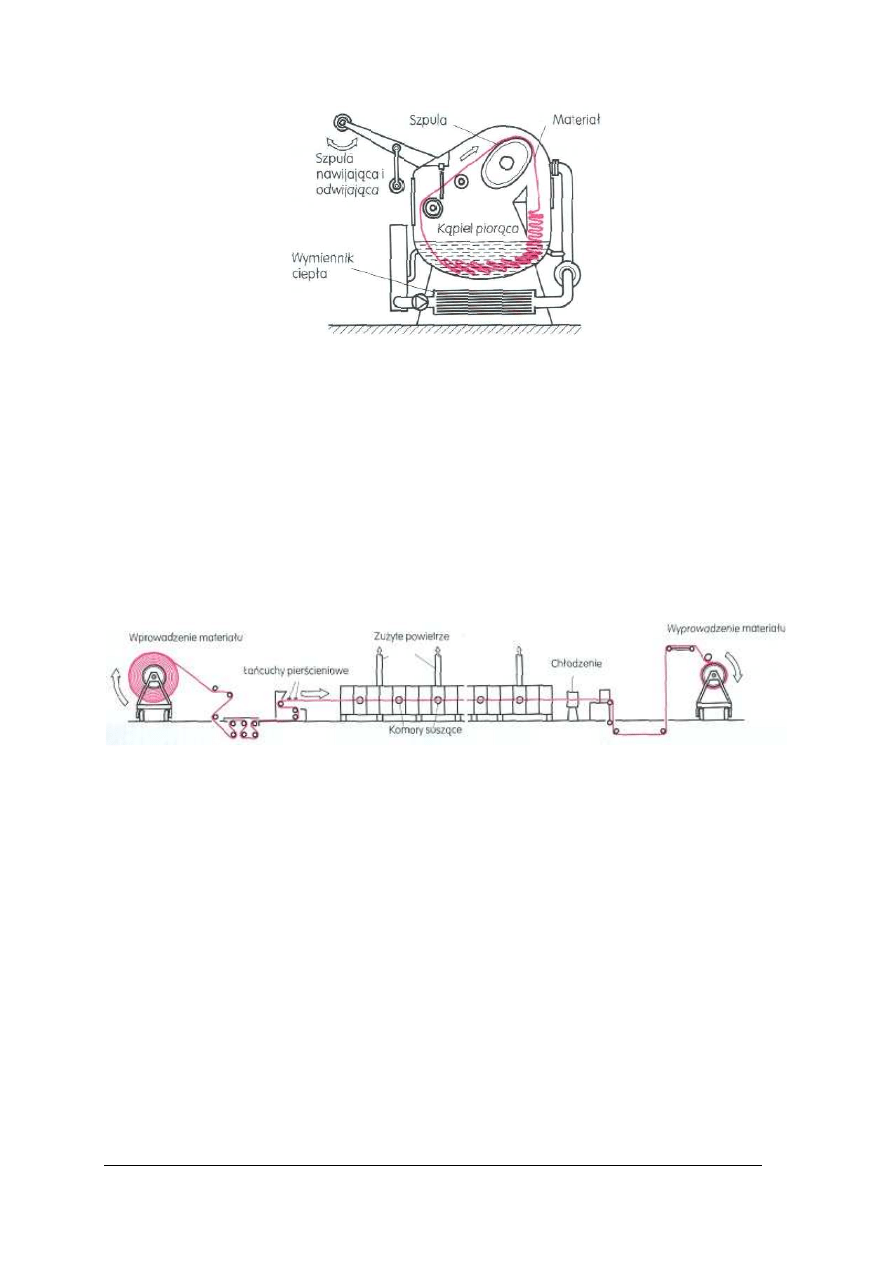
Pralnica pasmowa (rys. 28) okresowa jest urządzeniem mało wydajnym. Materiał w niej
obrabiany jest w postaci pasma. Pralnice okresowe są stosowane głównie dla druków
barwnikami, które wymagają długiego czasu wykończania mokrego lub do materiałów, które
nie mogą być wykończane na pralnicy ciągłej ze względu na duże naprężenie wzdłuż osnowy.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Rys. 28. Schemat pralnicy pasmowej [6, s. 93]
Operacje procesu wykończania mokrego przeprowadza się za każdym razem
w świeżej kąpieli. Odpowiednie połączenie i zsynchronizowanie pracy kilku pralnic
pasmowych w jeden zespół umożliwia uzyskanie ciągłego przebiegu procesu, co daje dobre
efekty wykończenia.
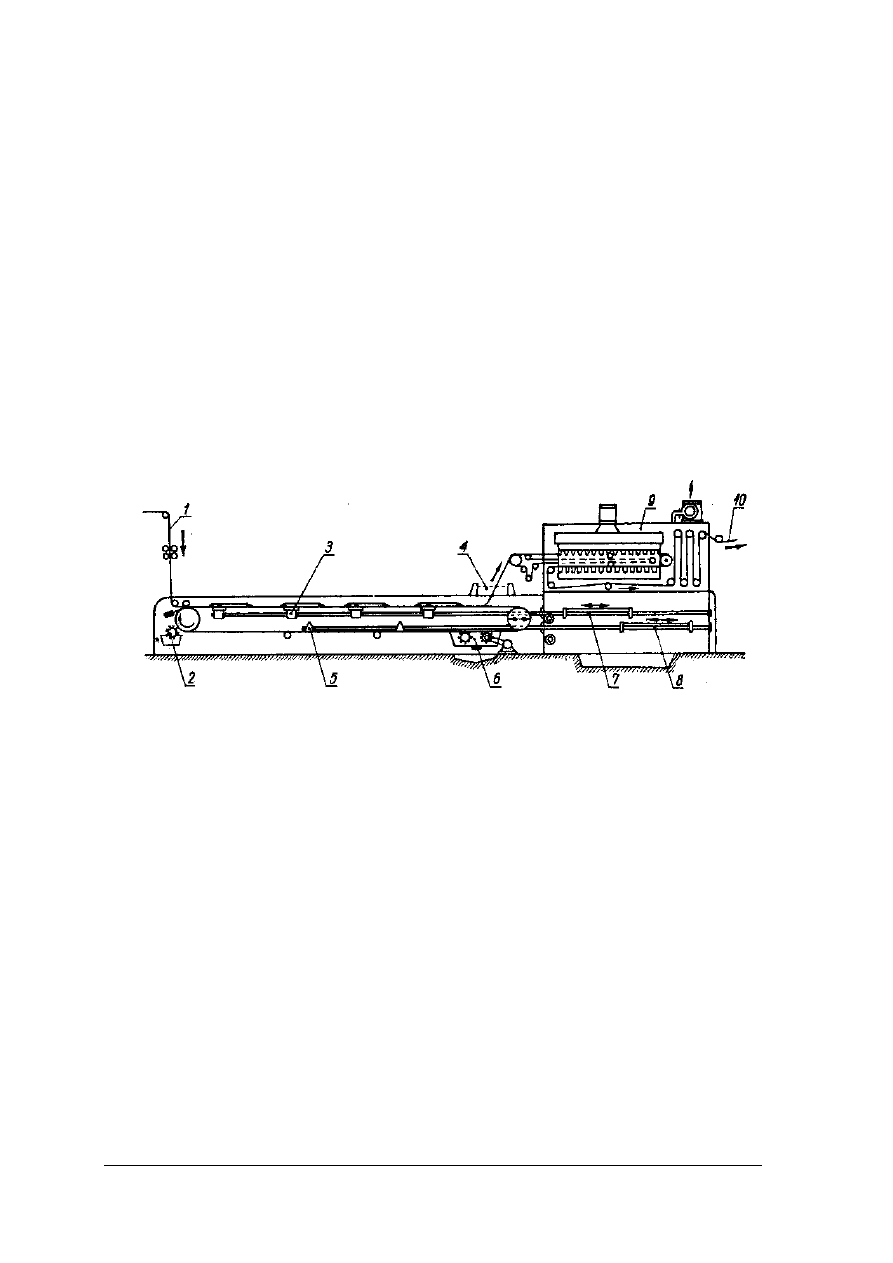
Po praniu przeprowadza się suszenie. Proces ten odbywa się w suszarkach. W przemyśle
stosowane są różne typy suszarek:
−
suszarki bębnowe,
−
suszarki ramowe,
−
suszarki wieszankowe lub dyszowe.
Najkorzystniej jest jednak suszyć na suszarkach ramowych (rys. 29), przy których można
kontrolować szerokość tkaniny oraz prawidłowość układu osnowy i wątku.
Rys. 29. Schemat suszarki ramowej [6, s. 93]
4.2.2.
Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Co to jest kuchnia farb?
2.
Jakie urządzenia wchodzą w skład kuchni farb?
3.
W jakim celu stosuje się poszczególne urządzenia kuchni farb?
4.
Jaki jest skład farby drukarskiej?
5.
Jakie jest znaczenie i zadania poszczególnych składników?
6.
Na czym polega przyrządzanie farby drukarskiej i oznaczenia?
7.
Na czym polega utrwalanie barwnika i maszyny, na których się ten proces prowadzi?
8.
Jakie procesy prowadzi się w dziale wykończania druków?
9.
Jakie maszyny stosowane są w dziale wykończania druków?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4.2.3.
Ć
wiczenia
Ć
wiczenie 1
Z farby – matki sporządź farby drukarskie o trzech stosunkach wagowych: 4:1, 1:1, 1:10
oraz wykonaj próbne druki tymi farbami.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować stanowisko pracy,
2)
obliczyć, jakie ilości farby i zagęszczenia należy odważyć,
3)
sporządzić 3 farby o następujących stosunkach wagowych: 4:1, 1:1, 1:10,
4)
nanieść przy pomocy pędzla poszczególne farby na próbkę tkaniny,
5)
wysuszyć próbkę,
6)
druk utrwalić przez parowanie,
7)
wyprać i wypłukać zagęszczenie,
8)
obejrzeć próbkę,
9)
sformułować i napisać wnioski.
Wyposażenie stanowiska pracy:
−
szkło laboratoryjne,
−
farba – matka,
−
waga
−
poradnik dla ucznia,
−
instrukcja wykonania ćwiczenia,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Wykonaj przy pomocy szablonu druk barwny na kilku próbkach tkaniny lub dzianiny.
Dokonaj utrwalenia części drukowanych próbek i porównaj efekt, jaki przynosi utrwalanie
druku na tkaninie z drukiem nieutrwalonym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować stanowisko pracy,
2)
przygotować minimum 6 próbek tkanin o wymiarach 20 x 20 cm,
3)
nadrukować wzór przy pomocy szablonu na próbki tkanin lub dzianin, po dwie próbki
farbą o tym samym stosunku wagowym,
4)
umyć i wysuszyć szablon po każdym rodzaju farby lub używać trzech różnych ramek,
5)
umyć ramki po druku, nadruki wysuszyć,
6)
utrwalić przy pomocy żelazka z parą nadruk na trzech próbkach,
7)
wyprać, wypłukać i wysuszyć wszystkie próbki,
8)
porównać ze sobą próbki, wyciągnąć i zapisać wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wyposażenie stanowiska pracy:
−
stół, szablon (ramka) z przecierakiem,
−
podkładka pod tkaninę drukowaną,
−
farba z poprzedniego ćwiczenia,
−
ż
elazko,
−
ś
rodki piorące woda,
−
zeszyt i przybory do pisania,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Zbadaj, jaki wpływ na jakość wydruku ma gęstość farby drukarskiej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować stanowisko pracy,
2)
przygotować próbki tkaniny bawełnianej,
3)
rozprowadzić farbę drukarską na pięciu próbkach tkanin, najlepiej przez sito,
4)
wysuszyć próbki,
5)
pozostawić jedną próbkę bez utrwalania, pozostałe utrwalić w następujący sposób: jedną
utrzymywać nad gotującą wodą, drugą prasować żelazkiem ustawionym na bawełnę,
trzecią prasować żelazkiem ustawionym na stilon, czwartą prasować żelazkiem
ustawionym na temperaturę 120–180
o
C i włączoną funkcją parowania, czas obróbki
5 minut,
6)
wyprać, wypłukać i wysuszyć drukowane próbki,
7)
obejrzeć próbki, porównać jakości druku,
8)
sformułować wnioski.
Wyposażenie stanowiska pracy:
−
stół laboratoryjny, z potrzebnym sprzętem,
−
sito do sitodruku, próbki tkanin, farba drukarska,
−
ż
elazko, naczynie z wodą, palnik lub kuchenka,
−
przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika.
4.2.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcia: kuchnia farb, zagęszczenie, rozpuszczalniki,
ś
rodki pomocnicze, katalizatory?
2)
zdefiniować zjawisko utrwalania barwnika na włóknie?
3)
określić i omówić zadania urządzeń stosowanych w kuchni farb?
4)
określić zadania parowników, dogrzewacza, pralnic i suszarek?
5)
rozróżnić elementy w/w maszyn na schematach rysunkach
i w naturze?
6)
wyjaśnić zadania poszczególnych składników farby drukarskiej?
7)
sporządzić farby drukarskie z farby – matki?
8)
utrwalić ręcznie druk na materiale oraz wyjaśnić znaczenie procesu
utrwalania?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.3.
Drukarki i drukowanie
4.3.1. Materiał nauczania
Drukarki filmowe
Drukarka filmowa automatyczna okresowa (rys. 30) składa się z czterech podstawowych
części:
−
stołu drukarskiego z szablonami,
−
mechanizmu wprowadzającego tkaninę,
−
suszarki,
−
urządzenia sterowniczego.
Stół drukarski to przenośnik (pas) długości około 22 m, rozpięty na dwóch bocznych
ramach nośnych. Na przenośnik przykleja się przeznaczoną do druku tkaninę. We wnętrzu
obwodu pasa znajdują się pneumatyczne ssawki pozwalające przesunąć go o wielkość
szablonu. Nad stołem drukarskim jest umieszczona pozioma rama. Do niej przymocowuje się
szablony. Rama wykonuje ruchy w górę i w dół unosząc i opuszczając szablony. Farba
nakładana jest na szablon ręcznie lub przy użyciu korytowych zasobników.
Rys. 30. Schemat automatycznej drukarni filmowej okresowej firmy Zimmer: 1 – urządzenie wprowadzające
tkaninę, 2 – koryto z klejem i szczotką nanoszącą, 3 – belki z elektromagnesami, 4 – rzutnik światła
i fotokomórka, 5 – ssawki próżniowe do przesuwania przenośnika, 6 – urządzenia zmywające
przenośnik, 7 – rama przesuwająca belki z elektromagnesami, 8 – rama przesuwająca ssawki
z przenośnikiem, 9 – urządzenie suszące, 10 – wyjście tkaniny [2, s. 23]
Na tkaninę farbę przenosi przecierak. Przecierak stanowi stalowy pręt, napędzany przez
ruchome elektromagnesy umieszczone na specjalnej belce pod podnośnikiem. O ilości
przeciskanej farby decyduje średnica i masa przecieraka. Ilość nanoszonej farby można
zwiększyć również przez zwiększenie docisku przecieraka na skutek włączenia dodatkowych
elektromagnesów.
Napęd całego urządzenia jest hydrauliczny, regulowany automatycznie za pomocą
elektrycznych urządzeń sterujących.
Proces druku na maszynach filmowych okresowych przebiega w następujących etapach:
−
naprężenie drukowanego materiału na urządzeniu naprężającym,
−
układanie na przenośniku posmarowanym klejem,
−
przygniecenie materiału wałem stalowym obciągniętym gumą,
−
przesunięcie przenośnika wraz z materiałem o wielkość raportu, wprowadzenie pod
pierwszy szablon,
−
opuszczenie szablonu na materiał,
−
włączenie elektromagnesów i nałożenie farby drukarskiej na materiał,
−
wprowadzanie pod kolejne szablony z różnymi kolorami (zależnie od ilości kolorów),
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
−
odklejenie materiału od przenośnika,
−
suszenie w suszarce zsynchronizowanej z maszyną,
−
taflowanie przez układacz lub nawijanie na wał.
Rys. 31. Schemat pracy przecieraka: l – tkanina drukowana, 2 – rama szablonu, 3 – przecierak, 4 – farba
drukarska, 5 – szablon, 6 – pokrycie stołu drukarskiego, 7 – magnes [2, s. 23]
Przenośnik przesuwający się pod spodem maszyny jest zmywany silnym strumieniem
wody przez zespół obrotowych szczotek. Nadmiar wody jest zdejmowany przez metalowy
nóż dociśnięty do przenośnika. Usprawnieniem pracy jest zastosowanie stałego kleju.
Obsługa maszyny podczas pracy ograniczona jest do kontroli materiału wchodzącego
i poziomu kleju w korycie, nanoszenia farby na szablony oraz sprawdzania jakości druku.
Wszelkie czynności konserwacyjne takie jak mycie, smarowanie części ruchomych,
naprawianie drobnych usterek, konserwację urządzeń sterowniczych i inne przeprowadza się
w czasie postoju maszyny.
Rys. 32. Schemat automatycznej drukarni filmowej ciągłej z centralnym cylindrem drukarskim: 1 – gumowy
centralny cylinder drukarski, 2 – wałek prowadzący, 3 – podkładka drukarska, 4 – tkanina drukowana,
5 – szablony, 6 przecieraki, 7 – dopływ farby drukarskiej [2, s. 25
Drukarka filmowa automatyczna ciągła, często nazywana maszyną rotacyjną, posiada
dwa rozwiązania konstrukcyjne:
−
oparte na zasadzie druku maszynowo-wałowego – okrągłe szablony nanoszące farbę
drukarską są rozmieszczone wokół centralnego cylindra drukarskiego (rys. 32),
−
podobnie jak przy maszynach do druku filmowego okresowego, jest stół drukarski, z tym,
ż
e zamiast płaskich szablonów są szablony okrągłe (rys. 33).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
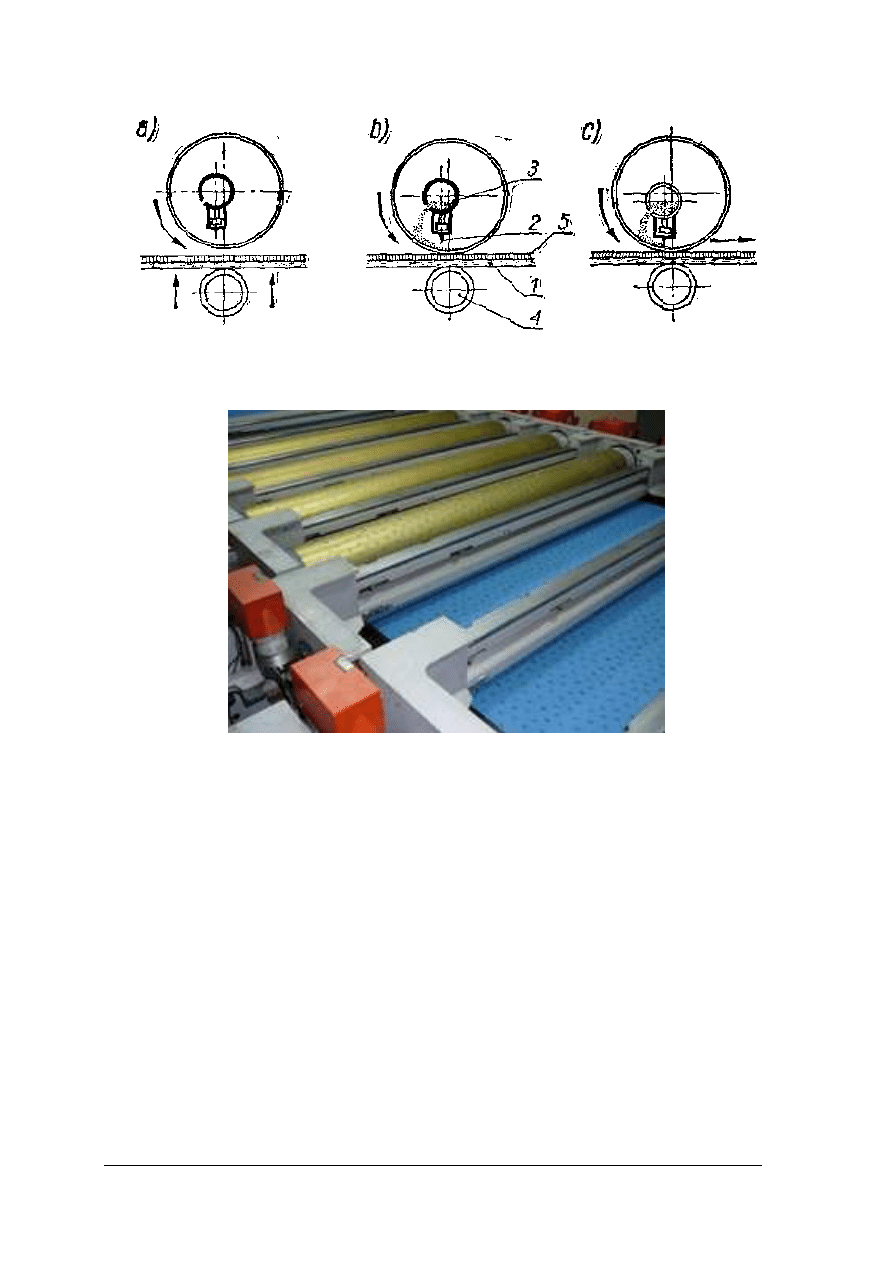
Rys. 33. Schemat pracy szablonu cylindrycznego z przecierakami gumowymi (firma Stark): a) szablon przed
drukiem, b) szablon w chwili rozpoczęcia druku, c) szablon w czasie druku, 1 – podkładka drukarska,
2 – przecierak, 3 – farba drukarska, 4 – cylinder drukarski, 5 – tkanina drukowana [2, s. 26]
Rys. 34. Automatyczna drukarka filmowa [11]
Drukarka wałowa
Wyróżniamy dwa podstawowe typy maszyn drukarskich wałowych: jedno-
i wielowałowe.
Za pomocą maszyny jednowałowej możemy drukować tkaniny w jednym kolorze, z kolei
zastosowanie maszyny wielowałowej pozwala na naniesienie wzorów wielokolorowych.
Budowę maszyny wielowałowej można omówić na przykładzie maszyny czterowałowej
(rys. 35).
Maszyna ma konstrukcję ramową. Składa się z dwóch ścian bocznych osadzonych na
fundamencie. Konstrukcja jej jest zwarta i silna z uwagi na konieczność wytrzymywania
obciążeń dynamicznych podczas pracy maszyny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
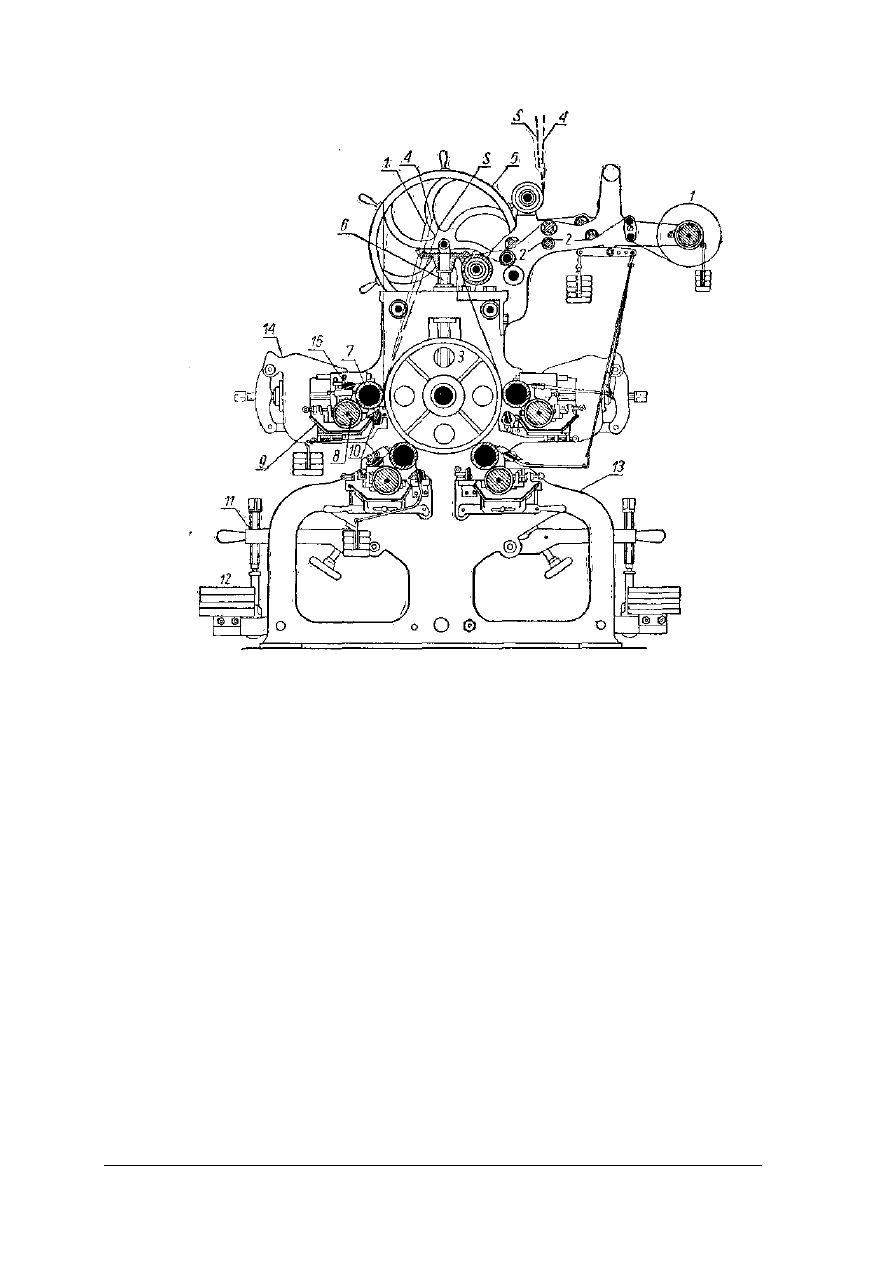
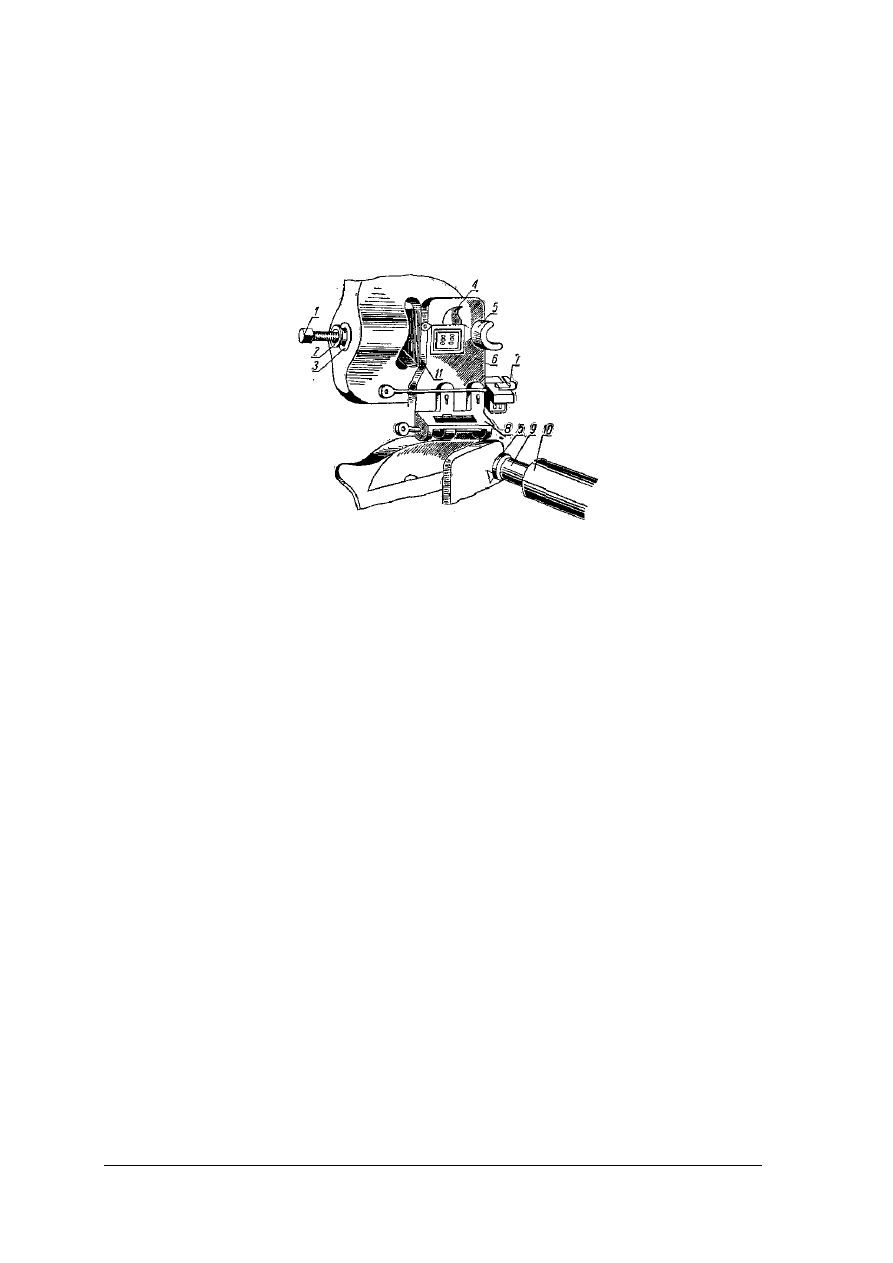
Rys. 35. Schemat czterowatowej maszyny drukarskiej: 1 – tkanina, 2 – urządzenie wpustowe, 3 – cylinder
główny, 4- podkładka, 5 – koło sterujące, 6 – śruba dociskowa, 7 – wałek drukarski, S – szczotka do
przenoszenia farb, 9 – koryto z farbą drukarską, 10 – nóż drukarski zbierający, 11- dźwignia
dociskowa, 12 – dźwignie ciężarowe, 13- rama żelazna, 14 – głowica z urządzeniem raportowym,
15 – nóż drukarski – kontra, s – sukno drukarskie [2, s.28]
Elementami roboczymi maszyny są:
−
cylinder drukarski stanowiący główną część drukarki,
−
rytowane wałki drukarskie z nożami (raklami),
−
głowice umieszczone w bocznych ścianach drukarki,
−
koła raportowe umieszczone na zewnętrznej stronie ścianki,
−
kontranóż,
−
szczotka drukarska lub wałek drukarski.
Cylinder drukarski jest to pusty wewnątrz cylinder żeliwny o średnicy 30–150 cm.
Długość cylindra jest uzależniona od szerokości maszyny i wynosi 110–160 cm. Jest on
osadzony w łożyskach na ramie nośnej, które można przesuwać w górę i w dół. Możliwość
przesuwu jest konieczna ze względu na różne średnice wałków i na różną grubość powijaka.
Wałek drukarski (rys. 36) jest elementem maszyny, za pośrednictwe, którego odbywa się
przenoszenie farby drukarskiej na tkaninę. Jest on wykonany z miedzi elektrolitycznej. Ma
kształt rury o ściankach grubości około 4 cm. Obwód wałka wynosi przeciętnie 370–750 mm.
Długość wałka powinna być o około 10 cm większa od szerokości drukowanej tkaniny.
Wałek drukarski powinien być odpowiednio przygotowany.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
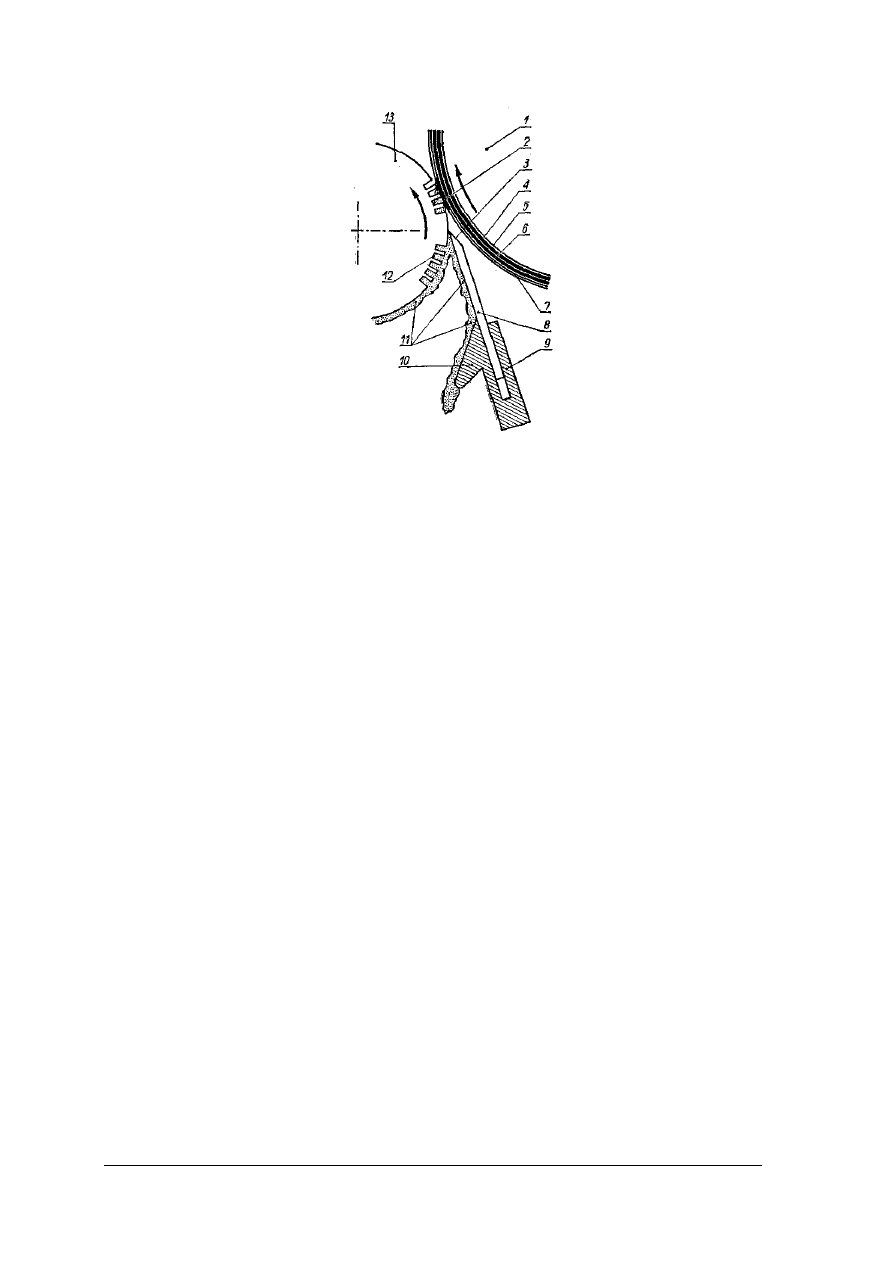
Rys. 36. Schemat pracy wałka drukarskiego: l – cylinder drukarski, 2 – powierzchnia drukująca, 3 – ostrze
noża drukarskiego, 4 – sukno drukarskie, 5 – powijak, 6 – podkładka drukarska, 7 – tkanina
drukowana, 8 – nóż drukarski, 9 – oprawa noża drukarskiego, 10 ścianka spływowa dla farby,
11 – farba drukarska, 12 – ażury, 13 – wałek [2, s. 29]
Nanoszenie wzoru na wałek drukarski, zwane rytowaniem, może się odbywać kilkoma
sposobami:
−
ręcznym,
−
moletowym,
−
pantografowym,
−
fotograficznym.
Zaprojektowany wzór musi być narysowany na papierze. Dla druku wielokolorowego
wzór rozrysowuje się na poszczególne kolory, po czym każdy z nich jest rytowany na
oddzielnym wałku. Ile kolorów tyle wałków. Wszystkie wzory drukarskie składają się
z elementów powtarzalnych na długości drukowanej tkaniny wzdłuż osnowy i także na jej
szerokości wzdłuż wątku.
Elementy graficzne powtarzające się na tkaninie nazywamy raportem. Raport
zwielokrotniony daje na tkaninie zwarty pod względem rysunkowym wzór. Raport posiada
długość i szerokość. Długość raportu to odległość miedzy powtarzającymi się fragmentami
wzoru wzdłuż drukowanej tkaniny (wyrażona w milimetrach). Szerokość raportu to odległość
fragmentów wzoru na szerokości tkaniny.
Na przykład w moletowym sposobie rytowania wałków drukarskich wstępną czynnością
jest przygotowanie tzw. molety-matki, tj. wałka z miękkiej stali, o średnicy l-8 cm. Pomiędzy
obwodem wałka a obwodem molety musi być zachowana proporcja. Obwód wałka powinien
stanowić pełną wielokrotność obwodu molety.
Etapy wykonywania molety:
−
nanoszenie rysunku wzoru na moletę,
−
rytowanie ręczne,
−
pokrycie lakierem części nie będących rysunkiem,
−
trawienie molety stężonym kwasem azotowym,
−
nacinanie ażurów i hartowanie.
Kolejną czynnością jest wykonanie reliefki, tj. negatywu molety o wzorze wypukłym.
Wykonuje się to w ten sposób, że wklęsły wzór z hartowanej moletki przenosi się pod
ciśnieniem na miękki, stalowy wałeczek, który następnie poddaje się hartowaniu. Pod dużym
ciśnieniem wzór z twardej reliefki zaprasowuje się na powierzchnię miedzianego wałka
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
drukarskiego. W celu pogłębienia odciśniętego wzoru wałek poddaje się szlifowaniu,
lakierowaniu i wytrawianiu w kwasie azotowym. Zaletą tego sposobu rytowania jest
możliwość odnawiania zużytych wałków przez ponowne naprasowywanie za pomocą tej
samej reliefki.
Ostatnią czynnością przygotowania wałka do druku jest umocowanie go na stalowej osi.
Polega to na wciskaniu do wewnątrz wałka stalowej osi owiniętej papierem dla uniknięcia
silnego zakleszczenia się jej w wałku. Odbywa się to na prasach. Prasy te są napędzane
ręcznie, hydraulicznie lub elektrycznie.
Rys. 37. Głowica maszyny drukarskiej: 1 – śruba dociskowa, 2 – pierścień metalowy, 3 – tuleja z gwintem,
4 – łożysko dla kontranoża, 5 – łożysko wałka drukarskiego, 6 – płyta ruchoma, 7 – łożysko dla noża
zbierającego, 8 – półka dla koryta z farbą, 9 – oś wałka drukarskiego, 10 – wałek drukarski,
11 – gniazdo głowicy [2, s. 33]
Głowice (rys. 37) są umieszczone w bocznych ramach maszyny wielowałowej. Głowice
mogą być przybliżane lub oddalane od cylindra maszyny za pomocą śruby dociskowej.
W głowicy jest umieszczone urządzenie do raportowania, pozwala ono na przesuwanie za
pomocą śrub wałka drukarskiego w pionie i w poziomie. Dzięki temu możliwe jest
prawidłowe umiejscowienie w maszynie każdego wałka w stosunku do pozostałych, a to
zabezpiecza zraportowanie wszystkich wałków wzoru wielokolorowego.
Koło raportowe składa się z trzech zasadniczych części:
−
ż
eliwnego koła zębatego,
−
stalowego ślimaka,
−
mosiężnej ślimacznicy.
Nóż drukarski służy do zbierania nadmiaru farby z wałka. Podczas druku farba powinna
być tylko w miejscach rytowanych. Jest to stalowa taśma starannie wyostrzona, usztywniona
przez zamocowanie w specjalnie profilowanych obsadach wraz z taśmą o mniejszej
szerokości zwaną zakładką. W czasie pracy maszyny nóż drukarski wykonuje poziome ruchy
po powierzchni wałka. W czasie druku tkanin typu flanela lub podobnych jest stosowany
kontranóż do zbierania z powierzchni wałków kurzu, nitek i innych zanieczyszczeń, które
mogą pozostać po przejściu tkaniny między wałkiem a cylindrem.
Szczotka drukarska służy do nanoszenia farby z koryta na powierzchnię wałka
drukarskiego. Składa się ona z drewnianego rdzenia, w którym jest osadzone włosie naturalne
lub stylonowe. Do nanoszenia farby używa się, czasem gumowych wałków. Są one jednak
mniej przydatne, ponieważ nie czyszczą powierzchni wałków drukarskich jak szczotki.
Przygotowanie maszyny wałowej do druku obejmuje następujące czynności:
−
nawijanie powijaka,
−
założenie sukna drukarskiego,
−
założenie podkładki drukarskiej,
−
zakładanie wałków drukarskich,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
−
założenie noża drukarskiego,
−
założenie koryt na farby oraz szczotek.
Na wysoką jakość druku ma wpływ staranne przygotowanie maszyny do pracy. Dokładne
przygotowanie maszyny zmniejsza ilość postojów w czasie drukowania i pozwala uniknąć
wielu błędów drukarskich.
Na powijak przeznacza się elastyczną tkaninę wykonaną w wątku z przędzy wełnianej,
a w osnowie z ramii lub lnu. Powijak ma za zadanie zwiększenie elastyczności cylindra.
Nawija się go ściśle na cylinder drukarski w ilości 10–20 warstw.
Sukno drukarskie stanowi ochronę powijaka przed działaniem farby drukarskiej i głównie
zawartych w niej chemikaliów. Jego zadaniem jest wyrównanie powierzchni powijaka
i zwiększenie sprężystości podłoża. Długość sukna drukarskiego zależy od konstrukcji
maszyny drukarskiej i wynosi 40–50 m.
Podkładka drukarska jest ochroną dla sukna drukarskiego. Ma za zadanie wchłonąć
nadmiar farby przeciskanej przez drukowaną tkaninę, co zapobiega rozlewaniu się
drukowanego wzoru. Długość podkładki wynosi średnio 100–200 m.
Wałki umieszcza się w mosiężnych półpanewkach łożysk. Docisk wałków do cylindra
zapewniają układy dźwigni obciążone nakładanymi ciężarami oraz śruby dociskowe. Wałki
można przesuwać wzdłuż i w poprzek cylindra. Konstrukcja urządzeń dociskowych zapewnia
elastyczny docisk, który umożliwia odchylenie wałka od cylindra, zabezpieczając przed
pęknięciem wałka. Na jednym z końców stalowej osi wałka drukarskiego umocowuje się koło
raportowe. Przy zakładaniu wałków drukarskich istotnym warunkiem jest ich zraportowanie.
Poprawianie raportu przeprowadza się po wykonaniu próbnych odbitek farbami na podkładce,
a następnie na pierwszych metrach drukowanej tkaniny.
Noże drukarskie posiadają szereg grubości. Są one oznaczone numerami od 0 wzwyż.
Numer l oznacza grubość ostrza l mm, każdy zaś następny jest o 0,1 mm cieńszy. Dobór noża
drukarskiego do danego wałka zależy od rodzaju wyrytowanego na nim wzoru. Jeżeli jest
konturowy lub drobny
stosuje się noże grubsze. Wybrany nóż zamocowuje się
w odpowiedniej obsadzie. Obsadę nazywamy ramieniem noża. Nóż ostrzy się za pomocą
pilnika i marmurka do polerowania. Ostrzu nadaje się odpowiednie nachylenie. Po
przygotowaniu nóż umieszcza się w łożyskach głowicy maszyny drukarskiej, łącząc go
z urządzeniem mimośrodowym i obciążając w celu uzyskania żądanego docisku.
Koryto na farby drukarskie zakłada się na półkę znajdującą się w głowicy maszyny
i reguluje za pomocą śrub. Ustawienie koryta powinno być bezwzględnie poziome, aby
zużycie farby było równomierne na całej jego szerokości.
W bocznych ściankach koryt mocuje się szczotki w specjalnych łożyskach dla nich
przeznaczonych. Szczotki otrzymują ruch obrotowy od wału drukarskiego dzięki sile tarcia.
Czynności, jakie należy wykonać przed uruchomieniem maszyny:
−
naoliwić wszystkie ruchome części,
−
skontrolować prawidłowość ułożenia powijaka oraz sukna drukarskiego i podkładki
drukarskiej,
−
skontrolować sprawność suszarki,
−
skontrolować dostarczenie do maszyny farb drukarskich oraz napełnienie nimi koryt,
−
skontrolować założenie tkaniny na maszynę.
Załoga obsługująca maszynę składa się z czterech osób:
−
drukarza,
−
przepuszczającego tkaninę,
−
przepuszczającego podkładkę,
−
odbierającego tkaninę wydrukowaną.
Drukarz kieruje pracą maszyny. Do niego należy uruchomienie i zatrzymanie maszyny,
utrzymywanie właściwego raportu druku, kontrolowanie szybkości drukowania oraz
dostarczane farb do koryt umieszczonych z przodu maszyny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Pracownik przepuszczający tkaninę dba o równomierny przelot i właściwe naprężenie
drukowanej tkaniny oraz podkładki. Ponadto podczas drukowania napełnia on i uzupełnia
farbami koryta umieszczone z tyłu maszyny.
Pracownik przepuszczający podkładkę dostarcza podkładkę i odtransportowuje zużytą
podkładkę. Sprawdza stan podkładki. Przekazuje podkładkę do prania oraz czuwa nad
właściwym jej przebiegiem podczas pracy maszyny.
Odbioru tkaniny z suszarki dokonuje pracownik odbierający tkaninę. Odtransportowuje
on wysuszoną tkaninę do parowników i oznacza końce sztuk oraz partii tkanin.
Pozostałe czynności wykonują poszczególni pracownicy zgodnie z poleceniami drukarza.
Obróbka po druku
Po wydrukowaniu tkanina musi być wysuszona. Ma to na celu usunięcie wilgoci z miejsc
zadrukowanych. Wysuszenie zabezpiecza przed odbijaniem elementów wzoru na miejscach
nie zadrukowanych przy układaniu tkaniny na wózki transportowe.
Suszarki stosowane po druku nazywane mansardami, stanowią nieodłączna część
maszyny drukarskiej. Zależnie od konstrukcji maszyny umieszczane są na tym samym
poziomico maszyna, albo drukarka na parterze, a suszarka na piętrze. Suszarka jest to
izolowana termicznie metalowa skrzynia ogrzewana pośrednio parą. Podzielona jest na trzy
części: komorę suszenia podkładki ewentualnie sukna drukarskiego, komorę suszenia tkaniny
drukowanej i komorę końcową chłodzącą.
Czas suszenia tkaniny po drukowaniu zależy od:
−
stopnia zadrukowania,
−
metody druku (druk bezpośredni, wywabowy, ochronny),
−
rodzaju stosowanych barwników,
−
grubości tkaniny,
−
zdolności suszącej suszarki.
Podstawowym warunkiem przydatności barwnika do druku jest jego odporność na wysokie
temperatury. Jeżeli odporność ta jest niska to, podczas utrwalania lub nawet już podczas obróbki
wyrobów gotowych (np. plisowanie, prasowanie) następuje sublimacja barwnika. Zjawisko to
powoduje zmianę odcienia oraz migrację barwnika na nie zadrukowane płaszczyzny tkaniny. Dla
wyższej intensywności barw nasilenie tego zjawiska jest większe.
Odporność na czynniki mokre, tarcie i światło są w dużej mierze uzależnione od sposobu
utrwalania. Najwyższą odporność osiąga się przy utrwalaniu gorącym powietrzem. Na
wartość wymienionych odporności ma wpływ właściwy sposób wykończania mokrego po
druku, a szczególnie obróbka redukująca i pranie. Na przykład wydruki wykonane
barwnikami syntenowymi P na tkaninie poliestrowej można utrwalać przez parowanie pod
normalnym ciśnieniem, parowanie pod zwiększonym ciśnieniem oraz przez dogrzewanie
gorącym powietrzem.
Farbę drukarską dla druku utrwalanego pod normalnym ciśnieniem przygotowuje się
następująco:
5–80 g barwnika w proszku lub równoważną ilość w płynie roztworzyć w
305–230 g wody o temp. 40°C, po czym zagęścić
550–500 g zagęszczenia, następnie do całości dodać
40 g Nitrolu S (roztwór wodny 1:3) oraz
150–100 g przenośnika – (roztwór wodny 1:3)
w sumie 1000 g
Po wydrukowaniu i wysuszeniu tkaninę utrwala się w parowniku przy normalnym
ciśnieniu w ciągu 60 min. Zwiększenie ciśnienia do 0,5 atmosfer wpływa korzystnie na
wydajność kolorystyczną i umożliwia skrócenie czasu parowania do 30 min.
Skład i przygotowanie farby drukarskiej dla druku utrwalanego pod normalnym
ciśnieniem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
5–80 g barwnika w proszku lub równoważną ilość w płynie roztworzyć w
350–300 g wody o temp. 40°C, a następnie zagęścić
600–570 g zagęszczenia, całość wymieszać i dodać
45 g Nitrolu S (roztwór wodny 1:2)
w sumie 1000 g.
Po wydrukowaniu i wysuszeniu utrwalanie przeprowadza się w parowniku okresowym
przy ciśnieniu 1,5–2 atmosfer, w ciągu 15–20 min.
Spośród podanych sposobów utrwalania najlepsze efekty kolorystyczne pod względem
ż
ywości odcienia i wydajności uzyskuje się w metodzie parowania pod ciśnieniem.
Błędy w procesie drukowania
Prawidłowość przeprowadzonego procesu drukowania decyduje o kolorystyce i estetyce
wyrobów. Nad prawidłowym przebiegiem procesu drukowania czuwa personel techniczny
wykończalni. Jego zadaniem jest wychwytywanie błędów na każdym etapie produkcji
i niezwłoczne zapobieganie im. Obok personelu technicznego każdy zatrudniony pracownik
powinien kontrolować jakość. Pozwala to na szybką eliminację powstających błędów. Ścisła
współpraca całej załogi wykończalni prowadzi do bezbłędnej produkcji o wysokiej jakości.
Bieżąca kontrola na poszczególnych etapach pracy jest ważnym elementem w zapobieganiu
powstawania błędów produkcyjnych.
Błędy w procesie drukowania tkanin
Prawidłowo przeprowadzony proces drukowania tkanin decyduje o kolorystyce i estetyce
wyrobów. Jest to proces skomplikowany i trudny, ale przy ścisłym przestrzeganiu warunków
technologicznych można uzyskać właściwe efekty. Nad prawidłowym przebiegiem procesu
czuwa personel techniczny wykończalni. Zadaniem jego jest wychwytywanie błędów na
każdym etapie produkcji i niezwłoczne zapobieganie im. Obok personelu technicznego
powinien współpracować na tym polu każdy zatrudniony pracownik. Pozwala to na szybką
eliminację powstających błędów. Ta ścisła współpraca leży w interesie całej załogi
wykończalni, bowiem od niej zależy bezbłędna produkcja o wysokiej jakości. Podstawowym
czynnikiem zapobiegania powstawaniu błędów w produkcji jest bieżąca kontrola na
poszczególnych etapach pracy.
Tabela 1. Obowiązki pracowników w wydziałach względem kontroli jakości [2, s. 189]
Przygotowanie
tkaniny do druku
Kontrola operacji mechanicznych: strzyżenia, szczotkowania, drapania, zeszywania sztuk,
prostowania wątku, itp.
Kontrola operacji chemicznych: odklejania, bielenia, zobojętniania chemikaliów użytych
w procesie bielenia, sprawdzanie jakości wybarwień przeznaczonych do druku
wywabowego oraz jakości tkaniny naftolowanej przeznaczonej do druku z zasadami
i solami naftoelanowymi.
Przygotowanie farb
drukarskich
Laboratoryjna
kontrola
jakości
barwników,
ś
rodków
pomocniczych
i chemikaliów.
Przygotowanie farb drukarskich według obowiązujących przepisów.
Przygotowanie
wałków drukarskich
i szablonów
Sprawdzenie wierności odtworzenia na wałkach i szablonach projektu wzoru, rodzaju ażuru,
siatki, jak również całkowitego ich wykończenia (gładkość powierzchni wałka, itp.).
Drukowanie
Sprawdzenie przygotowania maszyny do druku. Wykonanie próbnych wydruków oraz
pobieranie wyrywkowych prób w czasie produkcji w celu sprawdzenia wyników
kolorystycznych. Sprawdzenie prawidłowości suszenia.
Parowanie
Sprawdzenie wilgotności, temperatury i czasu parowania. Sprawdzenie czystości
parownika, a szczególnie wałków. Zapobieganie powstawaniu skroplin w parowniku.
Pranie
Sprawdzenie efektu prania – właściwego usunięcia z tkaniny barwnika nie związanego
z włóknem, zagęszczenia oraz chemikaliów i środków pomocniczych.
Suszenie
Sprawdzenie czystości urządzeń suszących. Sprawdzenie stopnia wysuszenia tkaniny.
Kontrola końcowa
Sprawdzenie odporności wydruków wykończonych tkanin.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Błędy wykończania mogą powstawać na skutek:
−
wadliwej pracy urządzenia,
−
w wyniku niewłaściwie prowadzonego procesu technologicznego,
−
złej jakości stosowanych barwników,
−
ś
rodków pomocniczych i chemikaliów.
Wszystkie błędy w procesie wykończania można podzielić na 4 zasadnicze grupy
[2, s. 190, 191].
1.
Wynikające z niewłaściwego przygotowania tkaniny:
−
nierównomierne strzyżenie powierzchni tkaniny,
−
niewłaściwe drapanie i filcowanie tkaniny,
−
niedokładne oczyszczenie powierzchni tkaniny z luźno przylegających włókien, nici
i kurzu,
−
nierównomierne wybielenie i wybarwienie tkaniny, osłabienie tkaniny w procesie
bielenia,
−
niedokładne wypłukanie chemikaliów pomocniczych po procesie bielenia i barwienia,
−
uszkodzenia mechaniczne tkaniny (dziury, porozrywane brzegi, ukośny wątek, złe
szycie na końcach sztuk).
2.
Wynikające z niewłaściwego przygotowania farby drukarskiej:
−
złe rozpuszczenie barwnika i środków pomocniczych,
−
niezgodne z przepisem ilości środków pomocniczych,
−
użycie zagęszczenia niewłaściwego dla danej grupy barwników lub źle
przygotowanego,
−
pozostawienie w farbie zanieczyszczeń mechanicznych.
3.
Wynikające z nieodpowiedniego przygotowania drukarki i nieuwagi obsługi:
−
niedokładne odtworzenie wzoru przez rytownię lub szablonownię,
−
niedokładne przygotowanie elementów drukujących: wałków, szablonów lub
uszkodzenie ich w czasie poprzedzającym drukowanie,
−
złe przygotowanie maszyny do druku tzn. niewłaściwe naostrzenie noży, złe
ustawienie noży, niedokładne raportowanie wzoru, źle nawinięty powijak, źle
wyprana lub zeszyta, pofałdowana podkładka drukarska, itp.
4.
Powstające w dalszych operacjach wykończenia tkanin:
−
niedokładne dosuszenie albo przesuszenie tkaniny po druku,
−
parowanie w niewłaściwym środowisku, zabrudzenie, pofałdowanie lub rozdarcie
tkaniny w suszarce lub w parowniku,
−
niewłaściwe pranie (nieodpowiedni skład i kolejność kąpieli piorących), niedbałe
spranie zagęszczeń, klejów i środków chemicznych, podbarwienie tła.
Do najpospolitszych błędów powstających w fazie druku należą niżej wymienione:
1. Ochrony druku.
2. Nierówność druku.
3. Mora drukarska.
4.
Rozlane kontury druku.
5.
Druk zaciągnięty.
6. Odbicia.
7. Rysy.
8. Uszkodzenie rytów (ażury).
9. Zniekształcenie rysunku wzoru.
10. Obwódki dokoła figur.
11. Zły raport wzoru.
12.
Naruszone tło.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
13. Miejscowe lub całkowite osłabienie tkaniny.
14. Fałdy w tkaninie.
15.
Plamy i zabrudzenia.
16.
Motyle i przecinki.
Tabela 2. Zestawienie błędów powstających w fazie druku, ich opisów i przyczyn [opracowanie własne na
podstawie 2, s. 191–195]
Nazwa błędu
Opis błędu
Przyczyny powstawania błędu
Ochrony druku miejscowy
zanik
intensywności
druku
we
właściwym kolorze
złe przygotowanie tkaniny do druku, mianowicie:
niedostateczne wykwaszenie tkaniny w bielniku,
złe wypłukanie resztek chloru, kwasów lub alkaliów,
twarda woda – powstanie na tkaninie nierozpuszczalnych
osadów,
ź
le zeszyta lub źle wyprana podkładka,
miejscowe nawilżenie tkaniny przed drukiem.
Nierówność
druku
objawia
się
różnym
natężeniem
barw
w
tych
samych figurach wzoru
nierówne napawanie tkaniny lub złe suszenie tkaniny po
napawaniu
w
przypadku
druku
barwnikami
naftoelanowymi,
nierównomierny docisk wałków drukarskich,
nierówna głębokość rytów na wałkach,
pęknięcie powijaka w czasie druku,
nierówne nanoszenie farby drukarskiej na wałek –
pochylenie koryta z farbą, dolewanie farby tylko w jednym
miejscu koryta, złe ustawienie szczotki drukarskiej, złe
wymycie
szczotki
drukarskiej,
nierówne
nawiniecie
powijaka,
krzywe osie drukarskie lub słabo nabity wałek,
niewłaściwe parowanie, tj. nierówny dopływ pary,
zbyt długie pozostawienie tkaniny bez parowania.
Mora
drukarska
częściowy
zanik
drobnych
figur wzoru na tkaninach
o grubym splocie
niemaglowana tkanina,
złe wytrawienie wałków – nierównomierna głębokość rytu,
zanieczyszczone ryty (zasadzony ażur).
Rozlane
kontury druku
niewyraźne kontury druku
druk na wilgotnej tkaninie lub podkładce,
złe wysuszenie tkaniny po druku,
parowanie w zbyt wilgotnej parze,
niewłaściwa kolejność wałków drukarskich w maszynie
przy druku wielokolorowym (druk pada na wilgotne jeszcze
powierzchnie poprzednio wydrukowanych figur),
zbyt głębokie ryty na wałkach drukarskich,
twarda, źle wyprana podkładka drukarska,
miejscowe nawilżenie przez skropliny w parowniku.
Druk
zaciągnięty
za figurą wzoru ciągnie się
jeszcze przez pewien odcinek
słabsze zabarwienie
zbyt rzadka farba,
ź
le przygotowane lub nieodpowiednie zagęszczenie,
ź
le przygotowany lub źle ustawiony nóż drukarski,
zbyt słabo obciążony nóż drukarski,
przylepianie się kurzu lub innych zanieczyszczeń do noża
drukarskiego,
zbyt wielka ilość środków higroskopijnych w farbie,
farba drukarska rozłożona – barwnik wytrącony
Odbicia
odbicie
figur
lub
innych
wzorów na innych miejscach
tkaniny
fałdy w tkaninie, złe naprężenie tkaniny w suszarce
maszyny drukarskiej lub parowniku,
fałdy w czasie prania i wyżymania,
złe (zbyt długie) przechowywanie mokrej tkaniny po praniu,
odbicia z mokrej podkładki
Rysy
cienka
linia
biała
(przy
drukach
wywabowych
i ochronnych) lub kolorowa
przy
druku
bezpośrednim,
ciągnąca się wzdłuż tkaniny
wyszczerbienie noża przez zanieczyszczenia mechaniczne
w farbie (kryształki, piasek) lub w tkaninie (opiłki, kawałki
igieł z obić zgrzeblarskich).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Uszkodzenie
rytów (ażury)
jaśniejsze wydruki w środku
figur
złe ustawienie noża drukarskiego (należy ustawić ukośnie –
skrzyżować),
ź
le wyrytowane wałki.
Zniekształcenie
rysunku wzoru
dodatkowe
figury
nie
wynikające z projektu wzoru
uszkodzenie (zacięcie) wałka przy wkładaniu do maszyny,
nieostrożne wkładanie koryt, szczotek i noży drukarskich,
uszkodzenie wałka przez obce ciała wrobione w tkaninę.
Obwódki
dokoła figur
powstają
przeważnie
przy
druku
wywabowym
i ochronnym
lub
przy
zetknięciu się farb o różnych
właściwościach chemicznych
nadmiar środków wywabiających lub rezerwujących
w farbie,
niedosuszenie tkaniny,
zbyt wilgotna para w parowniku.
Zły
raport
wzoru
wzór
na
tkaninie
zniekształcony
wskutek
niedopasowanych
figur
na
różnych wałkach.
ź
le wyrytowany wzór,
nierówne obwody wałków drukarskich,
zbyt grube szycie tkaniny lub podkładki,
wyrobione koła raportowe,
złe nabicie wałków drukarskich,
niedostateczne naprężenie tkaniny, podkładki lub sukna,
zbyt luźno nawinięty powijak,
drgania maszyny spowodowane zbyt głębokim zazębianiem
się kół raportowych,
nieuwaga obsługi.
Naruszone tło
miejscowe
lub
całkowite
rozjaśnianie tła
użycie nadmiernej ilości środków wywabiających,
brudne wałki w parowniku,
ź
le wygładzona powierzchnia wałków drukarskich,
użycie noża drukarskiego o niewłaściwej grubości lub źle
naostrzonego.
Miejscowe lub
całkowite
osłabienie
tkaniny
błąd,
którego
nie
można
naprawić
nadmierna ilość chemikaliów niszczących włókno (soli
anilinowej, siarczanu glinowego) w kąpieli napawającej lub
w farbie drukarskiej,
przesuszenie tkaniny drukowanej farbami zawierającymi
ś
rodki uszkadzające włókno,
postój maszyny drukarskiej, parownika lub pralnicy
w czasie obróbki druków wykonanych przy użyciu farb
uszkadzających włókno (sól anilinowa, siarczan glinowy),
nadmierne wydrapanie tkaniny,
złe wypłukanie chemikaliów z tkaniny.
Fałdy
w tkaninie
powodują
niezadrukowanie
tkaniny w miejscu zwinięcia
niewłaściwe skonstruowanie krajek tkaniny przez tkalnię,
nierówno skręcony wątek i pomieszanie jego partii,
złe działanie urządzeń rozszerzających w maszynie
drukarskiej
Plamy
i zabrudzenia
widoczne plamy ze smarów
i olejów lub farb
nadmierne smarowanie maszyny,
zapryskanie tkaniny farbą przez zbyt mocno dokręcone
szczotki.
Motyle
i przecinki
zniekształcenie wzoru przez
barwną plamę nieokreślonego
kształtu
tkanina źle przygotowana do druku (źle czyszczona,
strzyżona, opalana, itp.),
użycie złej szczotki z wychodzącym włosiem,
zbyt gęsta i źle przygotowana farba,
ź
le ustawiony i naostrzony nóż drukarski.
Podział błędów drukarskich pod względem ich szkodliwości:
1.
Błędy o małym stopniu szkodliwości – są usuwane w czasie pracy maszyny lub w okresie
krótkich postojów.
2.
Błędy o średnim stopniu szkodliwości – są usuwane w czasie dłuższych postojów
maszyny. Do nich należą błędy wynikające ze złego stanu przygotowania maszyny,
wadliwego rytowania wałków drukarskich, jak również niewłaściwego stopnia
przygotowania tkaniny do druku.
3.
Błędy o dużym stopniu szkodliwości – błędy nieodwracalne, prowadzące do całkowitego
zniszczenia tkaniny. Należą do nich głównie błędy wynikające z niewłaściwego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
przygotowania farby drukarskiej (pomyłki w składzie farb drukarskich) oraz
niewłaściwego suszenia i parowania szczególnie przy stosowaniu farb uszkadzających
włókno (Czerń anilinowa, siarczan glinowy).
Zagrożenia dla pracowników
Pracownicy drukarni narażeni są na następujące zagrożenia:
−
działanie chemikaliów,
−
działanie wysokich temperatur, pary wodnej i gorącego powietrza,
−
pochodzące od maszyn w ruchu.
Miejsca zagrożeń oznaczone są następującymi znakami ostrzegawczymi:
Rys. 32. Znaki informujące o zagrożeniach [8]
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
Z jakich zespołów składa się drukarka półmechaniczna?
2.
W jaki sposób działa drukarka automatyczna?
3.
Na jakiej zasadzie działają przecieraki?
4.
Jak zbudowana jest drukarka wałowa?
5.
W jaki sposób powstaje druk w drukarce wałowej?
6.
Jakimi metodami odbywa się rytowanie wałków drukarskich?
7.
Jakie są zasady przygotowania maszyn do druku?
8.
Jakie są zadania poszczególnych pracowników obsługujących maszyny drukujące?
9.
Jakie są sposoby wykończania wydruków i maszyn stosowanych na tym etapie?
10.
Jakie są błędy druku i przyczyny ich powstawania?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.3.3. Ćwiczenia
Ć
wiczenie 1
Wskaż na schemacie drukarki wałowej poszczególne elementy maszyny i omów zadania
poszczególnych pracowników.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przyjrzeć się uważnie schematowi.
2)
nazwać poszczególne elementy i opisać ich działanie.
3)
wymienić zadania poszczególnych pracowników pracujących przy takiej drukarce.
Wyposażenie stanowiska pracy:
−
schemat maszyny wałowej lub maszyna,
−
poradnik ucznia,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Odszukaj na podanych próbkach dzianin błędy drukarskie i sklasyfikuj je.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
obejrzeć uważnie próbki i zaobserwować błędy druku,
2)
sklasyfikować błędy,
3)
pogrupować próbki o błędach powstałych z tych samych przyczyn,
4)
określić sposób zapobiegania powstaniu określonych błędów.
Wyposażenie stanowiska pracy:
−
próbki dzianin,
−
poradnik dla ucznia,
−
lupa, przybory do pisania, zeszyt,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Na powierzchni bocznej świecy wytnij wklęsły wzorek, zadrukuj tak wykonanym
wałkiem papier lub ręcznik papierowy, odszukaj raport wzoru.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wyciąć wzorek na świecy,
2)
pomalować świecę farbą plakatową,
3)
nadrukować na papierze wzór ze świecy,
4)
określić raport wzoru,
5)
zmodyfikować tak rysunek, aby nie było widać granic raportu,
6)
przygotować szablon wzoru o raporcie pasującym na większą średnicę świecy, przenieść
rysunek na świecę o większej średnicy,
7)
ocenić trudność i jakość wykonania zadania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Wyposażenie stanowiska pracy:
−
ś
wiece, nożyk,
−
farba plakatowa,
−
kartki papieru, ręczniki papierowe,
−
literatura zgodnie z punktem 6 poradnika dla ucznia.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
omówić zadania poszczególnych elementów maszyny?
2)
określić zadanie przecieraka?
3)
omówić zadania noża drukarskiego?
4)
opisać sposoby rytowania wałków drukarskich?
5)
opisać, na czym polega nawijanie powijaka?
6)
wyjaśnić, do czego służy sukno drukarskie i podkładka drukarska?
7)
wyjaśnić, w jaki sposób zakładamy nóż drukarski?
8)
omówić, w jaki sposób przygotowujemy maszynę do druku?
9)
wyjaśnić zadania drukarza?
10)
wyjaśnić zadania pozostałych pracowników?
11)
wyjaśnić, na jakich etapach pracy należy kontrolować jakość?
12)
określić błędy wynikające z niewłaściwego przygotowania tkaniny?
13)
określić błędy wykończalnicze?
14)
scharakteryzować grupy błędów drukarskich?
15)
omówić poszczególne grupy błędów?
16)
rozpoznać rodzaj błędów na zadrukowanym materiale?
17)
Określić raport wzoru drukarskiego?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
5.
W każdym pytaniu tylko jedna odpowiedź jest prawdziwa.
6.
Pracuj samodzielnie bo tylko wtedy będziesz miał satysfakcję z wykonanego zadani.
7.
Dokładnie przeczytaj pytania, odpowiedzi, których jesteś pewien zaznacz od razu do
tych, które sprawią ci trudności wrócisz później.
8.
Nie śpiesz się masz czas na zastanowienie.
9.
Na rozwiązanie testu masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Miejscowe barwienie wyrobu włókienniczego nazywamy
a)
drukowaniem.
b)
farbowaniem.
c)
stemplowaniem.
d)
barwieniem.
2.
Druk filmowy jest rodzajem druku, w którym obraz jest nanoszony przez
a)
skopiowanie z taśmy filmowej.
b)
przetarcie farby przez siatkę, szablon.
c)
odciśnięcie z rytowanego wałka.
d)
naniesienie za pomocą pistoletu.
3.
Do druku filmowego nie należy druk
a)
ręczny.
b)
okresowy ciągły.
c)
ciągły rotacyjny.
d)
ciągły wałowy.
4.
Urządzenie do druku filmowego ręcznego składa się z następujących elementów
a)
stołu drukarskiego oraz szablonów z przecierakami.
b)
elektrycznie ogrzewanego stołu i wózka drukarskiego.
c)
cylindra drukarskiego i wałka dociskowego.
d)
rytowanego wałka drukarskiego i wałka dociskowego.
5.
Gumowy cylinder drukarski, wałek prowadzący, podkładka drukarska, szablony
i przecieraki to elementy budowy
a)
drukarki filmowej okresowej ręcznej.
b)
drukarki wałowej.
c)
automatycznej drukarki filmowej ciągłej.
d)
drukarki filmowej okresowej automatycznej.
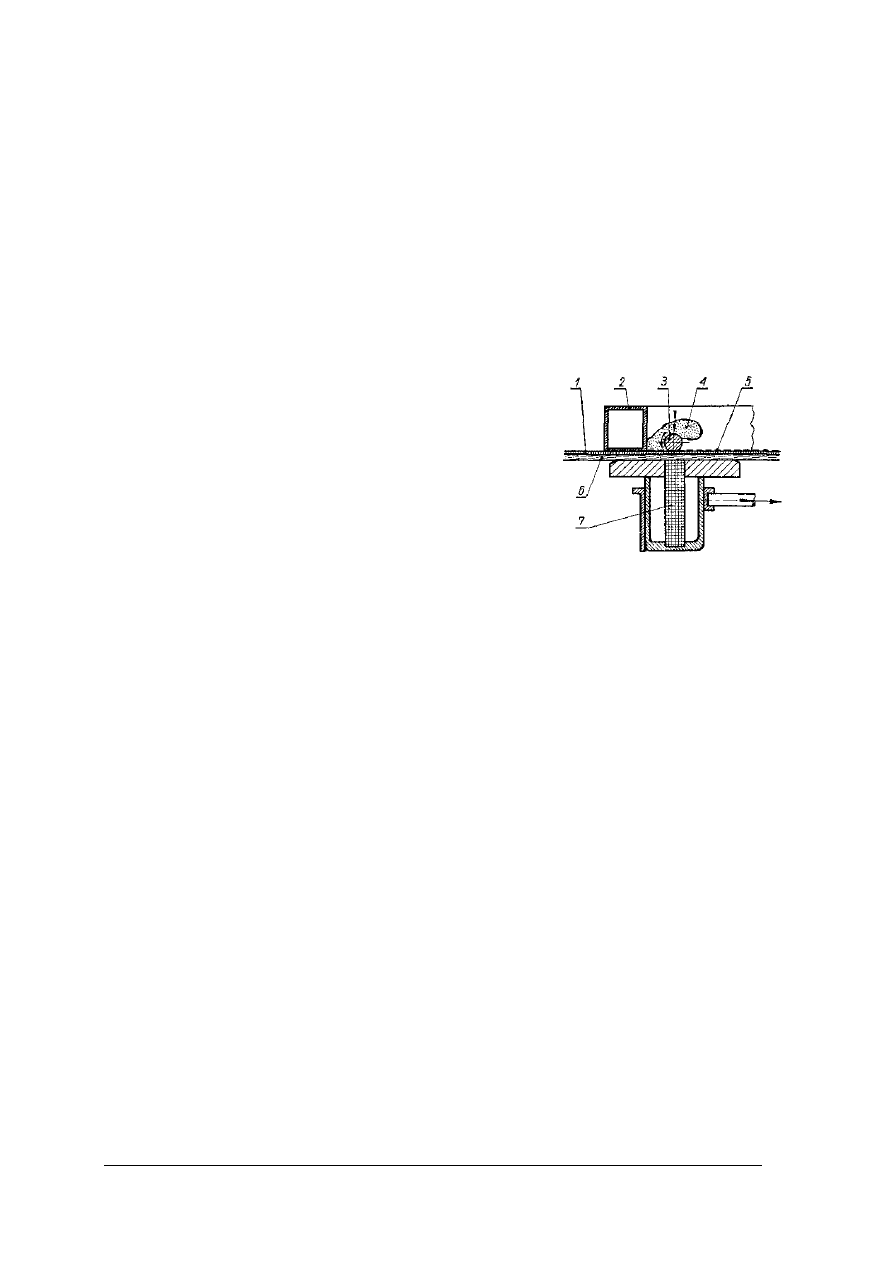
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
6.
Proces tworzenia wklęsłego wzoru na wałkach drukarskich nazywamy
a)
wytłaczaniem.
b)
rytowaniem.
c)
rzeźbieniem.
d)
trawieniem.
7.
Do zbierania z wałków drukujących kurzu, nitek i innych zanieczyszczeń służy
a)
nóż drukarski.
b)
kontranóż.
c)
szczotka drukarska.
d)
głowica maszyny.
8.
Na rysunku przedstawiono
a)
schemat pracy wałka w maszynie wałowej.
b)
schemat pracy wałka drukarskiego w drukarce
filmowej.
c)
element roboczy drukarki rotacyjnej.
d)
przecierak drukarki filmowej okresowej.
9.
Zadaniem noża drukarskiego w maszynie wałowej jest
a)
zbieranie z nierytowanej powierzchni wałka farby drukarskiej.
b)
nakładanie farby na wałek drukarski.
c)
odkrawanie brzegów tkaniny.
d)
dociskanie tkaniny do wałka.
10.
Warstwy tkanin nawinięte na cylinder drukarski zapewniające większą elastyczność
cylindra nazywamy
a)
suknem drukarskim.
b)
powijakiem.
c)
podkładką.
d)
tkaniną drukowaną.
11.
Pracą maszyny drukującej kieruje
a)
pracownik przepuszczający tkaninę.
b)
pracownik przepuszczający podkładkę.
c)
pracownik odbierający tkaninę.
d)
drukarz.
12.
Mansardami nazywa się
a)
szczotki drukarskie.
b)
koryta z farbą.
c)
suszarki stosowane po druku.
d)
noże drukarskie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
13.
Farby do druku przygotowuje się w
a)
korytach drukarek.
b)
kuchni farb.
c)
na sali maszyn.
d)
poza zakładem.
14.
Do mieszania składników farb stosuje się
a)
kotły do gotowania zagęszczeń.
b)
cedzaki mechaniczne i próżniowe.
c)
dwu lub trójwalcowe młynki.
d)
mieszadła szybkoobrotowe.
15.
W celu oczyszczenia farby z zanieczyszczeń mechanicznych farbę przepuszcza się przez
a)
cedzak mechaniczny lub próżniowy.
b)
młynek trójwalcowy.
c)
kocioł do gotowania.
d)
kocioł do mieszania.
16.
Składnikiem farby nie jest
a)
barwnik.
b)
ś
rodek pomocniczy.
c)
zagęszczenie.
d)
ś
rodek utwardzający.
17.
Ś
rodki przyśpieszające reakcje chemiczne przy utrwalaniu barwnika na włóknie
nazywamy
a)
katalizatorami.
b)
zagęszczeniami.
c)
rozpuszczalnikami.
d)
ś
rodkami pomocniczymi.
18.
Do utrzymania barwnika w ramach konturów służy
a)
rozpuszczalnik.
b)
zagęstnik.
c)
katalizator.
d)
ś
rodek pomocniczy.
19.
Skrobia, guma arabska, tragant są to
a)
zagęszczenia.
b)
ś
rodki pomocnicze.
c)
rozpuszczalniki.
d)
katalizatory.
20.
Utrwalenie barwnika nie następuje przez
a)
parowania.
b)
pranie.
c)
dogrzewanie.
d)
parowanie i dogrzewanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
21.
Dogrzewanie gorącym powietrzem odbywa się w
a)
parowniku dwuspiralnym.
b)
parowniku wieszakowym.
c)
dogrzewaczu system RT.
d)
parowniku spiralnym.
22.
W pralnicach nie prowadzi się procesu
a)
suszenia.
b)
płukania.
c)
utrwalania.
d)
parowniku spiralnym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Drukowanie wyrobów włókienniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
6.
LITERATURA
1.
Balasiński T., Dziamara H., Malinowski L.: Pracownia włókiennicza. WSiP, Warszawa 1997
2.
Bielecki J. Jędraszczyk H. Technologia chemicznej obróbki włókien. WSiP, Warszawa 1984
3.
Filipiak I., Kowalczyk K.: Konfekcjonowanie dzianin. WSiP, Warszawa 1989
4.
Kołaciński T., Kołodziński M. (red.): Poradnik inżyniera – Włókiennictwo. WNT,
Warszawa 1988
5.
Pielichowski J., Pruszyński A.: Technologia tworzyw sztucznych. WNT, Warszawa 2003
6.
Samek P.: Krawiectwo-Materiałoznawstwo. WSiP S.A., Warszawa 1999
7.
Tyszka M. (red.): Materiałoznawstwo włókiennicze dla ZSZ WSiP, Warszawa 1987
Strony www
8.
znaki.bhpinfo.pl/sklep/pl/1/1/G/D
9.
www.chemorganiczna.com/content/view/140/13/1/1/
10.
www.swiatdruku.com.pl/archiwum/2000_06/01.htm
11.
www.farbiarniasira.pl/galeria.htm
Materiały z seminarium
12.
Polski Komitet Kolorystyki: XVI Seminarium Szkoleniowe
13.
Polski Komitet Kolorystyki: XVII Seminarium Szkoleniowe
14.
Polski Komitet Kolorystyki: XVIII Seminarium Szkoleniowe
15.
Polski Komitet Kolorystyki: XIX Seminarium Szkoleniowe
16.
Polski Komitet Kolorystyki: XX Seminarium Szkoleniowe
17.
Polski Komitet Kolorystyki: XXI Seminarium Szkoleniowe
18.
Polski Komitet Kolorystyki: XXII Seminarium Szkoleniowe
19.
Polski Komitet Kolorystyki: XXIII Seminarium Szkoleniowe
Wyszukiwarka
Podobne podstrony:
Znaki informacyjne dotyczące konserwowania wyrobów włókienniczych
Barwienie włókien i wyrobów włókienniczych
Bielenie włókien i wyrobów włókienniczych
04 Charakteryzowanie płaskich wyrobów włókienniczych
GRUBOŚĆ PŁASKICH WYROBÓW WŁÓKIENNICZYCH
Charakteryzowanie płaskich wyrobów włókienniczych, skór i dodatków krawieckich
UKŁADALNOŚĆ WIELOKIERUNKOWA PŁĄSKICH WYROBÓW WŁÓKIENNICZYCH
Rekodzielnik wyrobow wlokienniczych734[04] 2005 01 31
Barwienie włókien i wyrobów włókienniczych
Bielenie włókien i wyrobów włókienniczych
00 Program nauki Rękodzielnik wyrobow wlokienniczych 743 04
rekodzielnik wyrobow wlokienniczych 743[04]
technik wlokienniczych wyrobow dekoracyjnych 311[42]
00 Program nauki Technik włókienniczych wyrobów dekoracyjnych 311 42
74 Nw 11 Obwody drukowane
12 Kontrolowanie jakosci wyrobo Nieznany (2)
Kontroler jakosci wyrobow elekt Nieznany
zalacznik 2, Wzory umów,próśb,pism,pitów,druków
więcej podobnych podstron