„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Ewa Gałązka
Bielenie włókien i wyrobów włókienniczych 826[01].Z4.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Artur Pacholski
mgr inż. Małgorzata Piechota
Opracowanie redakcyjne:
mgr inż. Maria Michalak
Konsultacja:
mgr Małgorzata Sienna
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 826[01].Z4.01
Bielenie włókien i wyrobów włókienniczych, zawartego w modułowym programie nauczania
dla zawodu operator maszyn w przemyśle włókienniczym.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1.
Wprowadzenie
3
2.
Wymagania wstępne
4
3.
Cele kształcenia
5
4.
Materiał nauczania
6
4.1.
Obróbka wstępna włókien i wyrobów włókienniczych
6
4.1.1.
Materiał nauczania
6
4.1.2.
Pytania sprawdzające
24
4.1.3.
Ć
wiczenia
24
4.1.4.
Sprawdzian postępów
28
4.2.
Bielenie włókien i wyrobów włókienniczych
29
4.2.1.
Materiał nauczania
29
4.2.2.
Pytania sprawdzające
47
4.2.3.
Ć
wiczenia
47
4.2.4.
Sprawdzian postępów
49
5.
Sprawdzian osiągnięć
50
6.
Literatura
55
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik będzie Ci pomocny w przyswajaniu wiedzy o obróbce wstępnej i bieleniu
włókien i wyrobów włókienniczych. Przybliży Ci cel obróbki wstępnej i bielenia,
podstawowe procesy technologiczne. Wskaże technologie obróbki wstępnej i bielenia
różnych rodzajów włókien oraz technologię obróbki wstępnej i bielenia wyrobów
włókienniczych o różnych postaciach przerobowych. Przedstawi również maszyny
i urządzenia stosowane w tych procesach.
W poradniku zamieszczono:
−
wymagania wstępne – wykaz umiejętności, jakie powinieneś mieć już ukształtowane,
abyś bez problemów mógł korzystać z poradnika,
−
cele kształcenia – wykaz umiejętności, jakie ukształtujesz podczas pracy z poradnikiem,
−
materiał nauczania – wiadomości teoretyczne niezbędne do opanowania treści jednostki
modułowej,
−
zestaw pytań, abyś mógł sprawdzić, czy już opanowałeś określone treści,
−
ć
wiczenia, które pomogą Ci zweryfikować wiadomości teoretyczne oraz ukształtować
umiejętności praktyczne,
−
sprawdzian postępów,
−
sprawdzian osiągnięć, przykładowy zestaw zadań. Zaliczenie testu potwierdzi
opanowanie materiału całej jednostki modułowej,
−
literaturę uzupełniającą.
Schemat układu jednostek modułowych w module
826[01].Z4.01
Bielenie włókien
i wyrobów
włókienniczych
826[01].Z4.02
Barwienie włókien
i wyrobów
włókienniczych
826[01].Z4.03
Drukowanie tkanin
i dzianin
826[01].Z4
Technologia wykończania
włókien i wyrobów włókienniczych
826[01].Z4.05
Wykończanie mechaniczne
i termiczne wyrobów
włókienniczych
826[01].Z4.04
Nakładanie apretur
i innych wykończeń
uszlachetniających
na wyroby włókiennicze
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
klasyfikować podstawowe surowce włókiennicze ze względu na ich pochodzenie
i długość włókien, rozpoznawać podstawowe grupy surowców na podstawie koloru,
chwytu i próby palenia oraz rozróżniać surowce i wyroby na podstawie nazw
handlowych i oznaczeń,
−
podawać nazwy handlowe najczęściej produkowanych włókien,
−
charakteryzować właściwości mechaniczne, fizyczne, chemiczne i użytkowe różnych
surowców włókienniczych,
−
określać wpływ pochodzenia włókien i ich składu chemicznego na zastosowanie
i właściwości wyrobów,
−
charakteryzować podstawowe rodzaje wyrobów włókienniczych i określać ich
podstawowe wskaźniki technologiczne,
−
charakteryzować podstawowe parametry budowy wyrobów włókienniczych,
−
definiować podstawowe wskaźniki jakościowe wyrobów włókienniczych,
−
objaśniać podstawowe metody wyznaczania wskaźników jakościowych wyrobów
włókienniczych,
−
określać zasady pobierania próbek wyrobów włókienniczych,
−
określać warunki wykonywania badań,
−
badać wskaźniki użytkowe i strukturalne liniowych i płaskich wyrobów włókienniczych,
−
obliczać wartość podstawowych parametrów wyrobów włókienniczych,
−
rozpoznawać elementy maszyn i mechanizmów,
−
odczytywać rysunki z uwzględnieniem wymiarowania,
−
odczytywać rysunki techniczne i uproszczenia rysunkowe,
−
odczytywać rysunki zestawieniowe zespołów i podzespołów maszyn, ustalać działanie
i określać elementy składowe,
−
wykonywać proste rysunki techniczne,
−
korzystać z dokumentacji technicznej, PN, katalogów,
−
odczytywać
dokumentację
techniczno-ruchową,
dokumentację
technologiczną
i warsztatową,
−
korzystać z różnych źródeł informacji,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej oraz
ochrony środowiska,
−
posługiwać się sprzętem laboratoryjnym z zachowaniem zasad bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
3. CELE KSZTAŁCENIA
W wyniku procesu kształcenia uczeń/słuchacz powinien umieć:
−
scharakteryzować obróbkę wstępną włókien i wyrobów włókienniczych,
−
scharakteryzować procesy bielenia włókien naturalnych, sztucznych i syntetycznych,
−
scharakteryzować procesy merceryzacji, spilśniania, karbonizacji i stabilizacji,
−
dobrać środki bielące i pomocnicze do rodzaju surowca,
−
przygotować kąpiel bielącą według receptury,
−
obsłużyć maszyny i urządzenia bielnika,
−
skontrolować proces bielenia,
−
określić zagrożenia dla zdrowia pracowników bielnika,
−
zidentyfikować nieprawidłowości w pracy maszyn,
−
usunąć wady powstałe w procesie bielenia,
−
udzielić pierwszej pomocy poszkodowanym w wypadkach przy pracy podczas bielenia
tekstyliów,
−
zastosować przepisy bezpieczeństwa i higieny pracy oraz ochrony przeciwpożarowej
i ochrony środowiska.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
4. MATERIAŁ NAUCZANIA
4.1.Obróbka wstępna włókien i wyrobów włókienniczych
4.1.1. Materiał nauczania
Procesy obróbki wstępnej mają na celu przygotowanie włókien i wyrobów
włókienniczych do dalszej obróbki wykończalniczej tj.: bielenia, barwienia, drukowania,
apreturowania i wykończenia końcowego. Operacje obróbki wstępnej obejmują zarówno
obróbkę luźnego włókna, nitek, tkaniny i dzianiny.
W procesie obróbki wstępnej usuwa się zanieczyszczenia naturalne lub powstałe w czasie
produkcji, osiągając stopień czystości wymagany w procesie uszlachetniania. Warunkiem
wykończenia jest dobre przygotowanie wyrobów.
Dla poszczególnych surowców włókienniczych prowadzi się różne procesy wstępnej
obróbki. Niektóre z niżej wymienionych procesów stosuje się dla wszystkich włókien
i wyrobów, inne są charakterystyczne dla określonych surowców, tak jak np.: proces
karbonizacji – charakterystyczny dla włókien wełny, czy kotonizacja – charakterystyczna dla
obróbki włókien łykowych.
Procesy obróbki wstępnej:
−
usuwanie klejonki,
−
opalanie,
−
pranie,
−
strzyżenie,
−
warzenie,
−
merceryzacja,
−
karbonizacja,
−
spilśnianie – folowanie,
−
ś
cieranie – szmerglowanie.
Usuwanie klejonki
Proces ten stosowany jest głównie do tkanin. Tkaniny wykonane w osnowie z przędzy
pojedynczej zawierają klejonkę. Przed operacjami wykończalniczymi zachodzi potrzeba
usunięcia klejonki. Do klejenia osnów bawełnianych używa się przeważnie klejonek
skrobiowych oraz skrobi niemodyfikowanej, której usunięcie wymaga zastosowania
chemicznych środków odklejających.
Najszersze zastosowanie w przemyśle, znalazło odklejanie za pomocą środków
enzymatycznych (złożonych białek), powodujących rozkład skrobi do łatwo rozpuszczalnych
cukrów (dekstryn i glukozy), które łatwo są usuwane z tkaniny podczas prania.
Klejonki można usuwać sposobem ciągłym lub półciągłym. Odklejanie przeprowadza się
w atmosferze pary. Tkaniny poddaje się napojeniu i odżęciu a następnie parowaniu. Do tego
celu stosuje się typu Pad-Roll albo inne specjalnie do tego przystosowane.
Ś
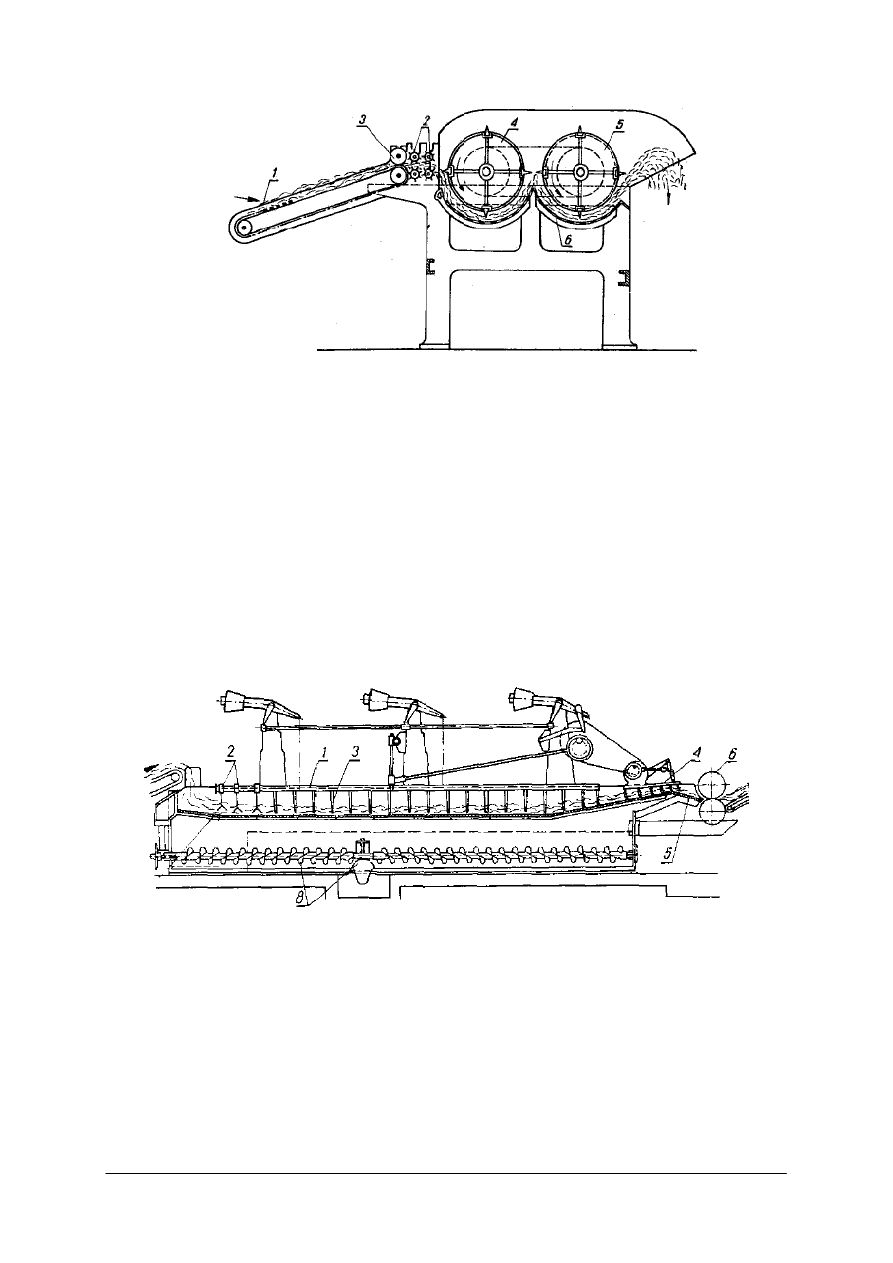
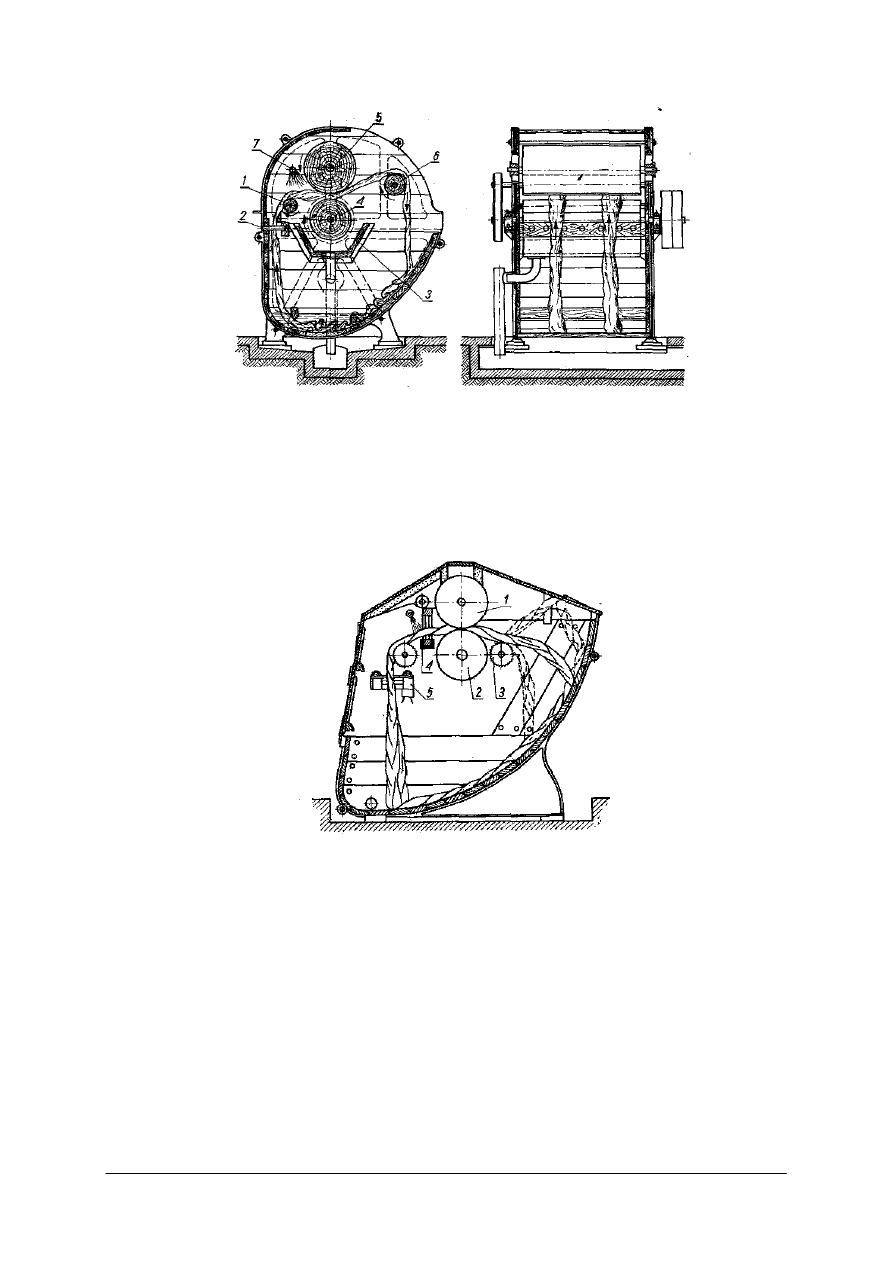
cieranie – szmerglowanie
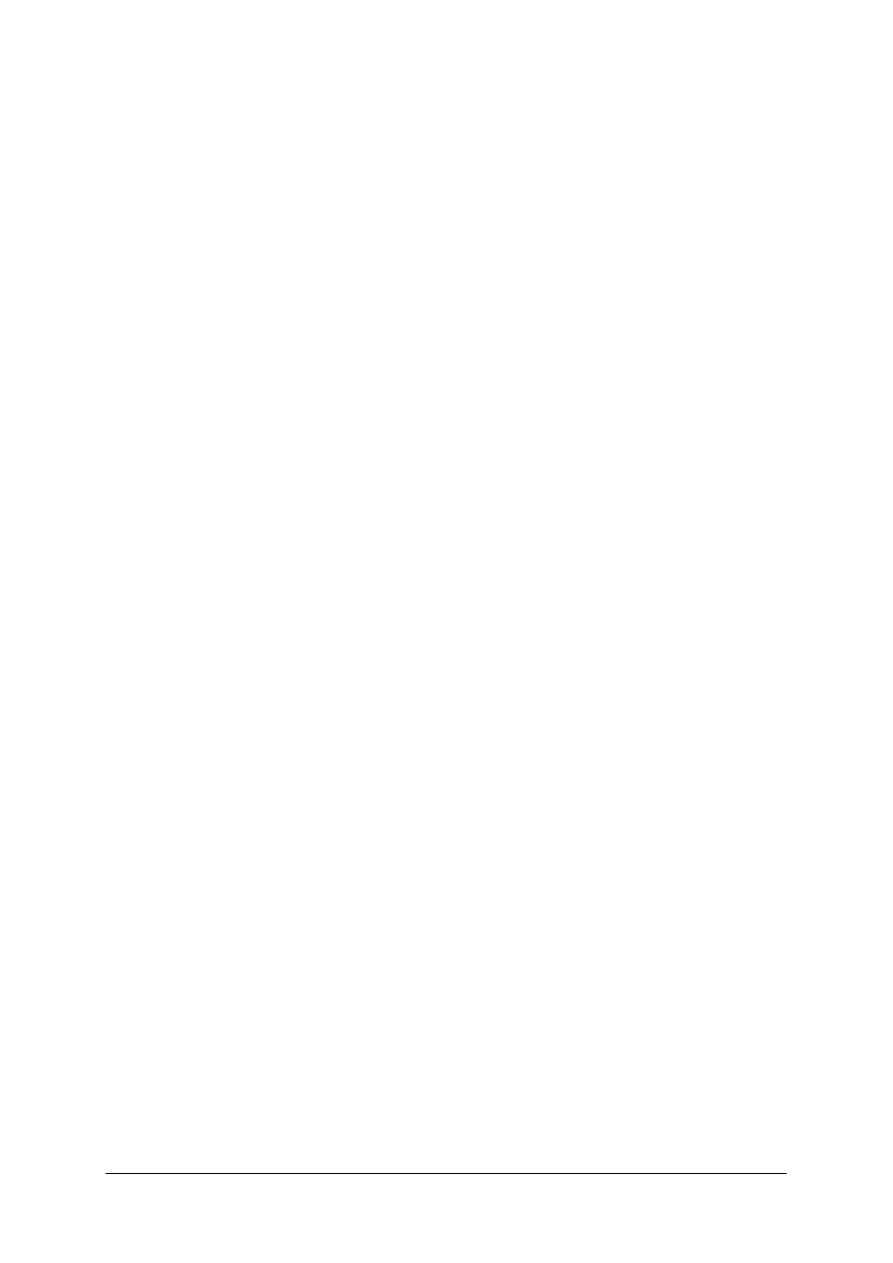
Polega na usuwaniu łusek z niskogatunkowej bawełny i czyszczeniu jej na maszynie
ś
cierającej (szmerglowej). Maszyna ścierająca zbudowana jest z szczotek i wałków obitych
papierem lub tkaniną ścierną. Wałki obracają się w kierunku przeciwnym do kierunku ruchu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
tkaniny (rys. 1); ich działanie w połączeniu z działaniem szczotek powoduje zdzieranie
z powierzchni tkaniny łusek. Ułatwia to wykonywanie następnych mokrych operacji
technologicznych.
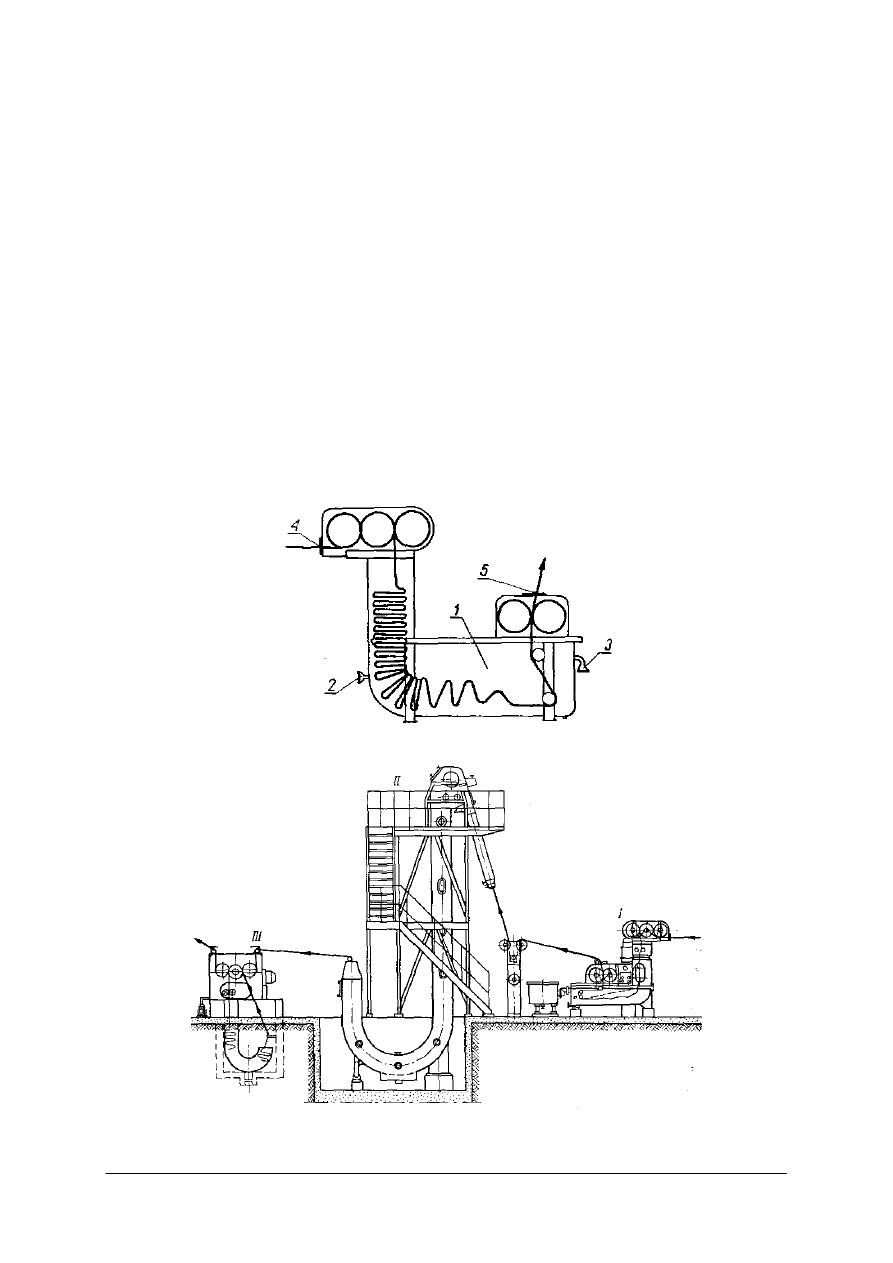
Rys. 1. Schemat sześciowałowej maszyny ścierającej (szmerglówki) o pionowym ustawieniu wałków do
obróbki jedno- lub dwustronnej [3, s. 29]
Strzyżenie
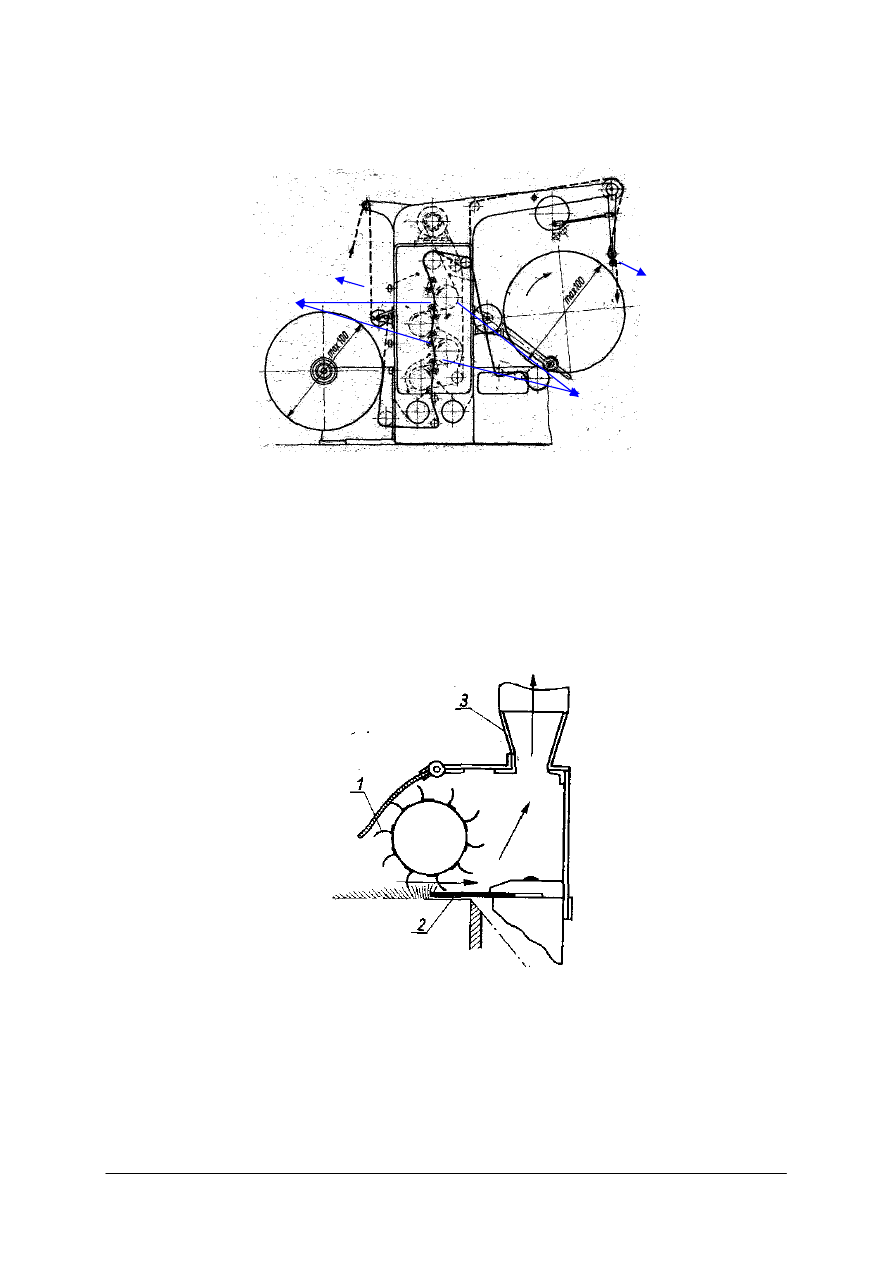
Strzyżenie prowadzi się w celu usunięcia zanieczyszczeń i zwisających końcówek nitek
na maszynach zwanych postrzygarkami (rys. 2). Postrzygarka posiada dwa noże: dolny, który
jest nieruchomy i górny, spiralny, wykonujący ruch obrotowy. Gdy tkanina przesuwa się,
wystające z niej włoski, nitki i inne zanieczyszczenia trafiają między nieruchomy nóż dolny,
a obracający się górny i są ścinane jak przez zwykłe nożyce. Szczotkarka usuwa luźne
zanieczyszczenia, znajdujące się na tkaninie.
Rys. 2. Schemat działania postrzygarki: 1 – nóż górny, 2 – nóż dolny, 3 – wyciąg [3, s. 30]
Opalanie
Tkaniny bawełniane, z wyjątkiem tkanin przeznaczonych do drapania, są poddawane
opalaniu. Proces ten ma na celu nadanie powierzchni tkaniny bardziej estetycznego wyglądu
i zmniejszenia jej skłonności do brudzenia się poprzez usunięcie z powierzchni tkaniny
wystających końcówek włókien.
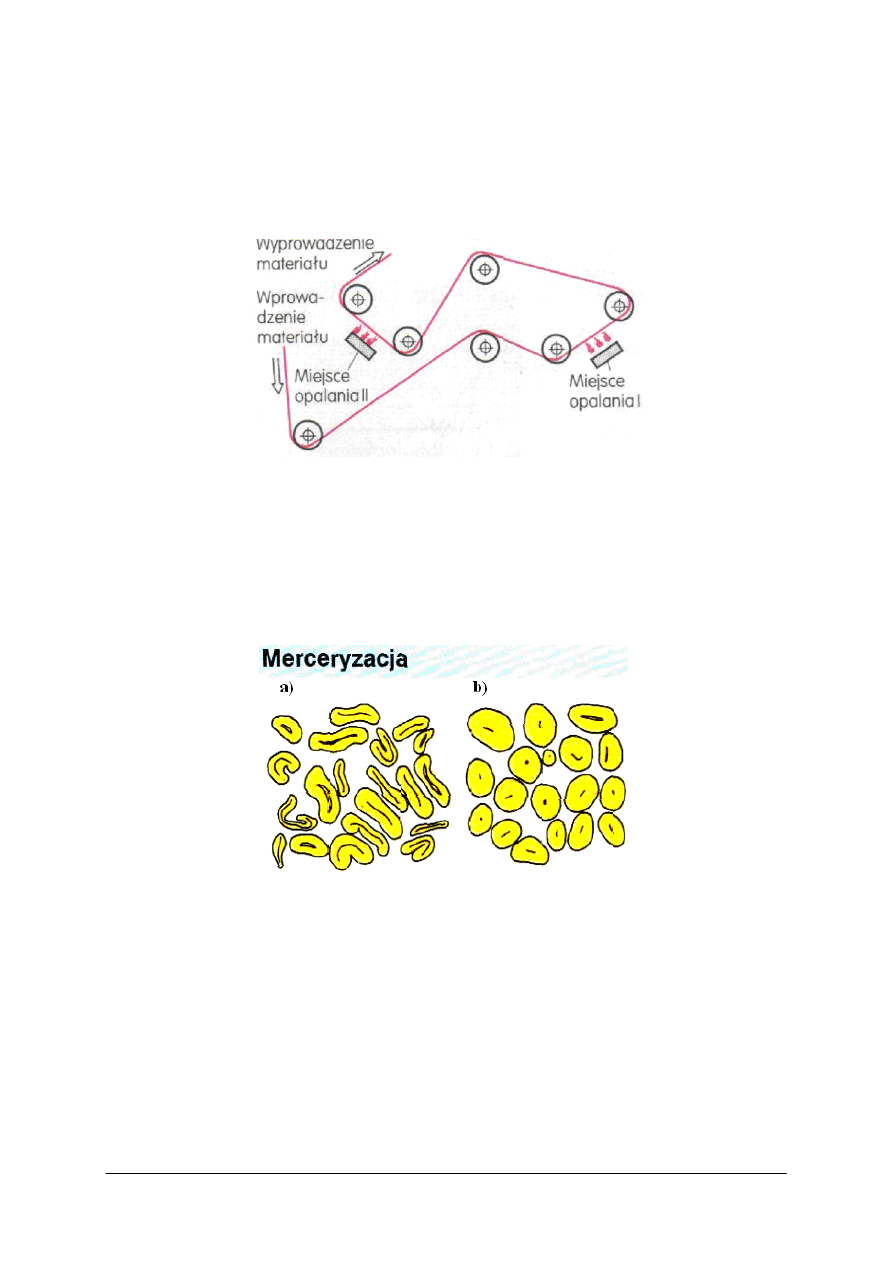
Opalanie prowadzi się na opalarkach gazowych (rys. 3), na których tkanina jest
przepuszczana przez nieświecące pasmo płomienia gazowego.
odbiór tkaniny
wprowadzenie tkaniny
wałki ścierające
szczotki
czyszczące
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Po opalaniu tkanina prowadzona jest między wałki dławiące, komorę parową do gaszenia
iskier lub koryto napełnione wodą, które wtedy służy do jednoczesnego napawania tkaniny
ś
rodkami odklejającymi.
Opalaniu poddaje się głównie materiały odzieżowe z bawełny, choć stosuje się je również
do materiałów z innych włókien celulozowych.
Rys. 3. Schemat przebiegu opalania gazowego [5, s. 88]
Merceryzacja
Merceryzacja – proces moczenia napiętego materiału (lub przędzy bawełnianej) w kąpieli
z wodorotlenku sodu, który powoduje, że przekrój poprzeczny włókien przybiera prawie
okrągły kształt. Dzięki temu materiał zyskuje większą połyskliwość, staje się bardziej
podatny na barwienie, miękki, grubszy i bardziej odporny na rozrywanie, dodatkowo ulega
wykurczeniu.
Rys. 4. Bawełna: a) surowa i b) merceryzowana [5, s. 88]
Pod wpływem zimnej zasady sodowej włókno kurczy się, a jednocześnie pęcznieją jego
ś
cianki. Na skutek tego ulega zwężeniu wewnętrzny kanał, który staje się prawie
niewidoczny. Włókno zmienia kształt przekroju na bardziej okrągły (rys. 4). Merceryzuje się
przeważnie tkaniny obgotowane lub warzone przed operacją bielenia. Skraca to czas procesu
merceryzacji do ok. 50 sekund. Czas merceryzowania tkanin surowych trwa około 3 minuty.
Merceryzacji poddaje się również przędzę bawełnianą przeznaczoną głównie na niektóre
dzianiny i nici bawełniane.
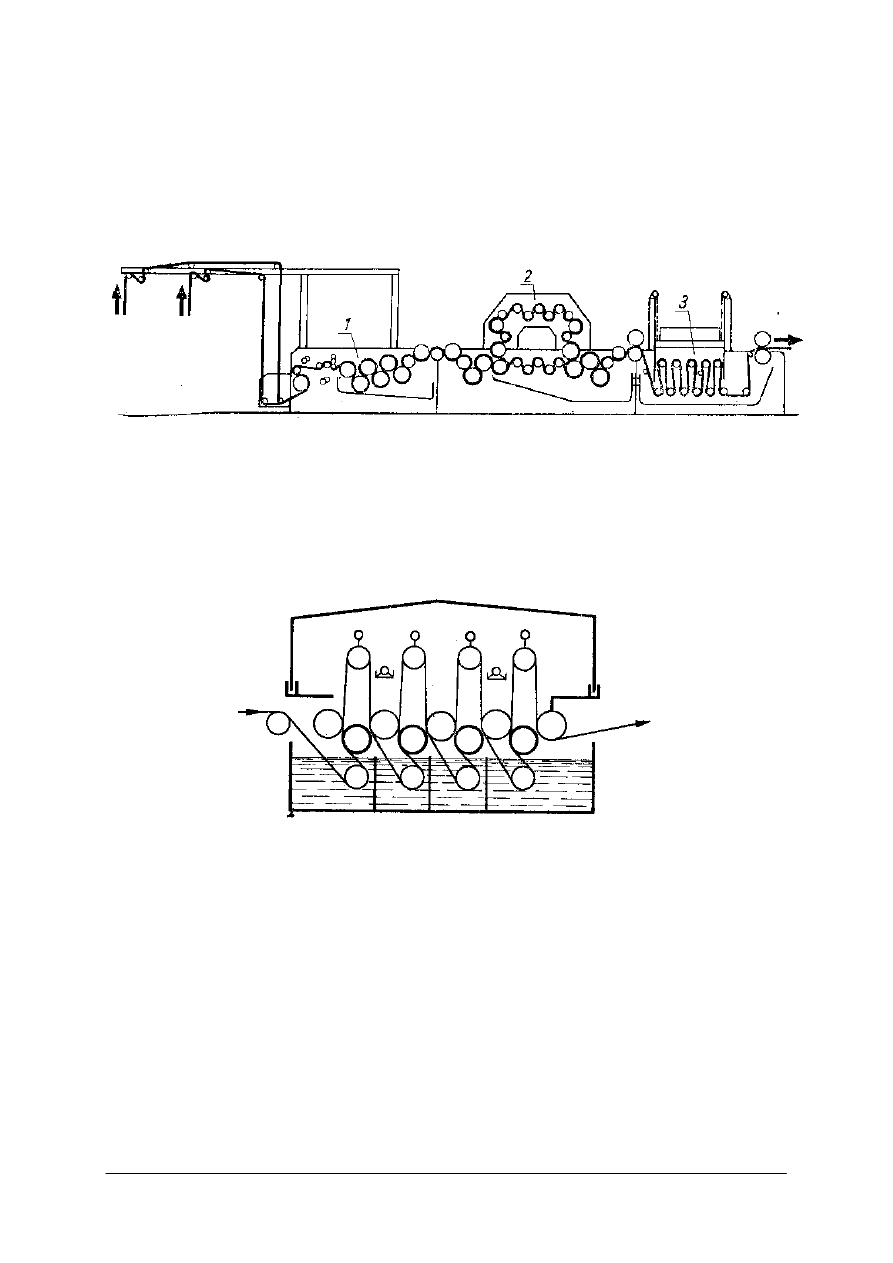
Tkaniny merceryzuje się w merceryzarkach łańcuchowych lub wałkowych. Merceryzarki
łańcuchowe umożliwiają merceryzowanie tylko jednego toru tkaniny, dlatego częściej używa
się merceryzarek wałkowych (rys. 5), pozwalających na jednoczesne poddanie temu
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
procesowi dwóch torów tkanin obok siebie lub w nakładkę, albo nawet i czterech torów
(po 2 w nakładkę).
Merceryzarka wałkowa składa się z następujących części:
−
napawającej – ługującej,
−
stabilizującej,
−
odługowującej.
Rys. 7. Schemat merceryzarki wałkowej: 1 – część napawająca, 2 – część stabilizująca, 3 – część odługowująca
[3, s. 67]
Do merceryzarki jest wprowadzana tkanina naprężana wzdłuż wątku przez rozszerzacze
wałkowe. W części napawająco-ługującej merceryzarki tkanina jest napojona wodorotlenkiem
sodu. Część ługująca zbudowana jest z wałków pokrytych gumą, na których spoczywają
wałki żelazne (stykające się ze sobą i przeciwdziałające kurczeniu się tkaniny). Następnie
przechodzi do części stabilizującej (gdzie zostaje przedłużony czas działania ługu), a potem
do części odługowującej (rys. 6).
Rys. 6. Schemat części odługowującej [3, s. 67]
Odługowanie odbywa się w następujących etapach:
−
stężony ług jest wymywany z tkaniny natryskiem gorącego rozcieńczonego ługu,
−
usuwanie ługu i neutralizowanie w ciągłej pralnicy szerokościowej.
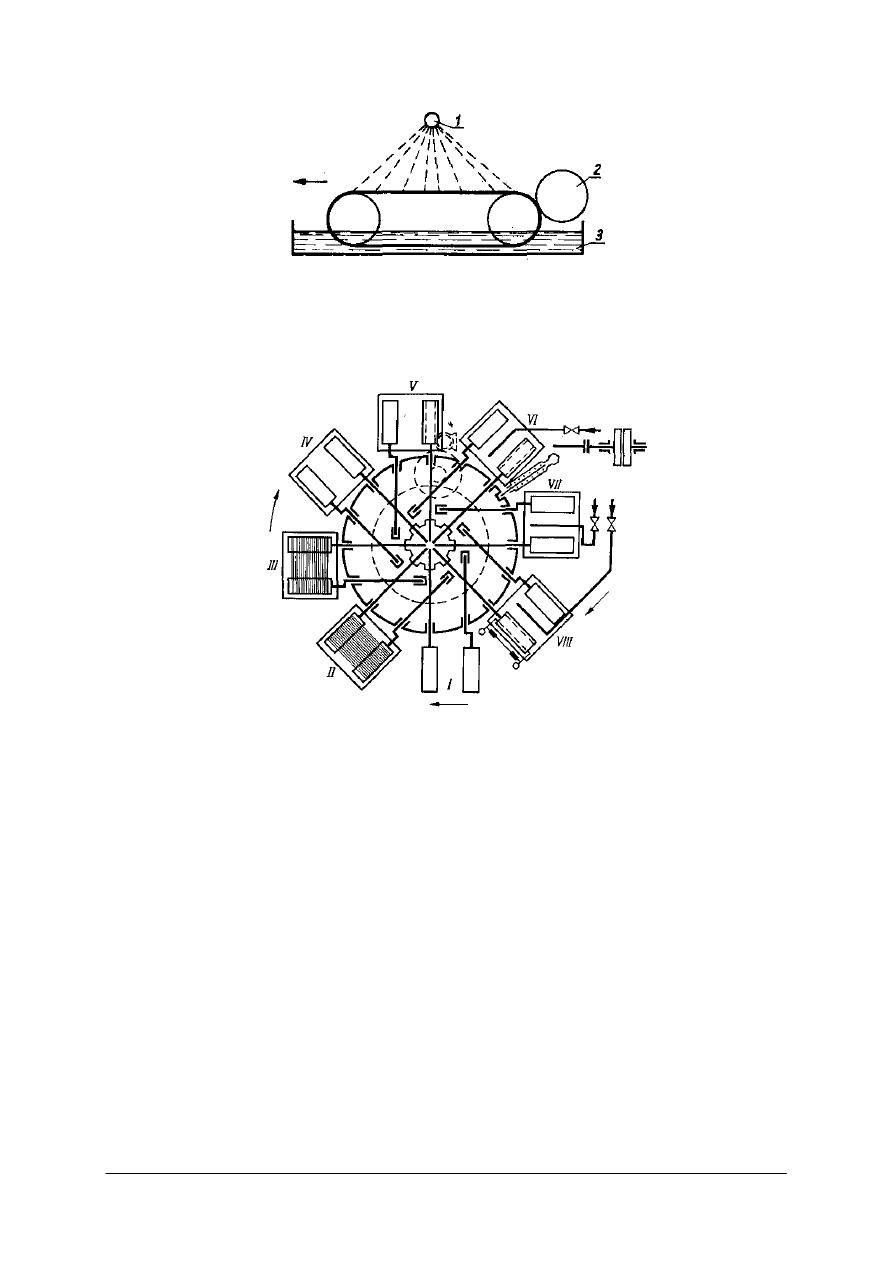
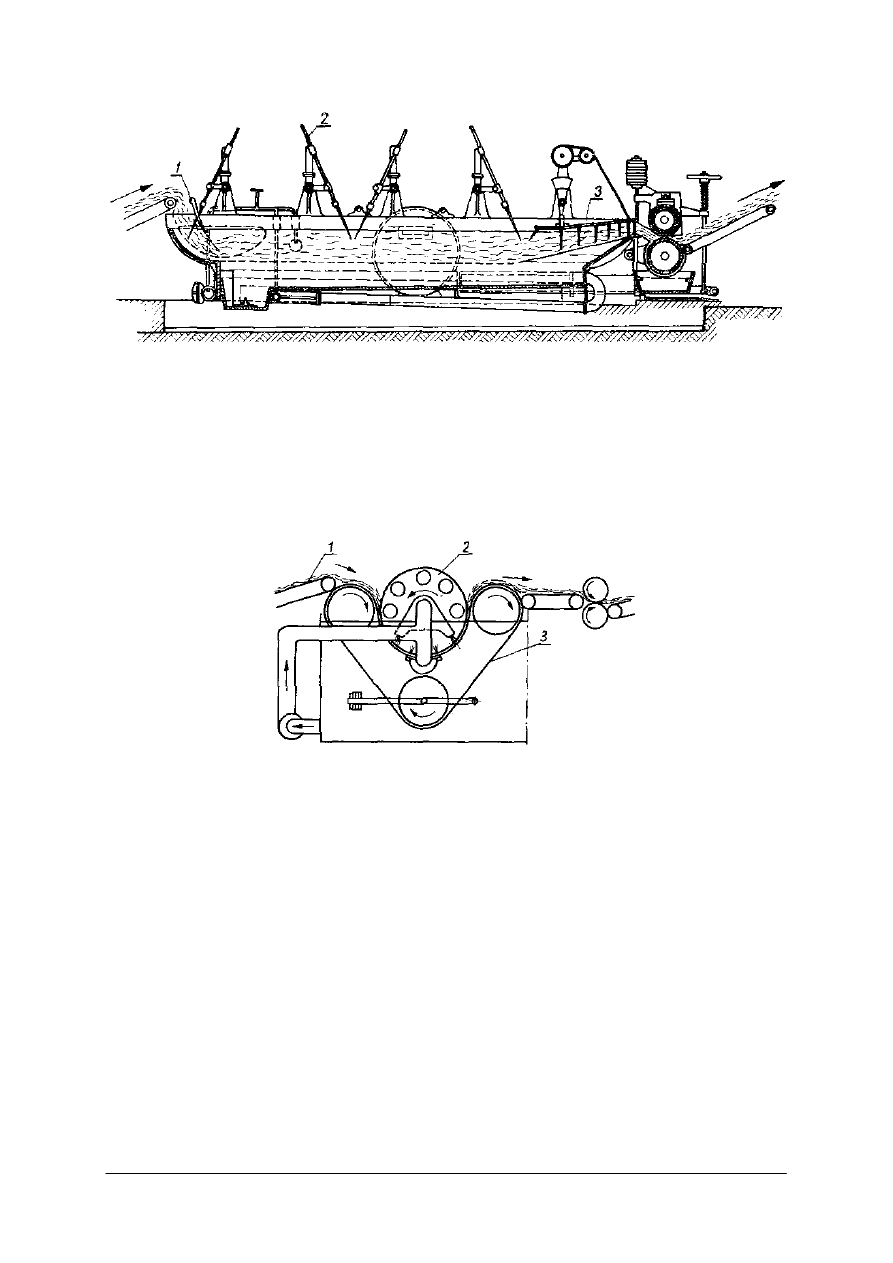
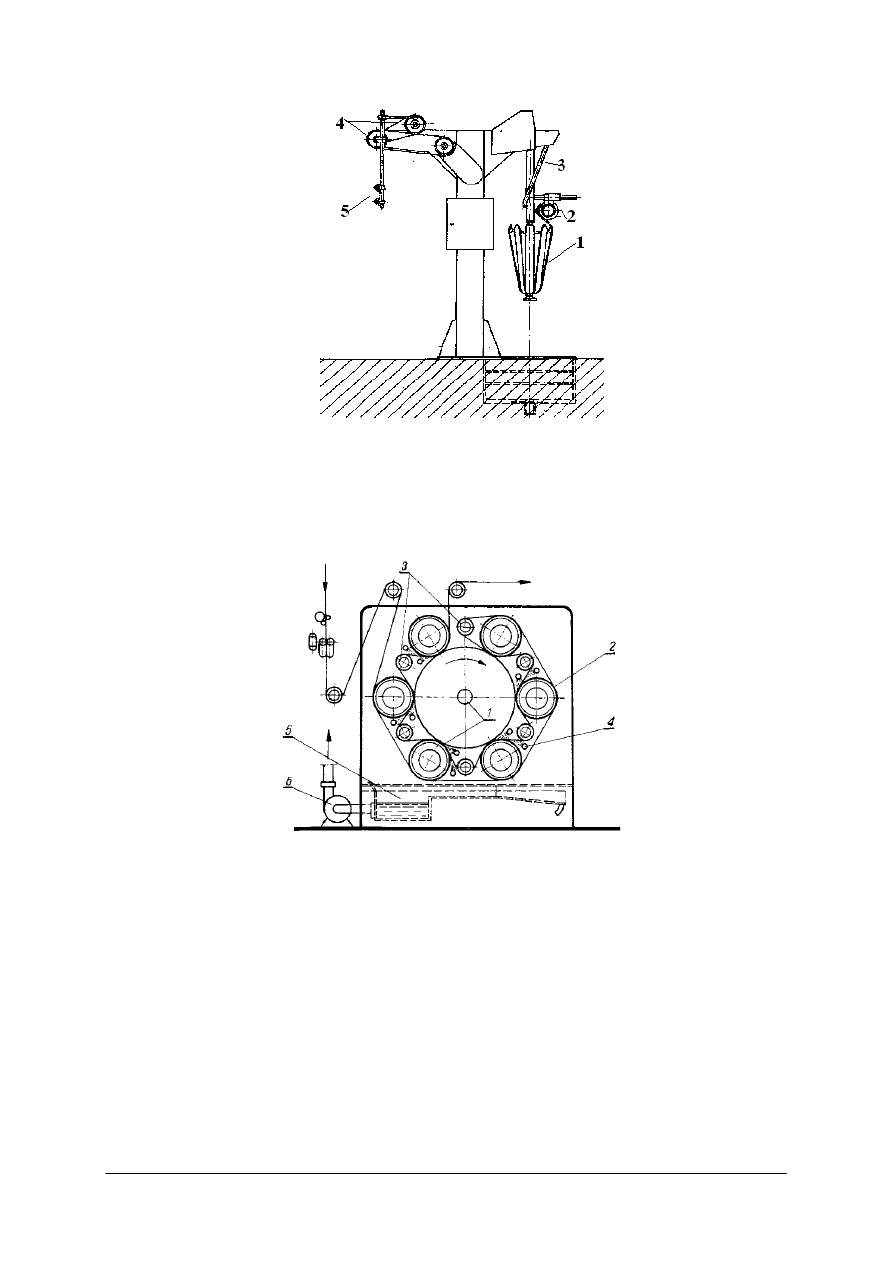
Przędzę poddaje się merceryzacji w stanie surowym lub obgotowaną w postaci motków,
które nakłada się na wałki merceryzarki (rys. 7). Pasmo nitek nałożone na wałki jest
zanurzane w korycie z ługiem sodowym i wykonuje ruch obrotowy, który zapewnia
równomierne zwilżenie, napojenie oraz naprężenie pasma. Następnie, po zakończeniu
właściwej merceryzacji, wannę z ługiem przesuwa się, a na jej miejsce podstawia drugą.
W tym samym czasie zostaje uruchomiony natrysk na przemian z zimną i gorącą wodą, który
dokładnie wypłukuje ług.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Rys. 8. Schemat działania merceryzarek przędzy: 1 – natrysk, 2 – wał oddżymająco – dociskowy, 3 – wanna
z ługiem sodowym [3, s. 68]
Do merceryzacji przędz używana jest również merceryzarka rewolwerowa (rys. 8). Na
merceryzarce rewolwerowej 8 par wałków umieszczonych poziomo przesuwa się ruchem
obrotowym pod poszczególne stanowiska.
Rys. 9. Schemat merceryzarki rewolwerowej do przędzy: I – załadowanie i zdejmowanie motków przędzy,
II – napawanie ługiem, III, IV – przedłużenie działania ługu, V – pierwsze wyżęcie, VI, VII – płukanie
gorącą wodą, VIII – płukanie zimną wodą [3, s. 68]
Na kolejnych stanowiskach wykonywane są następujące operacje:
−
załadowanie i zdejmowanie motków przędzy,
−
napawanie ługiem,
−
przedłużenie działania ługu,
−
pierwsze wyżęcie,
−
płukanie gorącą wodą,
−
płukanie zimną wodą.
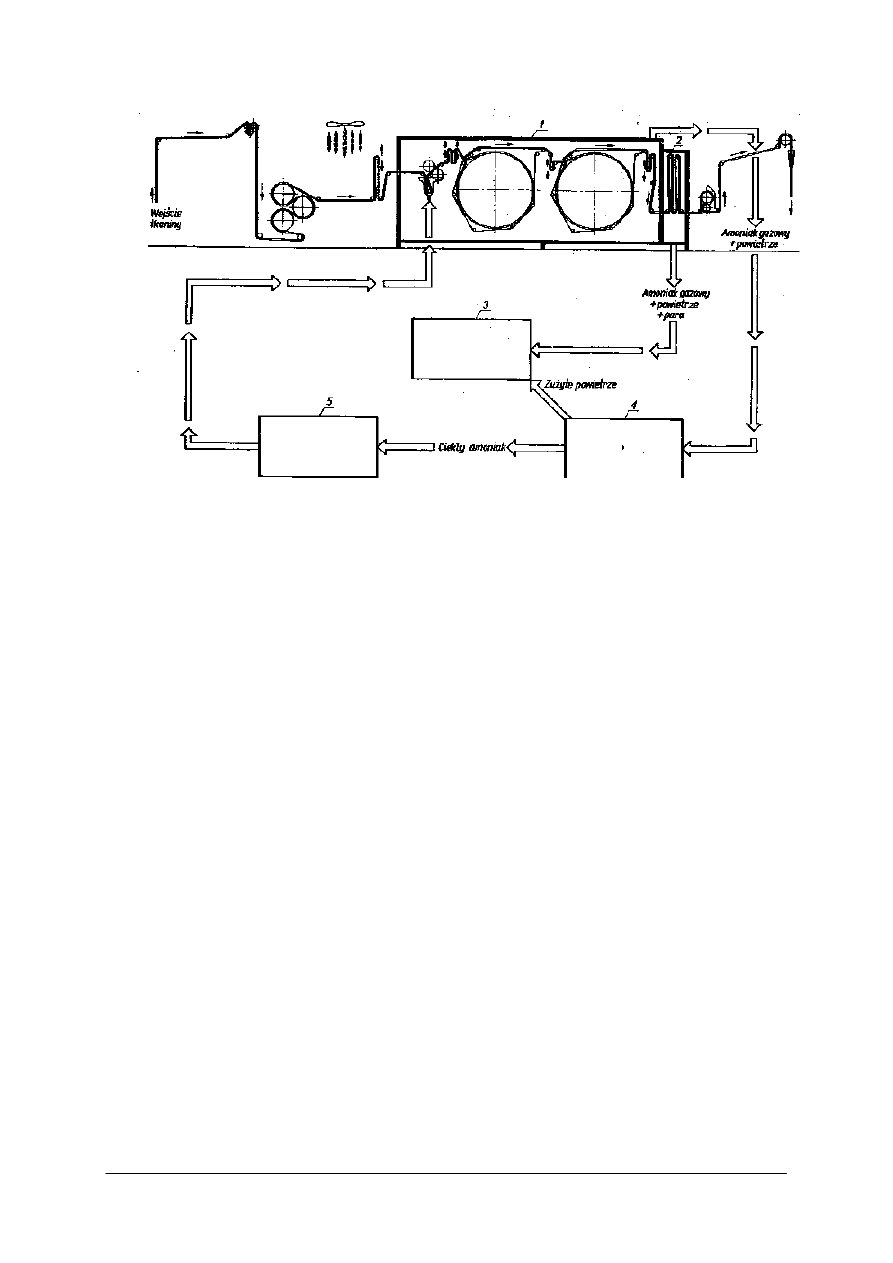
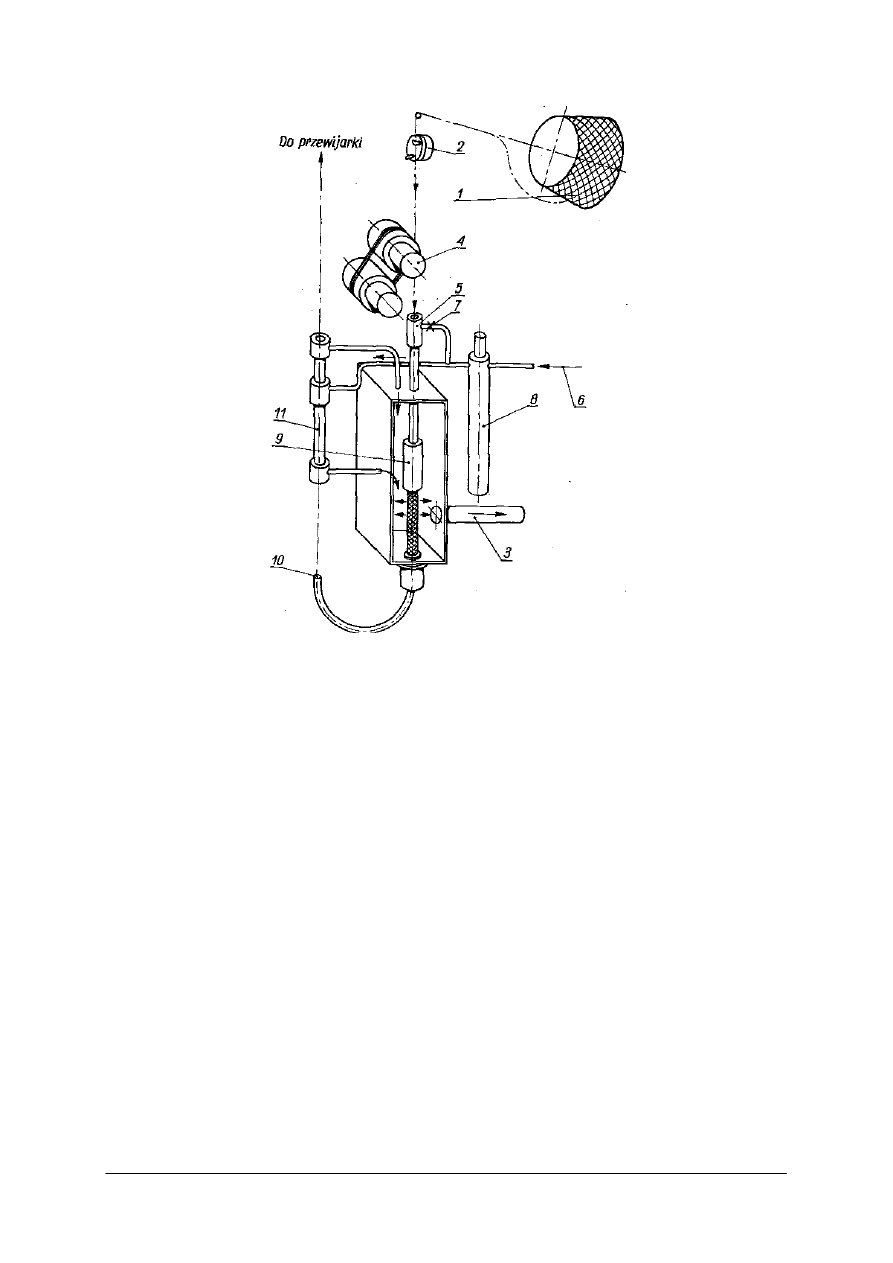
Innym sposobem merceryzacji jest obróbka ciekłym amoniakiem. Proces obróbki
ciekłym amoniakiem jest lepszy niż obróbka ługiem ze względów ekologicznych
i ekonomicznych. Amoniak ma właściwość szybkiej penetracji do wnętrza włókna oraz
natychmiastowego zwilżenia obrabianego materiału. Urządzenie do obróbki przędzy ciekłym
amoniakiem przedstawiono na rysunku 9. Obróbka w ciekłym amoniaku pozwala na
wielokrotne wykorzystanie amoniaku dzięki pracy w obiegu zamkniętym i jego regeneracji.
Zasada działania tego urządzenia jest następująca. Przędza odwijana z nawoju (1)
wprowadzana jest do komory z ciekłym amoniakiem (2), gdzie następuje napawanie.
Napawanie odbywa się w temperaturze -33
o
C. Dalej, w strefie wałków rozciągających (3),
przędza jest naprężana. Naprężona przędza jest wprowadzana do gorącej kąpieli wodnej (4),
w której następuje odparowanie amoniaku. Lotny amoniak odprowadzany jest do
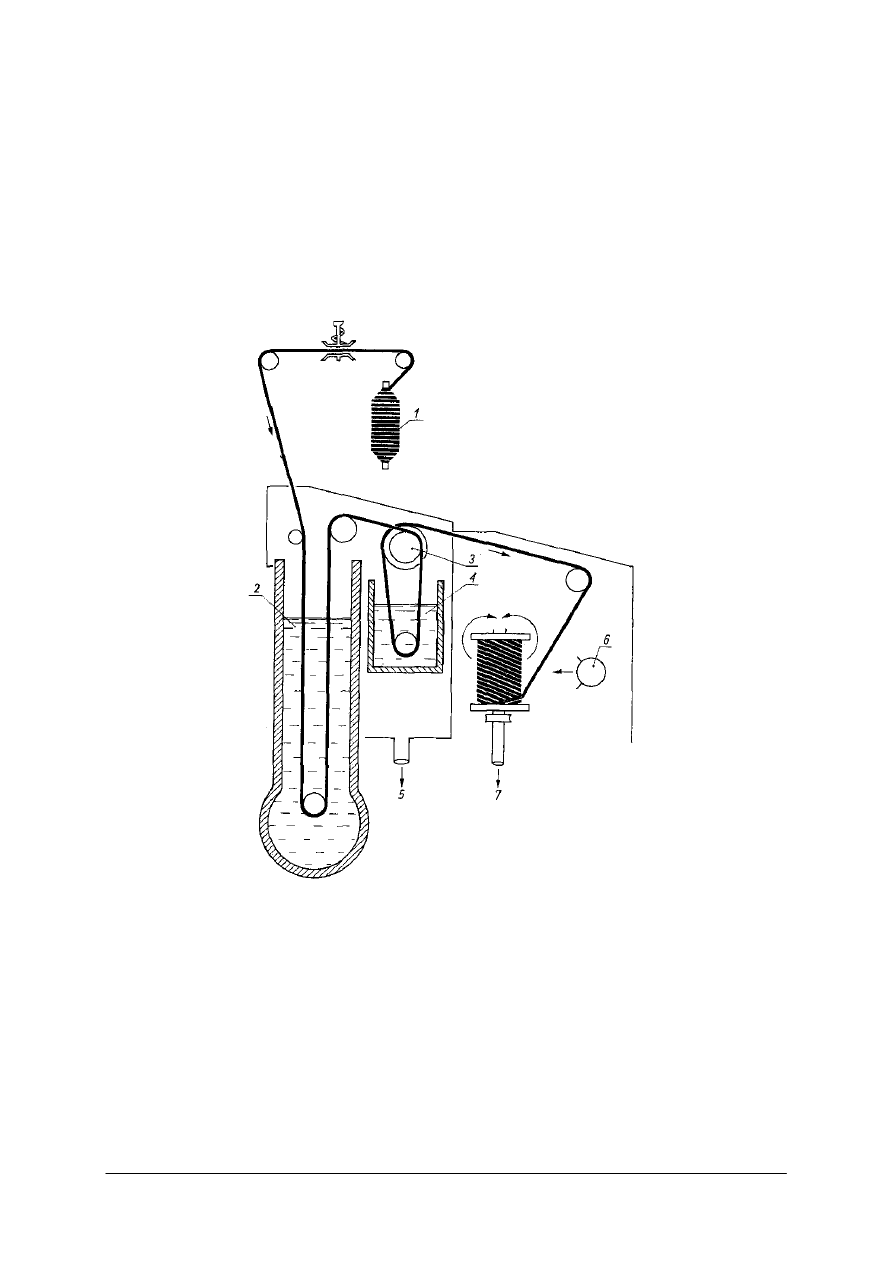
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
regeneratora (5). Dalej przędza kierowana jest do strefy suszenia gorącym powietrzem (6). Po
wysuszeniu przędza nawijana jest na nawój. Powietrze zawierające parę wodną i amoniak
z komory suszenia odprowadzane jest przez otwór (7) do regeneratora.
W wyniku obróbki ciekłym amoniakiem otrzymuje się bardziej równomierny efekt
merceryzacji niż przy użyciu ługu sodowego. Inną zaletą jest wyeliminowanie problemu
oczyszczania ścieków powstających podczas merceryzacji ługiem sodowym. Do obróbki
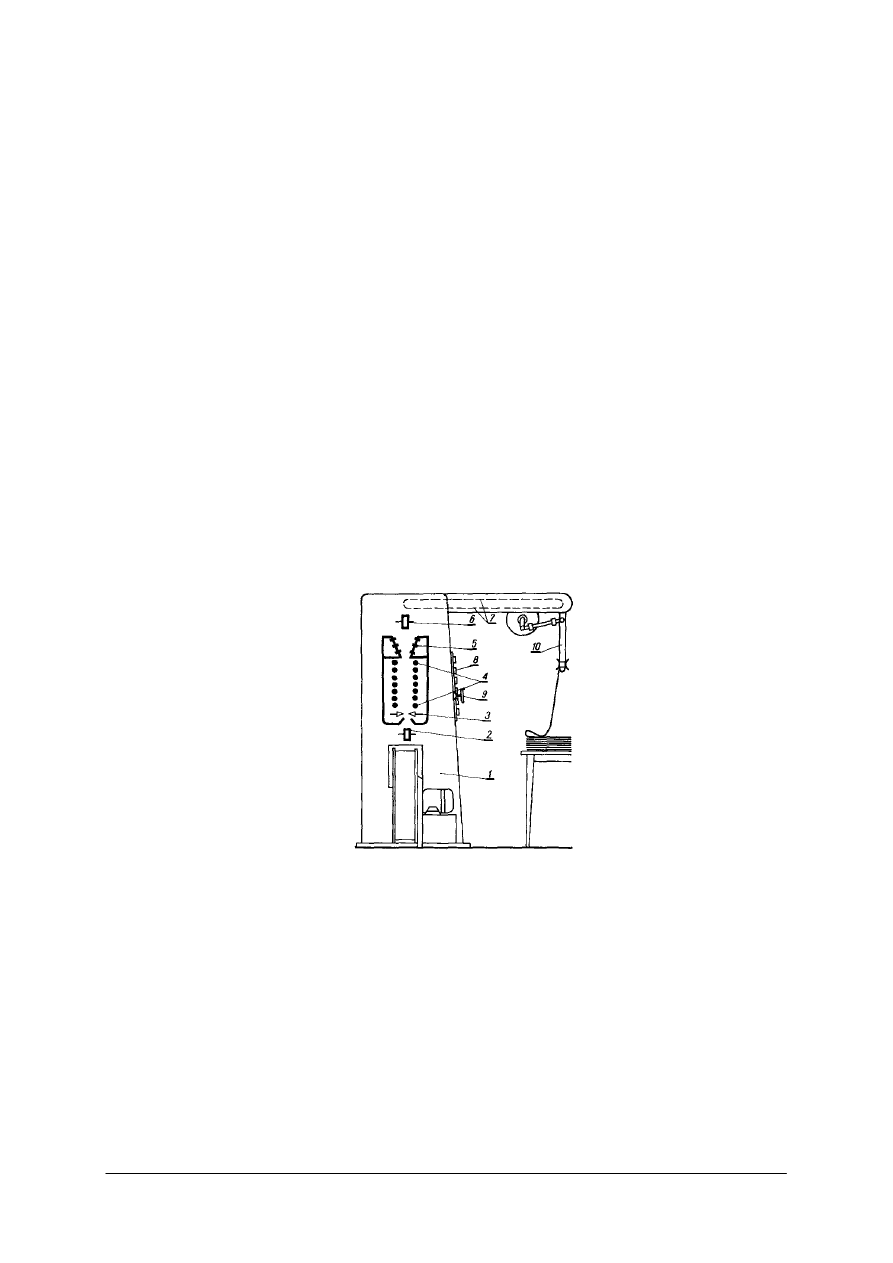
tkanin w ciekłym amoniaku zostały zbudowane urządzenia przemysłowe (rys. 10).
Urządzenie takie składa się z: głównej komory reakcyjnej (1), parownika do usuwania
amoniaku (2), systemu usuwającego opary amoniaku, powietrza i pary (3), zespołu
regeneracji amoniaku (4), zbiornika ciekłego amoniaku (5).
Rys. 10. Schemat urządzenia do obróbki przędzy bawełnianej w ciekłym amoniaku wg metody Prograde:
1 – nawój przędzy, 2 – ciekły amoniak o temp. -33°C, 3 – strefa wałków rozciągających, 4 – gorąca
kąpiel wodna, 5 – odprowadzenie amoniaku do regeneratora, 6 – strefa suszenia przędzy gorącym
powietrzem, 7 – odprowadzenie oparów pary wodnej i amoniaku [3, s. 70]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 10. Schemat urządzenia do obróbki tkanin w ciekłym amoniaku [3, s. 72]
Ługowanie
Proces obróbki włókien celulozowych ługiem sodowym w stanie swobodnym, bez
naprężania wyrobu. Stosowany jest głównie do obróbki dzianin.
Kotonizacja
Proces upodabniania włókna łykowego do bawełny (poprzez elementaryzowanie włókna
łykowego na włókna elementarne) nazywa się kotonizacją. Dzięki temu procesowi włókna
lniane i inne łykowe są bardziej podatne na działanie czynników chemicznych niż bawełna.
Poprzez usunięcie i uszkodzenie substancji inkrustującej otrzymuje się włókienka krótkie,
które mogą być przerabiane jak bawełna.
Pranie wełny potnej
Pierwszą obróbką fizykochemiczną wełny jest pranie wełny potnej, które przeprowadza
się w sposób ciągły na różnorodnych agregatach.
W skład prawie wszystkich agregatów piorących, poza urządzeniami pomocniczymi,
wchodzą:
−
rozluźniarka wełny potnej,
−
pralnica złożona (łącznie) z 4 do 6 kadzi piorących i płuczących,
−
suszarka włókna luźnego.
Dodatkowe wyposażenie agregatów piorących stanowią zbiorniki i instalacje do
dozowania roztworów środków piorących, a także zestawy urządzeń do odzyskiwania wosku
wełny z kąpieli popralniczych.
Rozluźnianie przeprowadza się, np. w rozluźniarkach dwubębnowych (rys. 11). Ma ono
na celu usunięcie skupisk włókien wełny powstałych na skutek sprasowania do transportu,
w których mogły by występować trudności z przenikaniem kąpieli piorącej. Podczas
rozluźniania zostaje też usunięta część zanieczyszczeń mechanicznych.
Wałek dociskowy wprowadza surowiec między wałki zasilające. Na powierzchni bębnów
rozluźniających znajdują się kołki stalowe. Pod bębnami umieszczone są sita lub ruszty (6),
przez które usuwana jest cześć zanieczyszczeń z wełny potnej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Rys. 11. Rozluźniarka dwubębnowa: 1 – szczeblak zasilający, 2 – wałki zasilające, 3 – wałek dociskowy,
4 – bęben rozluźniający, 5 – bęben rozluźniający, 6 – sita lub ruszty [3, s. 101]
Pranie wełny potnej przeprowadza się w:
−
pralnicach bronowych do prania wełen cienkich (rys. 12),
−
pralnicach widłowych do prania wełen grubych (rys. 13),
−
wannach dyszowych (rys. 14),
−
urządzeniach do prania rozpuszczalnikowego.
Pralnice bronowe składają się z dużego urządzenia bronowego wyposażonego w pionowe
zęby (3) do przesuwania włókna w kąpieli piorącej lub płuczącej, umieszczonego w kadzi
bronowej (1), z urządzenia do zanurzania włókna w kąpieli (2) oraz małej brony do
wydobywania włókna (4). Wydobyte włókno podawane jest na nieruchomy lub szczeblakowy
stół (5) wyżymarki (6) i dalej między wałki tej wyżymarki. W czasie prania wełna jest
przesuwana po powierzchni sita (7), które jest umieszczone w kąpieli w pewnej odległości od
dna wanny. Pod sitem na dnie gromadzą się zanieczyszczenia, które są odprowadzane
w sposób ciągły lub okresowy specjalnymi urządzeniami ślimakowymi (8).
Rys. 12. Pralnica bronowa do wełny potnej: 1 – urządzenie bronowe, 2 – urządzenie do zanurzania włókna
w kąpieli, 3 – zęby do przesuwania włókna, 4 – mała brona, 5 – stół wyżymarki, 6 – wałki wyżymarki,
8 – urządzenie ślimakowe [3, s. 102]
Pralnica widłowa składa się z cylindrycznego lub grzebieniowego urządzenia do
zanurzania (1) wełny w kąpieli, z kilku par wideł (2) do przesuwania włókna oraz
z urządzenia widłowego do wydobywania (3) wełny z kąpieli. Urządzenia wyżymające, sita
i urządzenia oczyszczające dno wanny są podobne jak w wannach bronowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 13. Pralnica widłowa do wełny potnej: 1 – urządzenie do zanurzania wełny w kąpieli, 2 – widły,
3 – urządzenie do wydobywania wełny z kąpieli [3, s. 102]
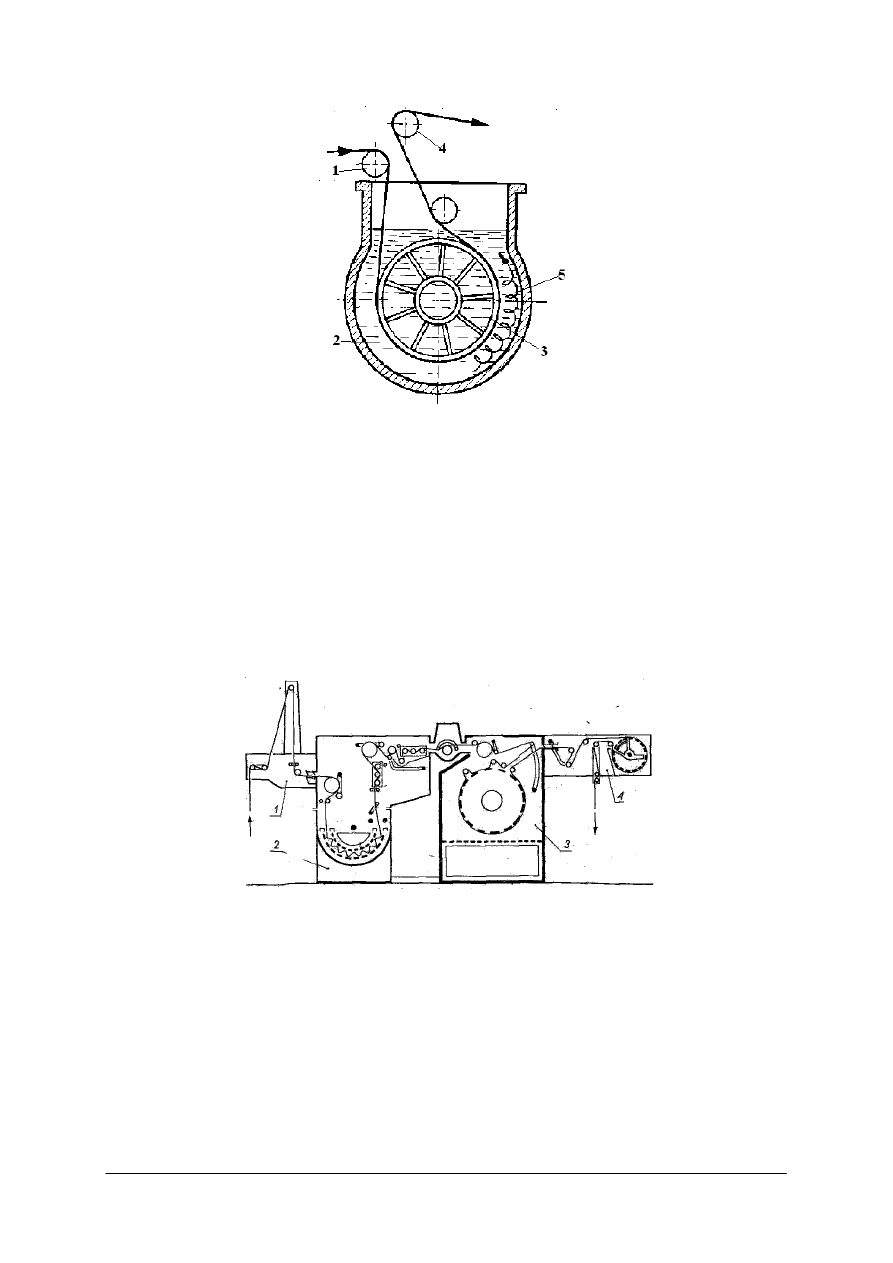
Wanna dyszowa (rys 13) jest urządzeniem, w którym wełna nie ulega spilśnianiu, gdyż
zminimalizowane zostało działanie mechaniczne. Złożona z zasilacza (1) i cylindra
perforowanego (2) opasanego od dołu taśmą siatkową (3) bez końca. Wełnę rozluźnioną
wprowadza się między powierzchnię cylindra i taśmę siatkową, którą poddaje się
natryskiwaniu roztworami piorącymi lub wodą. Wałki wygniatające intensyfikują proces
prania, w tym też celu wdmuchiwane jest do kąpieli specjalnymi rurami powietrze.
Rys. 14. Wanna dyszowa do prania wełny potnej: 1 – zasilacz, 2 – cylinder perforowany, 3 – taśma siatkowa [3, s. 103]
Innym sposobem prania jest pranie w rozpuszczalnikach organicznych. Tym sposobem
prania otrzymuje się wełnę znacznie wyższej jakości niż systemem klasycznym. Po
rozluźnieniu wełna potna jest formowana w jednorodną warstwę w urządzeniu formującym.
Następnie układa się ją na wibrującym sicie, które jest zanurzone częściowo w rozpuszczalniku
organicznym. Na skutek drgań sita wełna ulega przesunięciu. Po wyjściu z kąpieli wełnę
dodatkowo natryskuje się rozpuszczalnikiem i wyżyma na wyżymarce. Cały zestaw składa się
z trzech lub więcej segmentów piorąco-wyżymających oraz systemu wirówkowo-
destylacyjnego do odzyskiwania rozpuszczalnika. Zaletą prania rozpuszczalnikowego jest
minimalne zużycie wody i ograniczona emisja ścieków.
Spilśnianie
Spilśnianie to fizykochemiczne związanie ze sobą masy włókien w stopniu
uniemożliwiającym ich rozdzielenie bez uszkodzenia włókien. Skłonność do spilśniania
wynika z budowy włókien wełny. Zdolność spilśniania wykorzystywana jest w produkcji
ciężkich tkanin wełnianych (tkanin płaszczowych, koców), a także innych wyrobów, jak np.:
filce, kapelusze, itp. Podatność wełny do spilśnienia jest też zjawiskiem niepożądanym
w czasie prania wyrobów wełnianych w wodzie, powodując zmniejszenie ich wymiarów.
Czynniki wpływające na proces spilśniania to:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
−
pH kąpieli spilśniającej,
−
temperatura,
−
działanie mechaniczne.
Spilśnianie prowadzi się w pilśniarkach dwucylindrowych (rys. 15). Tkanina zszyta
w zwój przechodzi przez rolki zgniatające (1), które zgniatają ją w kierunku wątku. Dalej
zwój jest wciągany przez dwa obracające się cylindry (2), które są silnie dociskane do siebie.
Przez cylindry tkanina jest zgniatana i wpychana do kanału z dociskanym z góry językiem
(3), w którym zachodzi wygniecenie w kierunku osnowy. W dalszym etapie zwój wypchnięty
z kanału uderza o tylną ścianę (4) spilśniarki i dalej wykurczany jest w kierunku osnowy.
Przed spilśnianiem tkaninę nasyca się roztworem zawierającym środki chemiczne o składzie
zależnym od oczekiwanego efektu spilśniania i rodzaju tkaniny.
Rys. 15. Zasada działania pilśniarki: 1 – rolki zgniatające, 2 – cylindry zmiatające, 3 – język, 4 ściana spilśniarki
[3, s. 111]
Rodzaje spilśnienia (folowania):
−
spilśnianie alkaliczne jest najczęściej stosowane, daje miękki chwyt tkaniny,
−
spilśnianie neutralne stosowane dla usunięcia naprężeń wewnętrznych w tkaninach
ubraniowych, bez ich spilśniania,
−
spilśnianie kwaśne daje szorstki chwyt i silne spilśnienie.
Pranie tkanin wełnianych
Celem prania tkanin jest:
−
usunięcie naniesionych na włókno natłustek przędzalniczych,
−
usunięcie klejonki z przędzy osnowowej,
−
usunięcie środków folujących,
−
usunięcie przypadkowych zabrudzeń,
−
zmiękczenie tkanin nie poddawanych uprzednio folowaniu.
Tkaniny wełniane pierze się przeważnie w pralnicach zwojowych okresowych lub
ciągłych. Tkaniny delikatne pierze się w pralnicach szerokościowych okresowych lub
ciągłych.
Proces prania tkanin wełnianych prowadzony w pralnicach okresowych składa się zwykle
z 4 etapów:
−
zaparzanie,
−
emulgowanie –pranie właściwe,
−
płukanie ciepłe,
−
płukanie zimne.
Cykl prania trwa 2–3 godzin, a dla tkanin bardzo zabrudzonych przedłuża się do 4 godzin.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 16. Pralnica pasmowa do prania tkanin wełnianych: 1 – wałek kierujący, 2 – pierścień porcelanowy,
3 – koryto do odcisku, 4, 5 – wały wyżymające, 8 – kołowrót, 7 – natrysk [3, s. 115]
Efekt prania ocenia się w oparciu o wyniki oznaczeń tłuszczu w tkaninie pranej oraz
wzrokowo.
Prania ciężkich tkanin wełnianych i półwełnianych uprzednio folowanych lub
wymagających bardzo energicznego wygniecenia dla uzyskania odpowiedniej miękkości
przeprowadza się w pralnicach pasmowych zwykłych (rys. 16).
Rys. 17. Schemat szybkobieżnej pralnicy zwojowej z dyszami natryskowymi: 1 – wał górny wyżymający,
2 – dolny napędzany wał wyżymający, 3 – wał odbierający, 4 – dysze natryskowe, 5 – bezpiecznikowy
wyłącznik maszyny [3, s. 115]
Obecnie pralnice zwykłe są zastępowane przez pralnice pasmowe szybkobieżne
(dyszowe), co jest spowodowane zwiększającą się produkcją tkanin lżejszych, o dużej
zawartości włókien chemicznych (rys. 17). Mogą one także powodować pewne spilśnienie
tkanin i zastąpić stosowanie krótkiego folowania.
Do prania tkanin bardzo delikatnych stosuje się pralnice szerokościowe z urządzeniami
wykurzającymi.
Po praniu tkaniny poddaje się odwadnianiu w wirówkach, odsysarkach lub wyżymarkach.
Odwirowywaniu poddaje się ciężkie tkaniny kocowe, sukna i inne wyroby zgrzebne.
Odsysanie na odsysarkach stosuje się do odwadniania delikatnych tkanin wrażliwych na
załamania, o powierzchni zamszowej, pluszowej itp. Odżymanie tkanin wełnianych na
wyżymarkach stosuje się rzadziej. Wynika to z konieczności stosowania bardzo dużych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
nacisków wału górnego. Odżymanie znajduje zastosowanie do odwadniania cieńszych tkanin,
głównie z włókien chemicznych, gdzie nie potrzeba stosować wielkich sił nacisku.
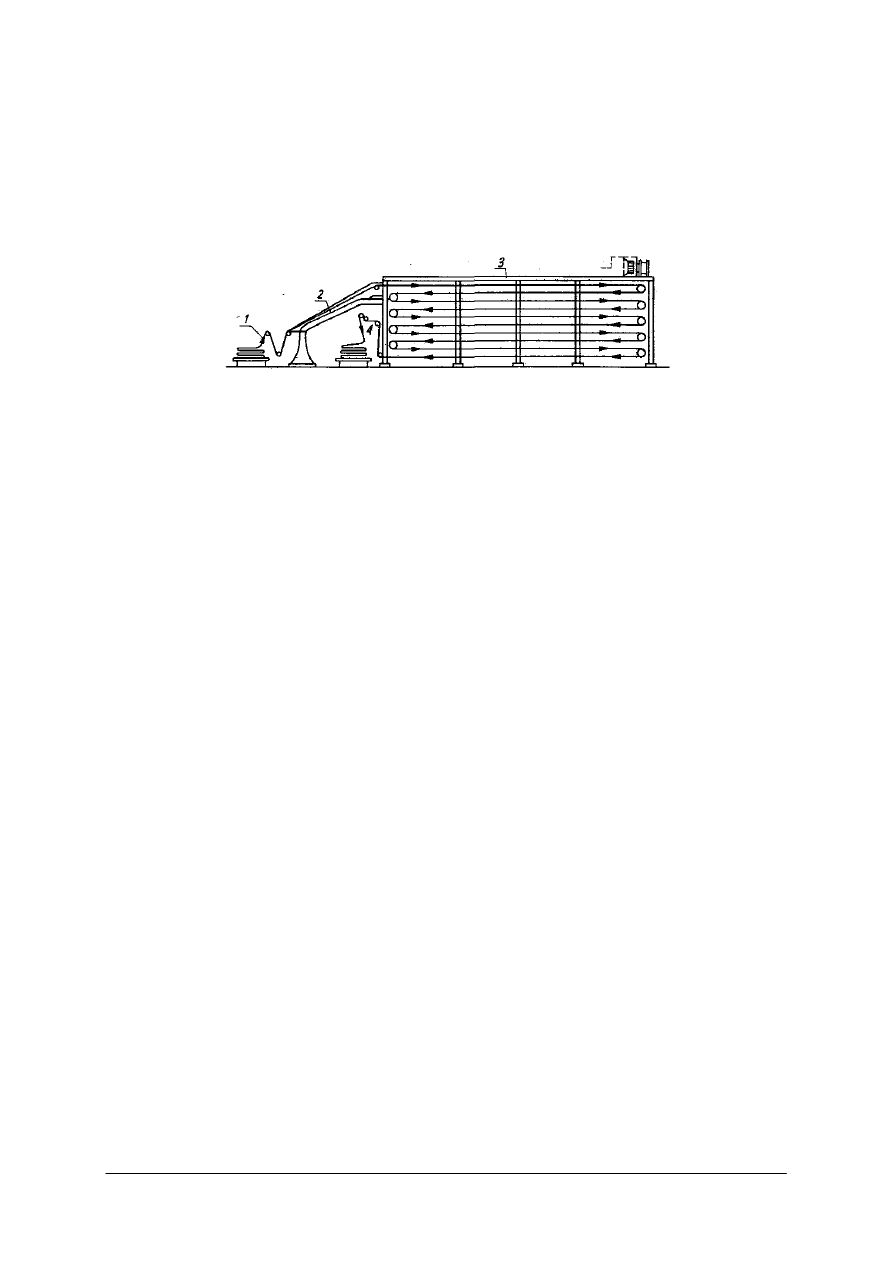
Suszenie tkanin wełnianych prowadzi się w suszarkach ramowych wielopoziomowych
(rys. 18). Łańcuchy suszarek dla tkanin wełnianych są wyposażone w igły:
−
długie, grube, rozmieszczone rzadko, do tkanin ciężkich,
−
cienkie, krótkie, rozstawione bardzo gęsto, przeważnie w dwóch rzędach, do tkanin
lekkich.
Rys. 18. Schemat przebiegu tkaniny wełnianej przez wielopoziomową suszarkę ramową 1 – tkanina suszona,
2 – pole wlotowe tkaniny, 3 – komora suszenia, 4 – urządzenie wyprowadzające tkaninę [3, s. 118]
Temperatura powietrza w suszarkach ramowych wielopoziomowych wynosi 70–100°C
i zależy od poziomu (na dolnych poziomach niższa, na poziomach najwyższych wyższa).
Prędkość przebiegu tkaniny w suszarce jest dobierana tak, aby uzyskać właściwą
wilgotność tkaniny
Karbonizowanie wełny
Proces karbonizacji prowadzi się w celu ostatecznego usunięcia zanieczyszczeń
pochodzenia roślinnego znajdujących się w wełnie. Wykorzystuje się tu odporność wełny na
działanie kwasów nieorganicznych (solnego lub siarkowego) w temperaturze i stężeniu
powodującym rozkład zanieczyszczeń roślinnych.
Karbonizacji poddaje się:
−
tkaniny wełniane,
−
wełnę luźną przeznaczoną dla przędzalnictwa zgrzebnego,
−
odpadki wełniane z przędzalnictwa czesankowego,
−
szmaty wełniane.
Zależnie od postaci karbonizowanego surowca oraz rodzaju maszyn rozróżnia się
karbonizowanie kwasem siarkowym lub kwasem solnym. Jako czynnik zakwaszający
stosować można niektóre siarczany, chlorki łatwo rozkładające się na gorąco na słabe zasady
i kwasy.
W skład agregatu do karbonizacji luźnego włókna wchodzą:
−
zasilarka szczeblakowa,
−
wanna kwasząca ze stali kwasoodpornej,
−
suszarka do włókna luźnego dowolnego typu, ze stali kwasoodpornej,
−
gniotowniki, specjalne maszyny, w których w sposób mechaniczny są łamane zwęglone
pozostałości części celulozowych oraz wytrzepywane z surowca wełnianego,
−
kadzie neutralizujące takie same jak w pralniach do wełny potnej, w których w roztworze
sody lub amoniaku zobojętnia się kwas znajdujący się na wełnie.
W agregatach pracujących w sposób półciągły przeprowadza się karbonizowanie tkanin.
W skład agregatu wchodzą następujące maszyny:
−
napawarka dwuwałowa z kadzią do napawania tkaniny roztworem kwasu siarkowego,
−
suszarka wałowa dwu- lub trzykomorowa,
−
urządzenie trzepiące, pracujące w sposób okresowy,
−
kadź neutralizująca o działaniu ciągłym, zwykła pralnica pasmowa albo szerokościowa
okresowa lub barwiarka pasmowa kołowrotowa,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
suszarka ramowa do końcowego suszenia tkanin.
Najczęściej występujące błędy w procesie karbonizowania, ich przyczyny i skutki:
−
niedokładne skarbonizowanie – na skutek za niskiego stężenia kwasu, zbyt niskiej
temperatury, zbyt krótkiego czasu dogrzewania tkanin zakwaszonych w karbonizowanym
materiale pozostają części roślinne nie zniszczone działaniem kwasu,
−
jasne plamy na barwionej tkaninie – powstają gdy na skutek złej izolacji, silnego
chłodzenia zewnętrznego lub wprowadzenia tkaniny przed dokładnym nagrzaniem
elementów na elementach suszarki gromadzą się skropliny kondensacyjne, które opadają
na tkaninę,
−
zmiana odcienia sztuki wybarwionej – występuje gdy na farbiarni zastosowano barwniki
nieodporne na karbonizację,
−
prześwity w tkaninie – powstają na skutek usunięcia większych skupisk zanieczyszczeń
roślinnych występujących w tkaninie,
−
osłabienie tkaniny – w wyniku zastosowania zbyt wysokiego stężenia kwasu
w napawarkach lub zbyt wysokiej temperatury w czasie dogrzewania następuje obniżenie
odporności na przecieranie.
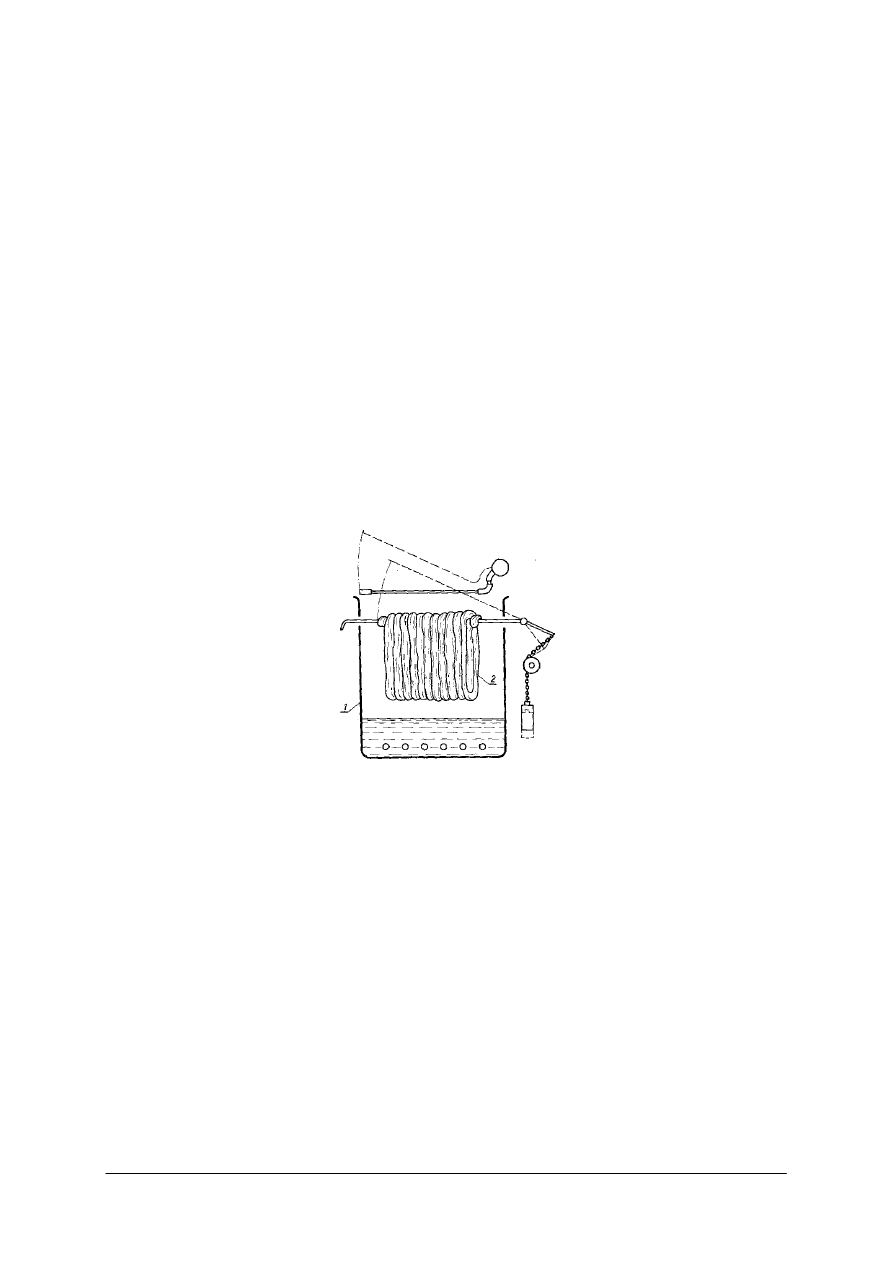
Odklejanie jedwabiu naturalnego
Podczas tej obróbki usuwa się serycynę. Odklejanie przeprowadza się w ogrzewanych
parą wodną kadziach, w których na obracających się wałkach zawiesza się motki nitek.
Rys. 19. Odklejanie nitki jedwabnej metodą pianową: 1 – kadź, 2 – motki przędzy [3, s. 127]
Motki są zanurzone w kąpielach zawierających środki odklejające, roztwory mydła
sodowego z dodatkiem sody amoniakalnej lub fosforanu sodu o pH ok. 8,5.
Tkaniny jedwabne odkleja się również w kadziach, w których układa się sztuki w postaci
staflowanej. Dobre wyniki uzyskuje się w barwiarkach zwrotnych oraz w kadziach z wkładem
typu „gwiazda”. Efekt odklejenia jest zależny od stężenia kąpieli, temperatury i czasu
obróbki.
Stabilizowanie włókien syntetycznych
Proces stabilizacji polega na obróbce termicznej wyrobów z włókien syntetycznych
celem likwidacji naprężeń powstałych w czasie wytwarzania i utrwalenia ich wymiarów.
Włókna syntetyczne są poddawane stabilizowaniu, głównie w postaci tkanin lub dzianin.
Jeżeli wyrobem końcowym są nici, wtedy stabilizacji poddaje się przędzę lub jedwab.
Rozróżnia się 3 rodzaje stabilizacji:
−
stabilizację termiczną, przeprowadzaną gorącym powietrzem lub parą przegrzaną
o temp. 150–220°C,
−
stabilizację parową, przeprowadzaną parą nasyconą w parownikach otwartych lub
ciśnieniowych,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
−
stabilizację wodną, przeprowadzaną w gorących kąpielach wodnych w zamkniętych
aparatach ciśnieniowych lub w kadziach otwartych.
Wykurczanie nitek wysokopuszystych z włókien poliakrylonitrylowych
Przędza składająca się z tych dwóch typów włókien (poliakrylonitrylowego wykurzonego
i niewykurczonego) jest poddawana wykurczeniu, przez co otrzymuje postać
wysokopuszystą, dlatego że składnik o dużym skurczu skraca długość przędzy, a składnik
uprzednio wykurczony nadaje jej puszystość.
Znane są następujące metody wykurczania nitek z włókien poliakrylonitryłowych:
−
metody okresowe: wykurczanie w parze wodnej, wykurczanie we wrzącej wodzie,
−
metody ciągłe: wykurczanie w parze wodnej, wykurczanie w środowisku gorącego
powietrza.
Metody okresowe – wykurczanie nitek w parze wodnej przeprowadza się w postaci
motków w parownikach próżniowo-ciśnieniowych. Motki wprowadza się do parownika
w postaciach:
−
w postaci wiszącej na odpowiednich stojakach,
−
w postaci leżącej na perforowanych tacach.
Dla uzyskania równomiernego zabarwienia wykurczonej przędzy, trzeba zapewnić
w przypadku obu sposobów jednakowy dostęp pary do całej masy włókna.
Wykurczanie
przędz
poliakrylonitrylowych
we
wrzącej
wodzie
stosuje
się
w ograniczonym zakresie przed barwieniem lub w kąpieli farbiarskiej w procesie barwienia.
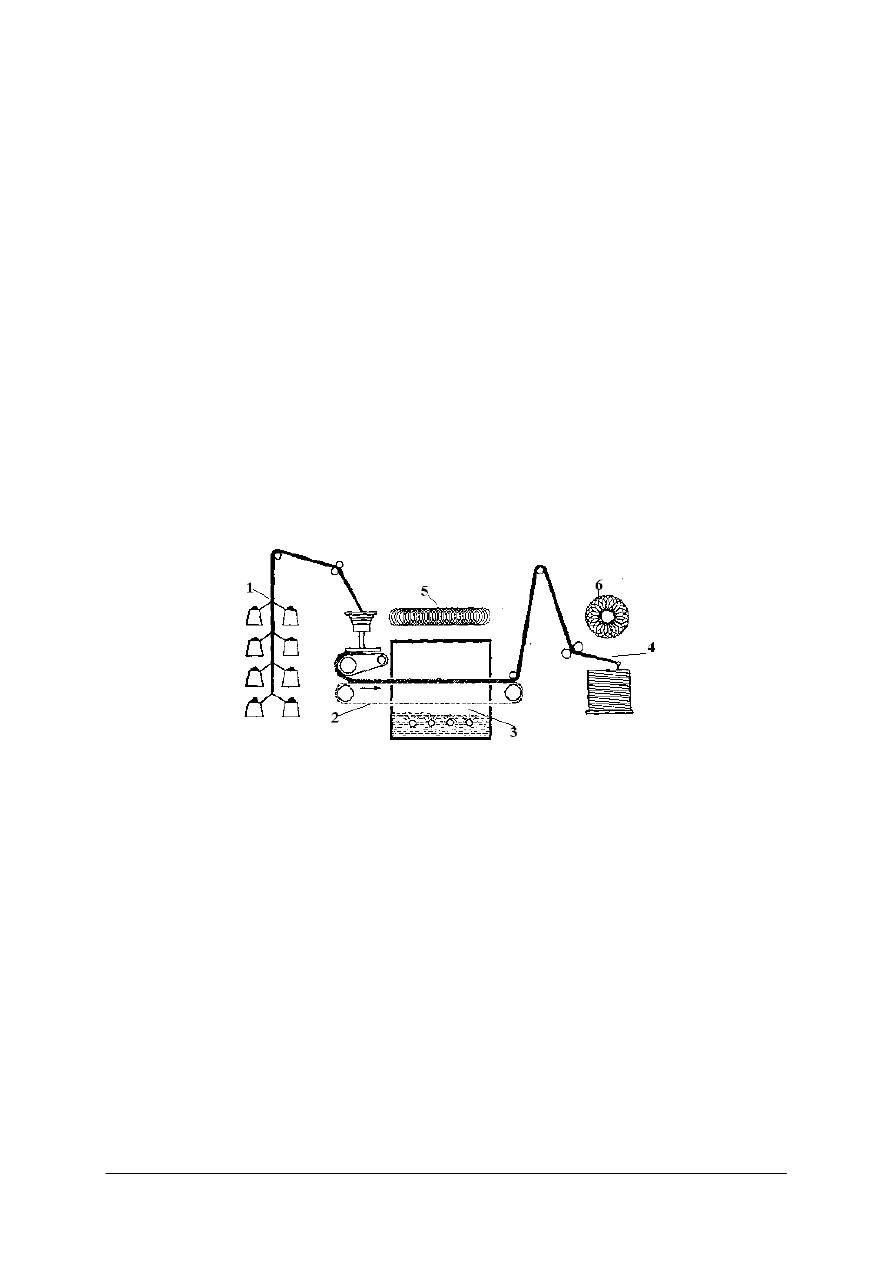
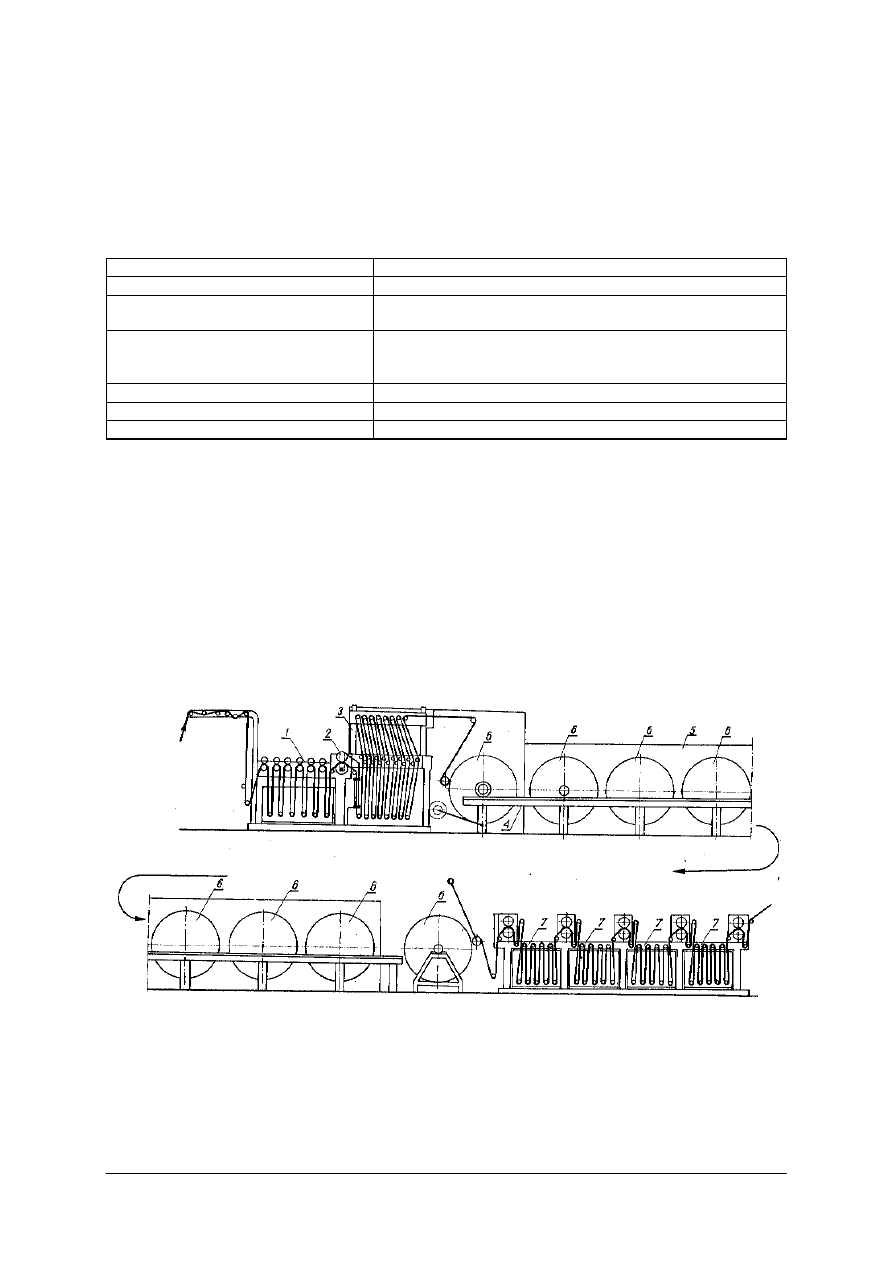
Rys. 20. Schemat technologiczny urządzenia firmy Superba do wykurczania przędz cienkich: 1 – nitki odwijane
z nawojów, 2 – transporter, 3 – parownik, 4 – przędza po wykurzeniu, 5 – sposób ułożenia przędzy na
taśmie transportera, 6 – sposób ułożenia przedzy przy odbiorze [3, s. 141]
Istnieje wiele typów urządzeń do wykurczania przędz poliakrylonitrylowych sposobem
ciągłym. W celu skrócenia technologii przędzalniczej, wyeliminowania pracochłonnego
procesu tworzenia motków stosuje się metody ciągłe wykurczania np.: na urządzeniu firmy
Superba (rys. 20). Wykurczanie przędzy na tym urządzeniu polega na odwijaniu przędzy
z dowolnych nawojów i odkładaniu jej w postaci spiralnej na perforowanej taśmie
transportera przechodzącej przez komorę parownika oraz wprowadzaniu wykurczonej
przędzy do specjalnych garów (przędze grube) lub nawijaniu na nawoje cylindryczne
(przędze cienkie).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Rys. 21. Schemat procesu wykurczania przędzy puszystej na urządzeniu firmy Hacoba: 1 – nawoje zasilające,
2 – urządzenie hamujące, 3 – odsysacz pary, 2 – urządzenie zasilające, 5 – dysza parowa, 6 – wlot pary,
7 – czujnik temperatury, 8 – przegrzewacz pary, 9 – komora wykurczania, 10 – wylot przędzy,
H – komora formowania [3, s. 142]
Przebieg procesu wykurczania systemem Hacoba jest następujący: przędza z nawoju
krzyżowo-stożkowego jest przeprowadzona dla wyrównania naprężeń przez hamulec
wyrównujący urządzenia zasilającego, z którego jest wciągana przez dyszę parową do
komory cylindrycznej, w której układa się w formie spirali. W komorze następuje
wykurczenie przędzy za pomocą pary nasyconej lub przegrzanej (w temp. 100–165°C)
zależnie od rodzaju przędzy. Znane są również urządzenia do wykurczania przędz z włókien
poliakrylonitrylowych przy zastosowaniu gorącego powietrza.
Obróbka wstępna tkanin mieszanych.
Czołowe miejsce pod względem ilości produkcji spośród włókien chemicznych zajmują
włókna poliamidowe cięte (Polana). Jako klejonek do przędzy pojedynczej z czystego włókna
poliamidowego oraz mieszanek z udziałem włókien celulozowych używa się zazwyczaj łatwo
rozpuszczalnych środków opartych na bazie polialkoholu winylowego, eterów celulozowych
lub skrobiowych. Wyroby wykonane z przędzy klejonej tymi środkami nie wymagają
odklejania (klejonka zostaje usunięta podczas prania).
Silnie zabrudzone tkaniny, przeznaczone do wykończenia na biało, poddaje się
miejscowemu zapieraniu plam przy użyciu środków piorących z dodatkiem rozpuszczalników
organicznych lub też samych rozpuszczalników organicznych takich jak czterochlorek węgla
lub trójchloroetylen. Dla tkanin przeznaczonych do barwienia stosuje się napawanie stężonym
roztworem środka piorącego z dodatkiem rozpuszczalnika organicznego i napojoną tkaninę
pozostawia się przez noc, a następnie spiera w szerokości. Podczas prania (szczególnie tkanin
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
z czystego włókna poliamidowego) należy unikać tworzenia się fałd i załamań, których
usunięcie w późniejszych operacjach może natrafiać na trudności. Z tego powodu najbardziej
wskazane jest pranie w szerokości, a konieczne dla tkanin uprzednio nie stabilizowanych
termicznie z czystego włókna poliamidowego. Tkaniny udziałem włókna poliamidowego do
30% nie wymagają stabilizacji termicznej i w zależności od charakteru tkanin mogą być prane
w szerokości lub paśmie. Po praniu tkaniny płucze się początkowo w ciepłej, a następnie
w zimnej wodzie. Płukanie powinno być dokładne, aby usunąć z włókna użyte do prania
ś
rodki piorące. W celu usunięcia śladów alkaliów stosuje się zobojętnienie tkaniny kwasem
octowym. Wyprane tkaniny wyżyma się lub odwadnia przez odsysanie i suszy w suszarkach
powietrznych z nawijaniem na wałki lub składanie bez fałd i załamań.
Wykończanie dzianin metrażowych
Dzianiny metrażowe są poddawane następującym procesom:
−
operacje mokre (zwilżanie, pranie, bielenie i barwienie),
−
operacje pośrednie (wykurczanie, spilśnianie, drapanie),
−
operacje ostatecznego wykończania (suszenie i prasowanie).
Maszyny przeznaczone do obróbki dzianin powinny posiadać:
−
prawidłowo działające pośrednie ogrzewanie kąpieli,
−
kołowrót o przekroju kołowym (możliwie dużym), osadzony bardzo nisko nad
powierzchnią kąpieli,
−
gładkie ściany i dno kadzi, powodujące minimalne opory, bez żadnych elementów
mogących zaczepiać obrabianą dzianinę,
−
szczelną osłonę uniemożliwiającą chłodzenie.
Rys. 22. Parownik do stabilizowania dzianin 1 – wentylator, 2 – dolne walki prowadzące, 3 – wlot pary,
4 – komora do utrwalania 5 – promienniki podczerwieni, 6 – górne wałki prowadzące, 7 – taśma bez
końca, 8 – tablica rozdzielcza, 9 – regulacja prędkości, 10 – układacz [3, s. 166]
Do obróbki dzianin z włókien syntetycznych, głównie z teksturowanego włókna
poliestrowego stosuje się nowoczesne ciśnieniowe aparaty dyszowe, w których zamiast
kołowrotu są zainstalowane rury z dyszami, nadającymi ruch dzianinie.
W celu ustabilizowania i wygładzenia dzianiny stosuje się specjalne parowniki, przez
które przepuszcza się dzianinę z prędkością 6 m/min. Zasadę działania typowego parownika
stabilizującego przedstawia (rys. 22).
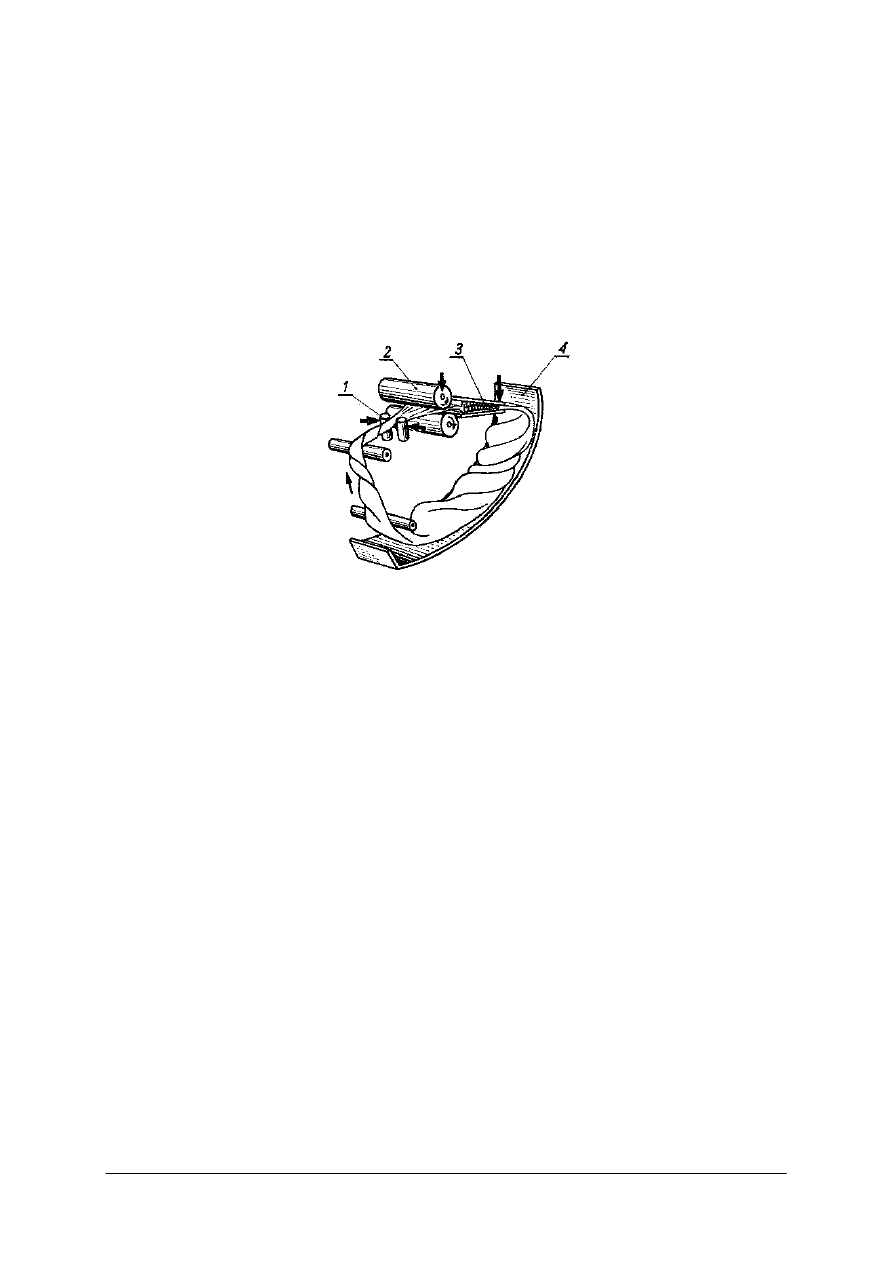
Do rozcinania dzianin workowych stosuje się odpowiednie maszyny (rys. 23), które
składają się z rozszerzacza worka, połączonego z ostrzem stalowym do rozcinania dzianiny,
rozprostowujących prętów oraz wałków do szerokościowego nawijania dzianiny na tokę albo
układacza taflującego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Rys. 23. Urządzenie do rozcinania worka: 1 – rozszerzacz worka, 2 – ostrze, 3 – pręty rozproztowujące,
4 – wałki do szerokościowego nawijania, 5 – układacz taflowy [3, s. 167]
Do szerokościowego prania dzianin stosuje się pralnice beznaprężeniowe, pracujące
w sposób ciągły. Do najważniejszych typów należą pralnica Rotomat (rys. 24) jest złożona
z systemu wałków wyżymających i natrysków rozmieszczonych na obwodzie obracającego
się i przesuwającego dzianinę bębna.
Rys. 24. Element pralnicy Rotomat: l – bęben, 2 – wałki wyżymające, 3 – walki prowadzące, 4 – natryski,
5 – zbiornik, 6 – pompa [3, s. 167]
Pralnica Vibrotex (rys. 25) składa się z kilku kadzi, które zbudowane są z bębnów
obrotowych o średnicy ok. 0,6 m, wykonanych z siatki stalowej. Osadzony na mimośrodzie
bęben powoduje drgania dzianiny
w kierunku prostopadłym do powierzchni siatki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
Rys. 25. Element pralnicy Vibrotex: 1 – wałek podający, 2 – kąpiel piorąca, 3 – bęben obrotowy, 4 – wałek
odbierający, 5 – kierunek drgań dzianiny [3, s. 167]
Suszenie dzianin płaskich jest trudne, ponieważ większość wyrobów wykazuje tendencję
do zwijania brzegów w wałeczki. Suszenie dzianin płaskich prowadzi się w suszarkach
ramowych z aparatami do rozwijania brzegów, np. firmy Briickner i polami stabilizującymi,
w których zachodzi stabilizacja albo w suszarkach bębnowo-sitowych wyposażonych
w uiglony łańcuch, utrzymujący dzianinę w stanie rozprostowanym.
Dzianiny z włókien syntetycznych coraz częściej pierze się w rozpuszczalnikach
organicznych. Zaletami prania w rozpuszczalnikach są:
−
znaczne ograniczenie zużycia wody i energii cieplnej,
−
zmniejszenie nakładów na budowę oczyszczalni ścieków,
−
mniejsza powierzchnia zajmowana przez nowoczesne maszyny o działaniu ciągłym.
Rys. 26. Schemat agregatu formy Rimar do prania i uszlachetniania dzianin w rozpuszczalnikach organicznych:
1 – komora wprowadzająca, 2 – część piorąco-napawająca, 3 – komora do regeneracji
rozpuszczalnika, 4 – komora do usuwania z wyrobu resztek rozpuszczalnika [3, s. 168]
Nowoczesną maszyną służącą do beznaprężeniowego prania i uszlachetniania zarówno
dzianin jak i tkanin w rozpuszczalnikach organicznych (czterochloroetylenie) jest agregat
firmy Rimar (rys. 26). Agregat ten posiada cztery komory. Po wejściu do pierwszej komory –
wprowadzającej wyrób przechodzi przez zamknięcie wargowe do komory drugiej, w której
jest poddawany procesowi prania i napawania środkami uszlachetniającymi. W trzeciej
komorze przeprowadzana jest regeneracja rozpuszczalnika, w tym celu wyrób styka się
z perforowanym cylindrem wypełnionym parą wodną. Resztki rozpuszczalnika są usuwane
z wyrobu za pomocą ogrzanego powietrza w komorze czwartej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1.
W jakim celu prowadzi się procesy obróbki wstępnej?
2.
Jakie znasz procesy obróbki wstępnej?
3.
Jakim procesom wstępnej obróbki poddaje się przędzę, tkaniny i dzianiny z włókien
bawełnianych?
4.
Jakie znasz procesy wstępnej obróbki włókien wełnianych?
5.
Jakie znasz procesy wstępnej obróbki tkanin i dzianin z włókien wełnianych?
6.
Jakie znasz procesy wstępnej obróbki włókien, przędz i wyrobów lnianych?
7.
Jakie znasz procesy wstępnej obróbki przędzy, tkanin i dzianin z włókien mieszanych?
8.
Jakie maszyny stosuje się w fazie wstępnej obróbki włókien celulozowych naturalnych
i chemicznych?
9.
Na czym polega: merceryzacja, ługowanie, kotonizacja, spilśnianie?
10.
Jakie maszyny stosuje się w fazie wstępnej obróbki włókien mieszanych?
4.1.3. Ćwiczenia
Ć
wiczenie 1
Zbadaj efekt działania ługu sodowego na włókno bawełny.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z zasadami bezpiecznej pracy z substancjami chemicznymi,
2)
przygotować stanowisko pracy zgodnie z poniższymi zaleceniami,
3)
zgromadzić potrzebne przybory i odczynniki w miejscu pracy,
4)
ustawić mikroskop,
5)
przygotować preparaty (minimum 3) używając jako płynu immersyjnego wody,
6)
ustawić preparat na stoliku mikroskopu, tak aby w polu widzenia znalazły się końcówki
włókien,
7)
narysować na przygotowanej kartce obraz, jaki widzisz pod mikroskopem (możesz użyć
nakładki ułatwiającej rysowanie),
8)
nanieść na znajdujący się pod mikroskopem preparat kilka kropel ługu sodowego
(2–3 krople), obok szkiełka nakrywkowego,
9)
obserwować co dzieje się z włóknami bawełny w kontakcie z ługiem,
10)
wykonać rysunek zmian, które nastąpiły,
11)
postępować w analogiczny sposób z kolejnym preparatem,
12)
wkleić wykonane rysunki do zeszytu przedmiotowego,
13)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
instrukcja bezpiecznej pracy z substancjami chemicznymi,
−
mikroskop laboratoryjny z oprzyrządowaniem,
−
próbki włókien bawełny,
−
ług sodowy w butelce z zakraplaczem, lub pipetą,
−
kartki papieru, lub notes i przybory do pisania,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Ć
wiczenie 2
Dokonaj spilśniania próbek tkanin i dzianin z włókien wełnianych i opisz efekty.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z zasadami bezpiecznej obsługi palnika gazowego,
2)
przygotować po siedem próbek tkanin i dzianin o wymiarach 20 x 20 cm,
3)
przygotować stanowisko pracy (palnik, stojak, zlewki, termometr, bagietki),
4)
przygotować kąpiel spilśniającą w ilości wystarczającej do wykonania ćwiczenia w/g.
przepisu,
5)
pozostawić po jednej próbce tkaniny i dzianiny do porównań,
6)
obrabiać pozostałe w kąpieli spilśniającej w następujący sposób: dwie w temperaturze
pokojowej (ok. 21°C), dwie w temperaturze ok. 45
o
C, dwie w temperaturze powyżej
70
o
C,w każdym przedziale temperatur jedną próbkę tkaniny i dzianiny intensywnie
ugniatać, drugą natomiast zanurzać i poddawać minimalnej obróbce mechanicznej,
7)
przeprowadzić spilśnianie w czasie ok. 20 min., po tym czasie próbki wypłukać
i wysuszyć w stanie rozłożonym,
8)
zmierzyć po wysuszeniu próbki i wyniki pomiarów zapisać w tabeli,
9)
obejrzeć próbki i opisać ich wygląd zewnętrzny, przy oglądaniu wspomóc się lupą lub
mikroskopem,
10)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
instrukcja bezpiecznej obsługi palnika gazowego,
−
stół laboratoryjny, zlewki, bagietki, palnik, cylinder miarowy, termometr,
−
przygotowany roztwór mydła, lub kompozycja spilśniająca o pH 3,
−
tkanina i dzianina wełniana,
−
przybory do pisania, linijka, lupa, mikroskop,
−
tabela wyników,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Zbadaj efekt działania ługu sodowego na dzianinę i tkaninę bawełnianą.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z instrukcją bezpiecznego posługiwania się substancjami żrącymi,
2)
przygotować stanowisko pracy zgodnie z poniższymi zaleceniami,
3)
zgromadzić potrzebne przybory i odczynniki w miejscu pracy,
4)
przygotować próbki tkanin i dzianin o wymiarach 20 x 20 cm, oznaczyć próbki,
zaznaczyć kierunek osnowy lub kolumienki,
5)
przygotować zlewkę z roztworem ługu sodowego o stężeniu 20 g NaOH na 100 cm
3
roztworu,
6)
przygotować kąpiele płuczące – ciepłą i zimną,
7)
pozostawić jedną z przygotowanych próbek jako kontrolną,
8)
zanurzać pozostałe próbki w roztworze ługu do dokładnego zwilżenia i pozostawiać na
czas około 3 minut, następnie płukać próbki na przemian w ciepłej i zimnej wodzie,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
9)
wysuszyć wypłukane próbki,
10)
dokonać pomiaru długości i szerokości próbek, zapisać wyniki,
11)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
instrukcja bezpiecznego posługiwania się substancjami żrącymi,
−
tkanina i dzianina,
−
linijka, nożyczki, flamaster,
−
ług sodowy,
−
zlewki, bagietki,
−
kartki papieru lub notes i przybory do pisania,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Porównaj wytrzymałość tkanin i dzianin przed i po ługowaniu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
wykorzystać do wykonania ćwiczenia próbki z ćwiczenia 3,
2)
wyciąć z danych próbek przed i po ługowaniu wzdłuż osnowy lub kolumienki paski
o wymiarach 2 x 10 cm. (najmniej 3 próbki),
3)
oznaczyć próbki ługowane i nie ługowane,
4)
dokonać zrywania na zrywarce szczękowej,
5)
zanotować wielkość siły zrywającej i wydłużenia podczas zrywania,
6)
dokonać obliczeń wytrzymałości i wydłużenia,
7)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
tkanina i dzianina,
−
linijka, nożyczki, flamaster,
−
zrywarka laboratoryjna,
−
wzory do obliczeń,
−
kartki papieru, lub notes,
−
przybory do pisania,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 5
Porównaj wytrzymałość tkanin i dzianin przed i po spilśnianiu.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przygotować próbki tkanin i dzianin,
2)
wykorzystać próbki z ćwiczenia 2,
3)
oznaczyć próbki spilśnione i niespilśnione,
4)
dokonać zrywania na zrywarce szczękowej,
5)
zanotować wielkość siły zrywającej i wydłużenia podczas zrywania,
6)
dokonać obliczeń wytrzymałości i wydłużenia,
7)
sformułować i zapisać wnioski.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Wyposażenie stanowiska pracy:
−
tkanina i dzianina,
−
linijka, nożyczki, flamaster,
−
zrywarka laboratoryjna,
−
wzory do obliczeń,
−
kartki papieru, lub notes,
−
przybory do pisania,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 6
Przeprowadź proces kotonizacji. Porównaj długość włókien lnianych przed i po procesie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
pobrać próbki włókien lnianych,
2)
wydzielić i zmierzyć przynajmniej 20 włókien,
3)
zanotować długości włókien i obliczyć średnią długość,
4)
przygotować kąpiel do kotonizacji,
5)
zapoznać się z instrukcją bezpiecznego wykonania ćwiczenia,
6)
obgotowywać włókna przez 1 godzinę,
7)
po tym czasie włókna wypłukać i wysuszyć,
8)
zmierzyć długość najmniej 20 włókien,
9)
zanotować długości i obliczyć średnią długość,
10)
porównać wyniki pomiarów, sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
instrukcja bezpiecznego wykonania ćwiczenia,
−
włókna lniane po procesie czesania,
−
linijka,
−
roztwór mydła,
−
szkło laboratoryjne,
−
palnik gazowy,
−
przybory do pisania i zeszyt,
−
poradnik dla ucznia,
−
literatura zgodna z punktem 6 poradnika dla ucznia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
zdefiniować pojęcie wstępna obróbka wykończalnicza?
2)
zdefiniować określenia odklejanie tkanin bawełnianych, odklejanie
jedwabiu naturalnego, kotonizacja?
3)
zdefiniować
określenie
merceryzacja
bawełny,
ługowanie,
karbonizacja wełny, spilśnianie, stabilizacja?
4)
zdefiniować określenie i określić zadania procesu prania wełny?
5)
określić zadania, jakie mają spełnić procesy odklejania tkanin
bawełnianych i jedwabiu.?
6)
określić zadania, jakie mają spełnić procesy merceryzacji
i ługowania?
7)
określić zadania, jakie mają spełnić procesy spilśniania, karbonizacji,
opalania tkanin, ścierania tkanin?
8)
rozróżnić maszyny stosowane do procesów przygotowania włókien
i wyrobów do bielenia?
9)
nazwać poszczególne elementy maszyn?
10)
określić zasady bezpiecznej obsługi maszyn do obróbki wstępnej?
11)
zbadać efekt działania NaOH na włókno, tkaninę i dzianinę
bawełnianą?
12)
wykonać spilśnianie tkanin i dzianin wełnianych?
13)
porównać właściwości tkanin i dzianin „przed” i „po” działaniu
określonych chemikaliów?
14)
przeprowadzić proces kotonizacji lnu?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
4.2. Bielenie włókien i wyrobów włókienniczych
4.2.1. Materiał nauczania
Ś
rodki bielące
Włókna celulozowe bieli się przy pomocy następujących utleniających środków
bielących: chloran (I) sodu, woda utleniona, chloran (III) sodu, kwas nadoctowy.
Chloran (I) sodu (potocznie podchloryn sodowy) o wzorze NaClO najczęściej jest
stosowany do bielenia wyrobów z włókien celulozowych. Biel uzyskana za pomocą
podchlorynu wykazuje tendencję do późniejszego żółknięcia.
Woda utleniona o wzorze H
2
O
2
dostarczana jest na wykończalnię w postaci stężonych
roztworów stabilizowanych dodatkiem kwasu siarkowego, o zawartości ok. 30% H
2
O
2
.
W miejsce wody utlenionej może być używany nadtlenek sodowy Na
2
O
2
, którego zastosowanie
jest ograniczone ze względu na kłopotliwe przygotowywanie roztworów bielących. W czasie
rozpuszczania nadtlenku sodowego wytwarza się woda utleniona według równania:
Na
2
O
2
+ 2 H
2
O → 2 NaOH + H
2
O
2
Roztwory wody utlenionej ulegają w środowisku alkalicznym gwałtownemu rozkładowi,
który możemy stabilizować przez dodanie soli magnezowych i szkła wodnego lub
pirofosforanu sodowego. Działanie stabilizujące szkła wodnego nie jest bliżej wytłumaczone
natomiast działania pirofosforanu sodowego tłumaczy się powstawaniem addytywnego
połączenia wody utlenionej.
Rozkład wody utlenionej w obecności środków redukujących zachodzi zgodnie
równaniem:
2 H
2
O
2
redukcja
2 H
2
O + O
2
Utlenianie barwnych zanieczyszczeń włókien powoduje wydzielający się tlen w stanie
powstawania. Uzyskany efekt bieli podczas bielenia nadtlenkowego cechuje się wyższą
trwałością od uzyskanego podczas bielenia podchlorynem, dlatego że woda utleniona nie
powoduje powstawania nietrwałych chlorohydryn.
Chloran (III) sodu (potocznie chloryn sodowy) o wzorze NaClO
2
, będący solą sodową
kwasu chlorowego (III), wykazuje bardzo intensywne działanie bielące przy pH 3–5. W czsie
bielenia wydziela się szkodliwy dla zdrowia gazowy dwutlenek chloru (ze względów bhp
powinien być usuwany z pomieszczeń produkcyjnych) oraz w pewnym stopniu powstaje
kwas chlorowodorowy (5 HClO
2
↔ 4 ClO
2
+ HCl + 2 H
2
O) nie wykazujący działania
bielącego. W tym przypadku czynnikiem bielącym jest powstający dwutlenek chloru, który w
obecności wody wykazuje działanie bielące. Możliwe jest aktywowanie chlorynu w metodzie
napawania-parowania przez dodatek amidów kwasowych, np. Axil C, które podczas
parowania ulegają hydrolizie, wytwarzając środowisko kwaśne wymagane do bielenia.
Kwas nadoctowy o wzorze CH
3
COOOH, otrzymywany jest z wody utlenionej
i bezwodnika kwasu octowego w obecności katalizatorów. Kwas nadoctowy techniczny jest
mieszaniną wody utlenionej i kwasu nadoctowego. Podczas bielenia w słabo kwaśnym
ś
rodowisku następuje utlenienie zanieczyszczeń przez wydzielany z kwasu nadoctowego tlen.
Kwas nadoctowy stosuje się do bielenia włókien lnianych, sztucznych włókien celulozowych
oraz włókien poliamidowych.
Ś
rodki pomocnicze stosowane w bieleniu
Do środków pomocniczych zaliczamy: środki ułatwiające lub skracające czas oraz
podnoszące skuteczność i jakość wykonywanych operacji. Należą one pod względem
chemicznym do połączeń organicznych, obniżających napięcie powierzchniowe wody, a tym
samym ułatwiających i przyspieszających napojenie przeznaczonego do wykończenia
surowego wyrobu włókienniczego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Ś
rodki pomocnicze dzieli się pod względem charakteru jonowego na:
−
anionowe,
−
kationowe,
−
niejonowe.
W czasie stosowania należy zwracać uwagę, aby nie używać w jednej kąpieli środków
anionowych i kationowych, które oddziałując na siebie, tworzą nierozpuszczalne związki,
wytrącają się i znoszą wzajemnie swoje działanie.
We włókiennictwie stosuje się głównie pomocnicze środki zwilżające, które wykazyją
obok działania zwilżającego, także działanie dyspergujące i piorące. Do produktów takich
należą w pierwszym rzędzie mydła, sulfonowe alkohole tłuszczowe, sulfonowe węglowodory
łańcuchowe, itp.
Do kąpieli warzelnej dodawane są środki pomocnicze mające charakter emulgująco-
dyspergujący i ułatwiajce usunięcie naturalnych substancji woskowo-tłuszczowych z włókien.
Jest nim między innymi szkło wodne.
Dla zabezpieczenia przed wytrącaniem soli powodujących twardość wody i osadzanie się
osadów na włóknie stosuje się polifosforany lub inne środki kompleksotwórcze, zdolne do
tworzenia połączeń kompleksowych z solami wapnia, magnezu i żelaza.
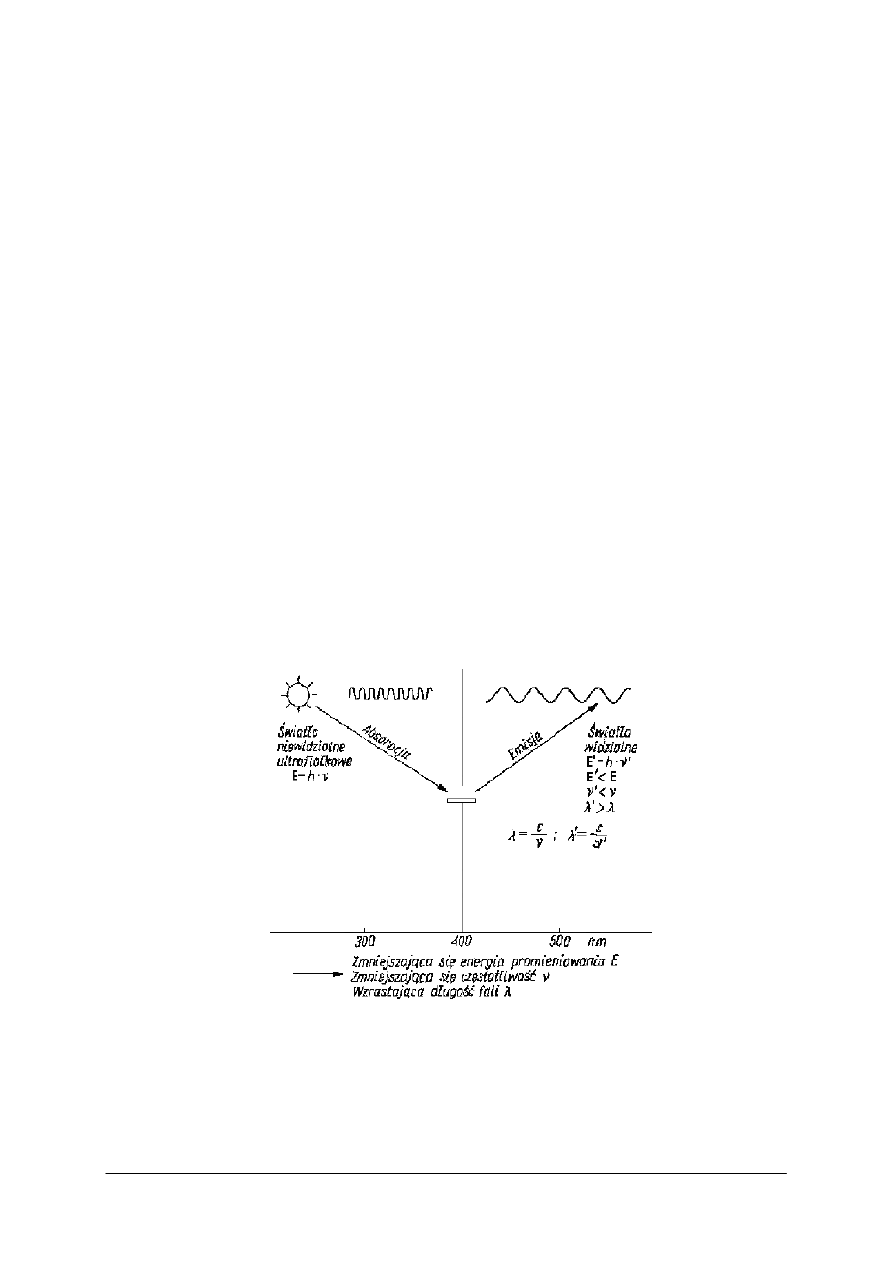
Pobielanie przy użyciu rozjaśniaczy optycznych
Chemicznie bielone wyroby włókiennicze mają najczęściej biel o odcieniu żółtawym
Spowodowane jest to pozostałymi na włóknie śladami naturalnych substancji o barwie
brunatno-żółtej. Obniżają one efekt optyczny i estetyczny wyrobów białych. W celu usunięcia
tego efektu stosuje się pobielanie za pomocą środków optycznie rozjaśniających. Środki te są
bezbarwnymi barwnikami fluorescencyjnymi, a proces pobielania można przyrównać do
procesu barwienia „na biało”. Środki optycznie rozjaśniające korygują biel przez dodatkową
emisję, powstającą na skutek przemiany pochłanianego promieniowania niewidzialnego
w zakresie ultrafioletu na promieniowanie widzialne rekompensujące odcień żółty.
Rys. 27. Graficzne wyjaśnienie zasady fluorescencji [3, s. 21]
Sposoby i metody bielenia
Bielenie włókien bawełnianych w zależności od asortymentu prowadzone jest
następującymi metodami:
−
bielenie klasyczne,
−
bielenie kombinowane podchlorynowo-nadtlenkowe ,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
−
bielenie w paśmie sposobem ciągłym,
−
bielenie w szerokości sposobem ciągłym i półciągłym przy użyciu chlorynu sodowego,
−
bielenie w szerokości sposobem ciągłym i półciągłym przy użyciu wody utlenionej.
Tkaniny bawełniane lekkie o luźnej strukturze i małej masie są poddawane bieleniu
w paśmie, tkaniny cięższe bieli się zazwyczaj w szerokości. W zależności od rodzaju
urządzeń oraz chemikaliów, bielenie może być wykonane w sposób okresowy, półciągły lub
ciągły w paśmie albo w szerokości.
Bielenie ciągłe w paśmie wykonuje się w urządzeniach z cyrkulacją kąpieli (rys. 27).
Pasmo tkaniny w tych urządzeniach jest doprowadzane i odprowadzane sposób ciągły,
tworzony jest również pewien zapas tkaniny związany z pojemnością aparatu, prędkością
liniową oraz czasem trwania reakcji. Na urządzeniach tych, w których krotność kąpieli
wynosi l:4,5 może być prowadzone chlorowanie, kwaszenie lub bielenie wodą utlenioną.
Rys. 27. Schemat pojemnika cyrkulacyjnego do bielenia ciągłego systemu Menzel: 1 – lej, 2 – pompa
pobierająca kąpiel z pojemnika, 3 – pojemnik [3, s. 26]
Bielenie szerokościowe tkanin, stosowane do cięższych asortymentów, może być
wykonywane:
−
sposobem okresowym metodą zimnonawojową lub na barwiarkach zwrotnych, aparatach
nawojowych względnie w pralnicach rotacyjnych,
−
sposobem półciągłym na urządzeniach typu Pad-Roll, w których napojoną środkami
bielącymi tkaninę po nawinięciu na wał, poddaje się leżakowaniu w komorze
wypełnionej nasyconą parą wodną, a podczas leżakowania nawój tkaniny jest poddawany
powolnej rotacji.
−
sposobem ciągłym, przy którym ruchoma komora reakcyjna została zastąpiona innym
urządzeniem umożliwiającym leżakowanie tkaniny przez wymagany czas.
Przykładem urządzenia do bielenia ciągłego jest agregat firmy Benteler (rys. 28).
Zastosowano w nim komorę z układem dwóch wałów do przewijania tkaniny z wału na wał,
które odbywa się w systemie ciągłym.
2
3
1
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Rys 28. Agregat do bielenia ciągłego Benteler: 1 – wprowadzenie tkaniny, 2 – napawanie tkaniny środkami
bielącymi, 3 – komora z wałami do przewijania, 4 – wał z tkaniną, 5 – odbiór tkaniny [3, s. 27]
Firma Geber w agregacie do bielenia Blancomat (rys. 29) zastosowała komorę do
leżakowania, w której tkanina składowana jest w stosach na ruchomym transporterze
z jednoczesnym odwracaniem stosu tkaniny. Taki system leżakowania tkanin nie nadaje się
do tkanin łatwo tworzących fałdy i załamania. Czas przebywania tkaniny w komorze jest
regulowany szybkością jej przesuwania się.
Rys. 29. Schemat agregatu do bielenia Blancomat: 1 – wprowadzenie, 2 – napawanie tkaniny, 3 – komora
reakcyjna z transporterem, 4 – składanie tkaniny, 5 – odwracanie stosu, 6 – odbieranie tkaniny [3, s. 27]
Szerokie zastosowanie znajdują ciśnieniowe parowniki ciągłe do prowadzenia procesu
bielenia w temp. ok. 130°C.
Tkaninę napojoną kąpielą bielącą (alkaliami i nadtlenkami) poddaje się parowaniu
w ciągłym parowniku ciśnieniowym. W czasie parowania pod ciśnieniem następuje
obgotowanie tkaniny i wybielenie jej w ciągu kilku minut. Parowniki takie budowane są przez
firmę Kleinewefers (rys. 30).
W nowoczesnych technologiach bielenia zastępuje się warzenie alkaliczne tkanin przez
rozpuszczenie naturalnych wosków i tłuszczów bawełny w rozpuszczalnikach organicznych.
Rys. 30. Schemat urządzenia do ciągłego bielenia ciśnieniowego 1 – wprowadzenie tkaniny, 2 – napawanie,
3 – parownik ciśnieniowy, 4 – płukania, 5 – odbiór tkaniny [3, s. 28]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Klasyczne bielenie w paśmie
Klasyczny sposób bielenia obecnie stosowany jest sporadycznie ze względu na normy
ochrony środowiska i przepisy dotyczące bezpieczeństwa pracy. Operacje technologiczne
i maszyny stosowane do bielenia sposobem klasycznym przedstawione zostały w tabeli 1.
Tabela 1 Operacje technologiczne i stosowane maszyny w bieleniu klasycznym [3, s. 33]
Operacja technologiczna
Stosowane maszyny
Napawanie ługiem
Ługówki
Warzenie
Kotły warzelne
Płukanie wstępne
Kotły warzelne i pralnice pasmowe ciągłe
Kwaszenie
Kwasiarki i doły betonowe
Płukanie
Pralnice pasmowe ciągłe
Chlorowanie
Chlorówki i doły betonowe
Płukanie
Pralnice pasmowe ciągle
Kwaszenie-odchlorowanie
Kwasiarki i doły betonowe
Płukanie końcowe
Pralnice pasmowe ciągle
Otwieranie pasma
Otwieracze pasm (trzepak)
Odwadnianie
Kalander wodny (wyżymarka)
Suszenie
Suszarki bębnowe lub powietrzne
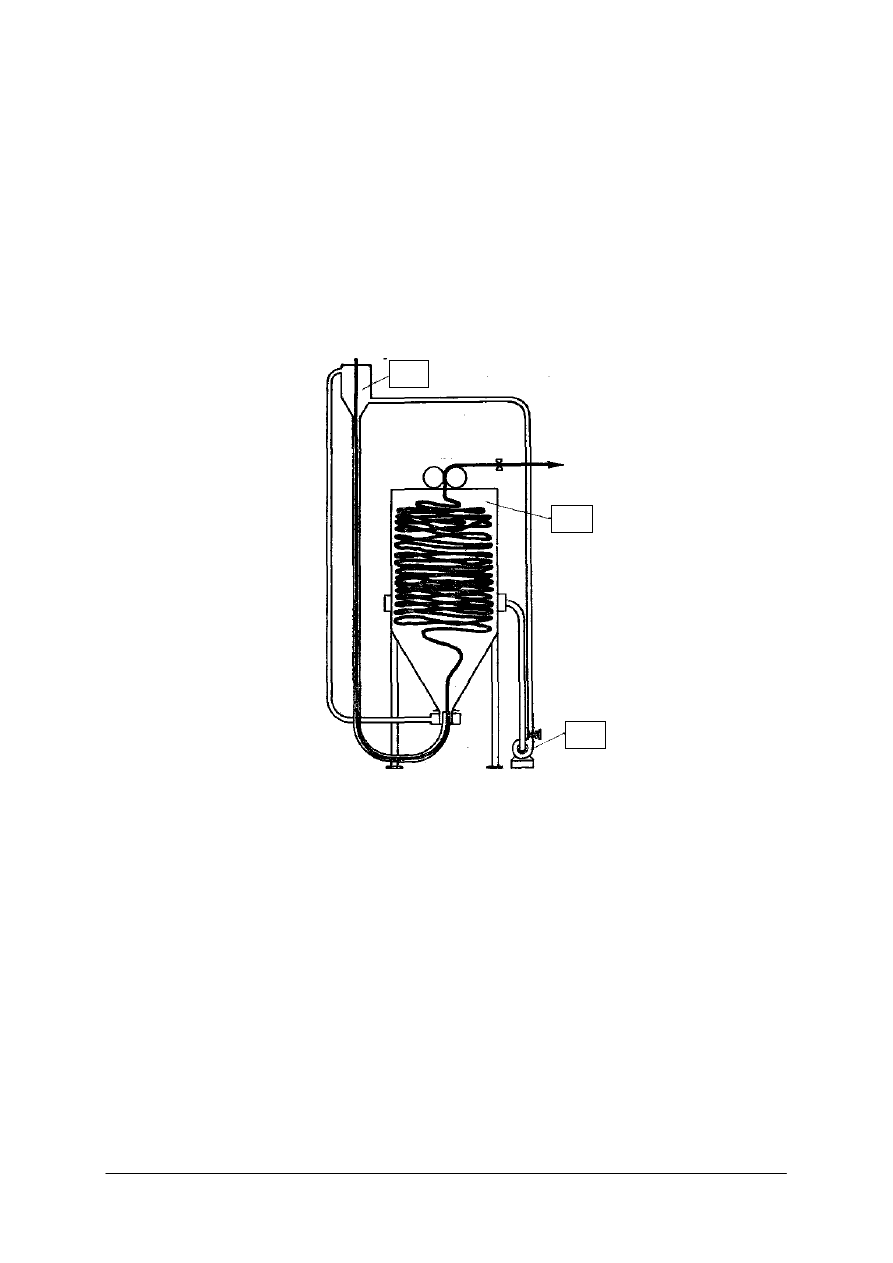
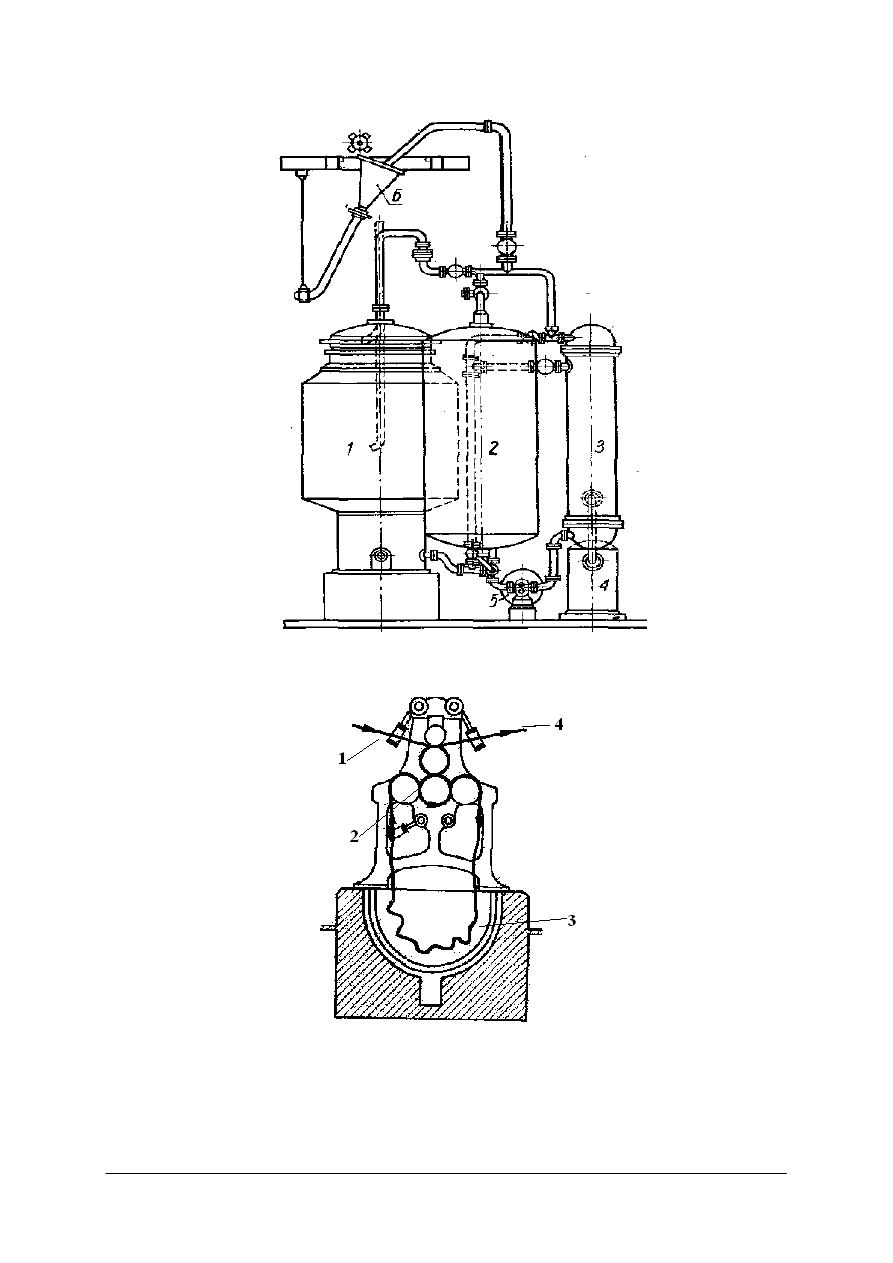
Warzenie jest podstawową operacją w bieleniu klasycznym. Warzenie odbywa się
w zamkniętych kotłach warzelnych (rys. 31), w których tkanina jest poddawana obgotowaniu
w roztworze ługu sodowego pod ciśnieniem. Podczas tego procesu następuje usunięcie
wosków i tłuszczów oraz usunięcie innych zanieczyszczeń towarzyszących celulozie.
W czasie układania tkaniny w kotle warzelnym należy pamiętać o równomiernym jej
ułożeniu, aby kąpiel cyrkulacyjna przechodziła przez całą tkaninę Podczas warzenia ług
warzelny jest zasysany u dołu i pompowany do górnej części kotła.
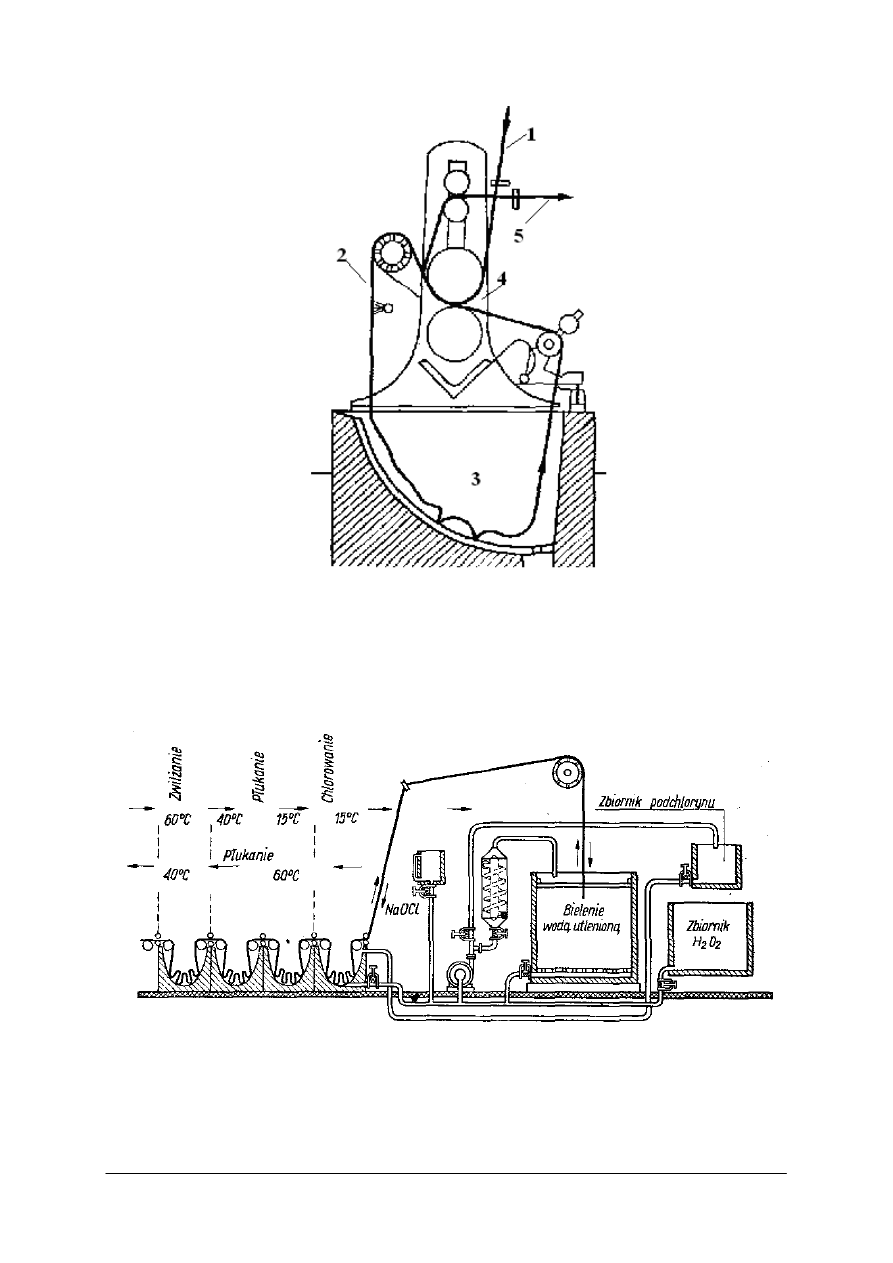
Na rysunku 31 przedstawiono schemat ługówki, kwasiarki i chlorówki stosowanych
w różnych etapach bielenia.
W ługówce materiał napawany jest roztworem ługu sodowego w procesie ługowania.
W kwasiarce roztworem kwasu w procesie kwaszenia, w którym kwas solny rozpuszcza
związki tworzące plamy na tkaninie. W chlorowce następuje proces nasycenia związkami
chloru, które używane są do bielenia. Proces chlorowania intensyfikowany jest przez
działanie tlenku węgla (IV) znajdującego się w atmosferze. Aby przyspieszyć proces stosy
tkaniny w dołach odwraca się.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Rys. 31. Schemat kotła warzelnego systemu Thiessa 1 – kocioł warzelny, 2 – zbiornik pomocniczy,
3 – podgrzewacz, 4 – zbiornik na skropliny, 5 – pompa, 6 – lej [3, s. 34]
Rys. 31. Schemat ługówki, chlorówki i kwasiarki: 1 – wprowadzenie pasma, 2 – urządzenie napawająco-
odżymające, 3 – komora obróbki chemicznej, 4 – odbiór pasma [3, s. 34]
Płukanie po operacji warzenia, kwaszenia i chlorowania prowadzone jest w pralnicach
pasmowych (rys. 33).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 33. Pralnica luźna jednopasmowa: 1 – wprowadzenie pasma, 2 – napawanie kąpielą piorącą, 3 – komora
pralnicza, 4 – wałki odżymające, 5 – odbiór tkaniny [3, s. 36]
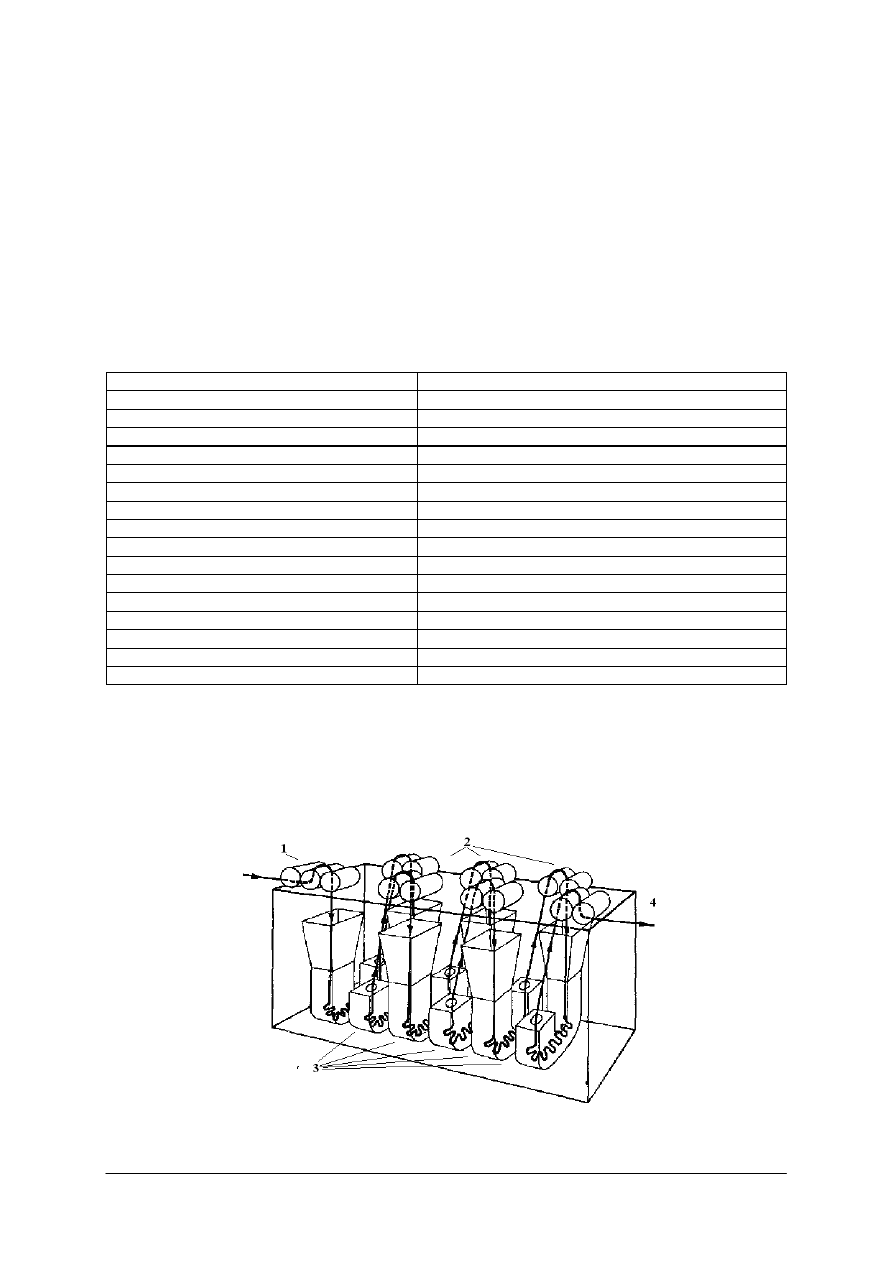
Bielenie podchloryno-nadtlenkowe tkanin
Bielenie kombinowane podchlorynowo-nadtlenkowe CeEs (rys. 34) przy użyciu chloranu
(I) sodu i wody utlenionej stosowane jest głównie do stacjonarnego bielenia dzianin.
W metodzie tej jest pominięte alkaliczne warzenie ciśnieniowe. Umożliwia to uzyskanie
wyrobu o pełnym, miękkim chwycie, istotnym dla wyrobów dziewiarskich.
Rys. 34. Schemat urządzeń do bielenia systemem CeEs [3, s. 38]
W bieleniu tym dzianinę zwilża się na ciepło i studzi. Następnie dzianinę poddaje się
napawaniu chlorynem(I) sodu i ładuje się do otwartej kadzi w celu przeprowadzenia procesu
bielenia nadtlenkowego. Bielenie wodą utlenioną prowadzi się przez 1–2 godzin
w temperaturze 75–80°C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Cały proces bielenia nadtlenkowego trwa 4–5 godzin. Po zamknięciu dopływu pary
dzianina może pozostawać w stygnącej kąpieli nadtlenkowej 6–10 godzin.
Po zakończeniu bielenia dzianinę poddaje się płukaniu, najpierw na ciepło, a w końcu na
zimno. Wyładowanie i załadowanie dzianiny odbywa się przy użyciu tych samych maszyn,
pracujących w przeciwnych kierunkach. Kombinowany sposób bielenia pomija obróbkę
alkaliczną. Skraca się w ten sposób czas trwania operacji, dzięki czemu włókno nie jest
zmęczone.
Bielenie tkanin bawełnianych w paśmie sposobem ciągłym
Dla tkanin bawełnianych bielonych w paśmie sposobem ciągłym stosuje się cykl
technologiczny przedstawiony w tabeli 2.
Tabela 2 Operacje technologiczne i maszyny stosowane w bieleniu sposobem ciągłym [3, s. 3]
Operacja technologiczna
Stosowane maszyny
Pranie po odklejaniu
Pralnice pasmowe ciągłe
Napawanie roztworem ługu
Napawarka pasmowa
Obgotowanie
Zasobnik fajkowy do obróbki na gorąco
Płukanie
Pralnice pasmowe ciągłe
Napawanie roztworem kwasu
Napawarka pasmowa
Kwaszenie
Zasobnik fajkowy do obróbki na zimno
Płukanie
Pralnice pasmowe ciągłe
Napawanie roztworem podchlorynu
Napawarka pasmowa
Bielenie podchlorynem
Zasobnik fajkowy do obróbki na zimno
Płukanie
Pralnice pasmowe ciągłe
Napawanie roztworem wody utlenionej
Napawarka pasmowa
Bielenie nadtlenkowe
Zasobnik fajkowy do obróbki na gorąco
Płukanie końcowe
Pralnice pasmowe ciągle
Otwieranie pasma
Otwieracze pasm (trzepak)
Odwadnianie
Kalander wodny (wyżymarka)
Suszenie
Suszarki bębnowe lub powietrzne
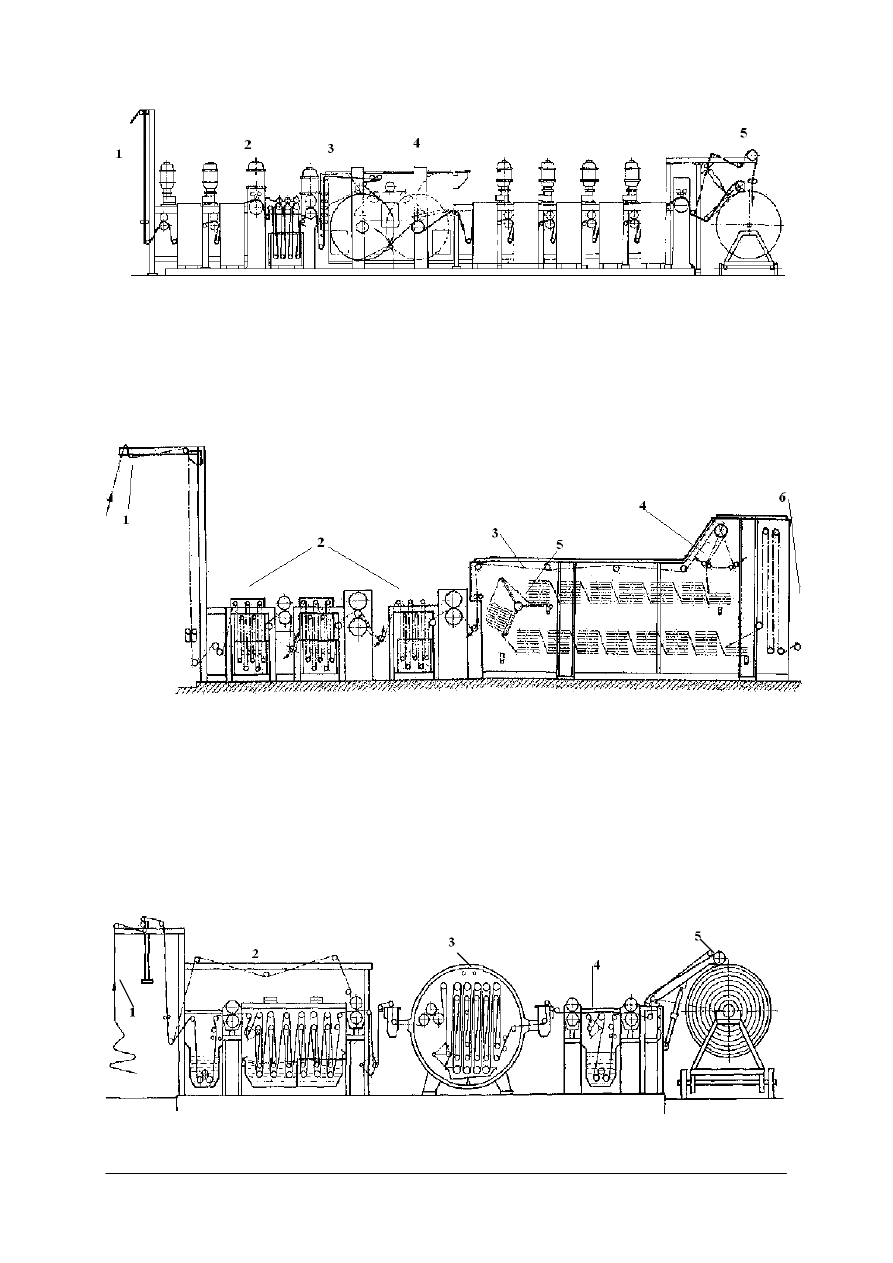
Do podstawowych maszyn nowoczesnego bielnika pasmowego zalicza się:
−
pralnicę pasmową (rys. 35),
−
napawarkę pasmową (rys. 36),
−
zasobnik fajkowy do obróbki gorącej i zimnej.
Zależnie od przyjętego systemu bielenia i używanych chemikaliów, ilość i kolejność
ustawienia podstawowych urządzeń składowych może się zmieniać.
Rys. 35. Schemat pralnicy pasmowej Multiflex: 1 – wprowadzenie tkaniny, 2 – zespoły wałków wprowadzająco
odżymających, 3 – komory pralnicze, 4 – odbiór tkaniny [3, s. 39]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
W metodzie podchlorynowo-nadtlenkowej urządzenie bielące składa się na przykład z 4
podstawowych członów, w których zachodzą następujące operacje:
−
1 człon – pralnica, napawarka pasmowa, zasobnik do obróbki na gorąco (spranie klejonki
z tkaniny, napojenie roztworem ługu sodowego z dodatkiem środków zwilżających oraz
emulgująco-dyspergujących, a następnie obróbka w zasobniku gorącym w ciągu ok.
2 godzin w temp. ok. 95°C),
−
2 człon – pralnica, napawarka pasmowa, zasobnik do obróbki na zimno (wypłukiwanie
tkaniny z pozostałości kąpieli obgotowującej, napojenie tkaniny roztworem kwasu
solnego lub siarkowego, odłożenie tkaniny na czas ok. l godziny w zasobniku fajkowym,
pracującym na zimno),
−
3 człon – pralnica, napawarka pasmowa, zasobnik do obróbki na zimno (wypłukanie
tkaniny z kwasu, napojenie roztworem podchlorynu sodowego w napawarce pasmowej,
obróbka na zimno w zasobniku fajkowym ok. 1,5 godziny),
−
4 człon – pralnica, napawarka pasmowa, zasobnik do obróbki na gorąco, dwie pralnice
pasmowe do płukania końcowego po bieleniu (płukanie w pralnicy, napawanie
roztworem wody utlenionej z dodatkiem szkła wodnego poddawanie w zasobniku
fajkowym obróbce na gorąco w ciągu 2 godzin, spieranie w dwóch pralnicach
pasmowych, układanie do dołu, a następnie otwieranie pasma na trzepaku, odwadnianie
i suszenie).
Rys. 38. Schemat napawarki pasmowej: 1 – koryto, 2 – dopływ chemikaliów, 3 – odpływ chemikaliów,
4 – wprowadzenie tkaniny, 5 – odprowadzenie tkaniny [3, s. 40]
Rys. 37. Schemat członu ciągłego bielnika pasmowego w systemie Du Pont: I – napawarka pasmowa,
II – zasobnik fajkowy, III – pralnica pasmowa [3, s. 40]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Bielenie tkanin w szerokości sposobem okresowym, półciągłym i ciągłym
Okresowe szerokościowe bielenie tkanin stosuje się w ograniczonym zakresie. Stosuje się
w tym celu barwiarki zwrotne, aparaty nawojowe, pralnice rotacyjne lub napawarki.
Ś
rodkiem bielącym najczęściej jest woda utleniona.
Dla tkanin bawełnianych bielonych w szerokości sposobem półciągłym lub ciągłym
stosuje się cykl technologiczny przedstawiony w tabeli 3.
Tabela 3 Operacje technologiczne i maszyny stosowane w szerokościowym bieleniu tkanin [3, s. 41]
Operacja technologiczna
Stosowane maszyny
Pranie po odklejaniu
Pralnice szerokościowe ciągłe
Napawanie kąpielą bielącą chlorynu
sodowego lub wody utlenionej
Napawarka wałkowa
Bielenie
Komora wygrzewcza w półciągłym sposobie bielenia lub komora
transporterowa z przewijaniem tkaniny, lub zasobnik szerokościowy
W ciągłym sposobie bielenia, albo bielenie ciągłe ciśnieniowe
Płukanie
Pralnice szerokościowe ciągłe
Odwadnianie
Wyżymarka wysokoefektywna
Suszenie
Suszarki bębnowe lub powietrzne
W półciągłym sposobie bielenia tkaninę napawa się na mokro stężonym roztworem wody
utlenionej lub chloranu (III) sodu z wymaganymi dodatkami. Następnie ogrzewa się tkaninę
w komorze podgrzewczej, nawija się na wały znajdujące się w komorze termicznej zwanej
wygrzewczą. Do komory termicznej doprowadzona jest para nasycona. Podczas przejścia
przez komorę podgrzewczą tkanina ogrzewana jest do temperatury ustalonej w komorze
termicznej. Nawinięta na wał tkanina poddawana jest powolnej rotacji w komorze termicznej
przez ok. 4 godziny w temp. 80–90°C. Po bieleniu tkaninę pierze się i płucze
w szerokościowej pralnicy ciągłej.
Stacjonarna kanałowa komora reakcyjna stosowana w bieleniu półciągłym pracuje
w sposób zbliżony do ciągłego. Z jednej strony wprowadza się wałki z nawiniętą tkaniną,
z drugiej strony, wyprowadza wałki z tkaniną wybieloną (rys. 38). Wadą tego urządzenia jest
to, że zajmuje ono dużą powierzchnię.
Rys. 38. Schemat urządzenia do półciągłego bielenia szerokościowego tkanin z kanałowa komorą reakcyjna:
1 – napawarka, 2 – wyżymarka, 3 – podgrzewacz tkaniny, 4 – szyny do przesuwania wałków,
5 – kanałowa komora reakcyjna, 6 – wały z nawiniętą tkaniną, 7 – pralnica szerokościowa [3, s. 43]
W praktyce przemysłowej duże zastosowanie znajduje metoda Pad-Roll (rys. 39),
w której zastosowano ruchome wózkowe komory reakcyjne (wygrzewcze). Komory te
pozwalają prowadzić proces w sposób zbliżony do ciągłego. Część napawająca urządzenia
może pracować w sposób prawie ciągły przy prędkości liniowej napawania ok. 60–80 m/min.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Rys. 39. Schemat urządzenia Pad-Roll [3, s. 44]
Bielenie szerokościowe tkanin sposobem ciągłym polega na stosowaniu metody
napawania-parowania w odpowiednio do tego celu skonstruowanych urządzeniach.
Stosowanym środkiem w bieleniu ciągłym jest głównie chloran(III) sodu lub woda utleniona,
zależnie od materiałów użytych do budowy aparatury. Urządzenia do bielenia ciągłego różnią
się od pozostałych urządzeń konstrukcją komory wygrzewczej, pozwalającej na stałe
wprowadzanie i odbieranie materiału.
Bielenie chlorynem sodowym (NaClO
2
chloranem (III) sodu) w kąpieli
Bielenie tą metodą dotyczy przede wszystkim bielenia okresowego. Stosowane
urządzenia, zależnie od postaci obrabianego materiału, nie różnią się w szczegółach
konstrukcyjnych od urządzeń stosowanych w normalnych procesach farbiarsko-
wykończalniczych. Urządzenia przeznaczone do bielenia chloranem (III) sodu muszą być
wykonane z tworzyw odpornych na działanie chloranu, wyposażone w sprawnie działające
urządzenia wyciągowe. Aktywatorami powodującymi rozkład chloranu w tym procesie są
kwasy organiczne: kwas mrówkowy i octowy. Ilość użytego chloranu (III) sodu w kąpieli
bielącej zależy od:
−
rodzaju bielonego włókna,
−
stopnia zanieczyszczenia,
−
wymaganego stopnia bieli,
−
czasu bielenia,
−
stosowanej metody, warunków i krotności kąpieli.
Zakłada się, że l kg chloranu (III) sodu odpowiada zdolności utleniającej 1,5 kg czynnego
chloru. Stężenie chloranu (III) sodu używanego do bielenia bawełny i lnu wynosi najczęściej
0,8–2% w stosunku do masy bielonego materiału. Najlepsze efekty są uzyskiwane, gdy
podczas bielenia przebiega w kąpielach o pH 3–4. Przy wyższym pH wydłuża się czas
bielenia, pH poniżej 3 stwarza niebezpieczeństwo uszkodzenia włókna. Aby utrzymać stałe
pH podczas procesu bielenia konieczny jest dodatek buforu. Bielenie prowadzi się przez
2 godziny w temp. 80°C.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Bielenie NaClO
2
– chloranem (III) sodu od kwasu chlorowego (III) HClO (chlorynem
sodowym) w atmosferze pary
Polega na napojeniu przeznaczonego do bielenia materiału aktywowanym roztworem
chloranu (III) sodu i parowaniu przez 2–4 godzin w temp. ok. 95°C. Bielenie w atmosferze
pary jest bardziej ekonomiczne od bielenia w kąpieli i może być prowadzone w sposób
półciągły lub ciągły.
Do aktywacji używa się aktywatorów odczepiających kwasy podczas parowania. Ilość
chloranu potrzebna do bielenia wynosi ok. 15 g/dm
3
. Do kąpieli dodawane są także środki
zwilżające odporne na działanie chlorynu i ułatwiające napojenie tkaniny. Napawanie
obojętnym lub alkalicznym roztworem chloranu jest prowadzone w temp. ok. 50°C. Ułatwia
to wniknięcie kąpieli w głąb tkaniny i lepsze jej napojenie. Po wybieleniu tkaniny poddaje się
praniu na pralnicy szerokościowej ciągłej, w pierwszym jej przedziale neutralizuje się tkaninę
w gorącym roztworze sody kalcynowanej, a w następnych przedziałach płucze wodą ciepłą
i zimną.
Największą zaletą bielenia chloranem (III) sodu jest skrócenie operacji bielenia tkanin
bawełnianych wskutek pominięcia alkalicznego warzenia pod ciśnieniem. Pominięcie
warzenia ma wpływ na zmniejszenie strat wagowych materiału oraz daje w efekcie lepszy
chwyt wyrobu bielonego, ponadto zmniejsza również niebezpieczeństwo uszkodzenia włókna
do minimum. Niewielkie wahania w składzie kąpieli bielącej nie mają tak dużego wpływu na
uszkodzenie, jak w przypadku bielenia innymi środkami.
Pracownicy obsługujący urządzenia, których używa się chloranu muszą koniecznie znać
przepisy bezpiecznej obsługi.
Bielenie nadtlenkami
Bielenie to jest prowadzone przy użyciu wody utlenionej, która szczególnie nadaje się do
bielenia metodą napawania-parowania, wykorzystywaną w nowoczesnym bieleniu ciągłym
tkanin w paśmie oraz bieleniu szerokościowym w urządzeniach Pad-Roll i innych systemach
urządzeń ciągłych. Do bielenia używany się roztworów wody utlenionej z dodatkiem szkła
wodnego, które stabilizuje wodę utlenioną w roztworach alkalicznych wodorotlenku sodu.
Wodorotlenek sodu dodawany jest w celu zneutralizowania kwasu siarkowego (który są
stabilizowane roztwory wody utlenionej) oraz wytworzenia środowiska alkalicznego. Kąpiel
bielącą przygotowuje się z wody twardej, zawierającej duże ilości soli magnezowych,
ponieważ wytwarzające się krzemiany magnezu wykazują dobre działanie stabilizujące.
Przykładowe składy kąpieli bielących i warunki prowadzenia procesu stosowane do
bielenia 100 kg bawełny przy krotności kąpieli l:4 do 1:6.
Dwustopniowe bielenie bez wstępnej obróbki alkalicznej:
I etap – skład kąpieli:
−
3 dm
3
szkła wodnego stężonego,
−
0,8 kg wodorotlenku sodu (stałego),
−
2 dm
3
wody utlenionej 30%.
Proces bielenia prowadzi się w ciągu 4–5 godzin w temp. 90°C.
II etap – skład kąpieli:
−
1,5 dm
3
szkła wodnego stężonego,
−
0,4 kg wodorotlenku sodu (stałego),
−
1,3 dm
3
wody utlenionej 30%.
Proces prowadzi się w ciągu 5–6 godzin w temp. 90°C.
Bielenie po wstępnym obgotowaniu (w kąpieli zawierającej: 2 kg wodorotlenku
sodowego, 2 kg węglanu sodowego, w ciągu 6 godzin w temp. 90–95°C) wykonuje się
w kąpieli z dodatkiem:
−
2 dm
3
szkła wodnego stężonego,
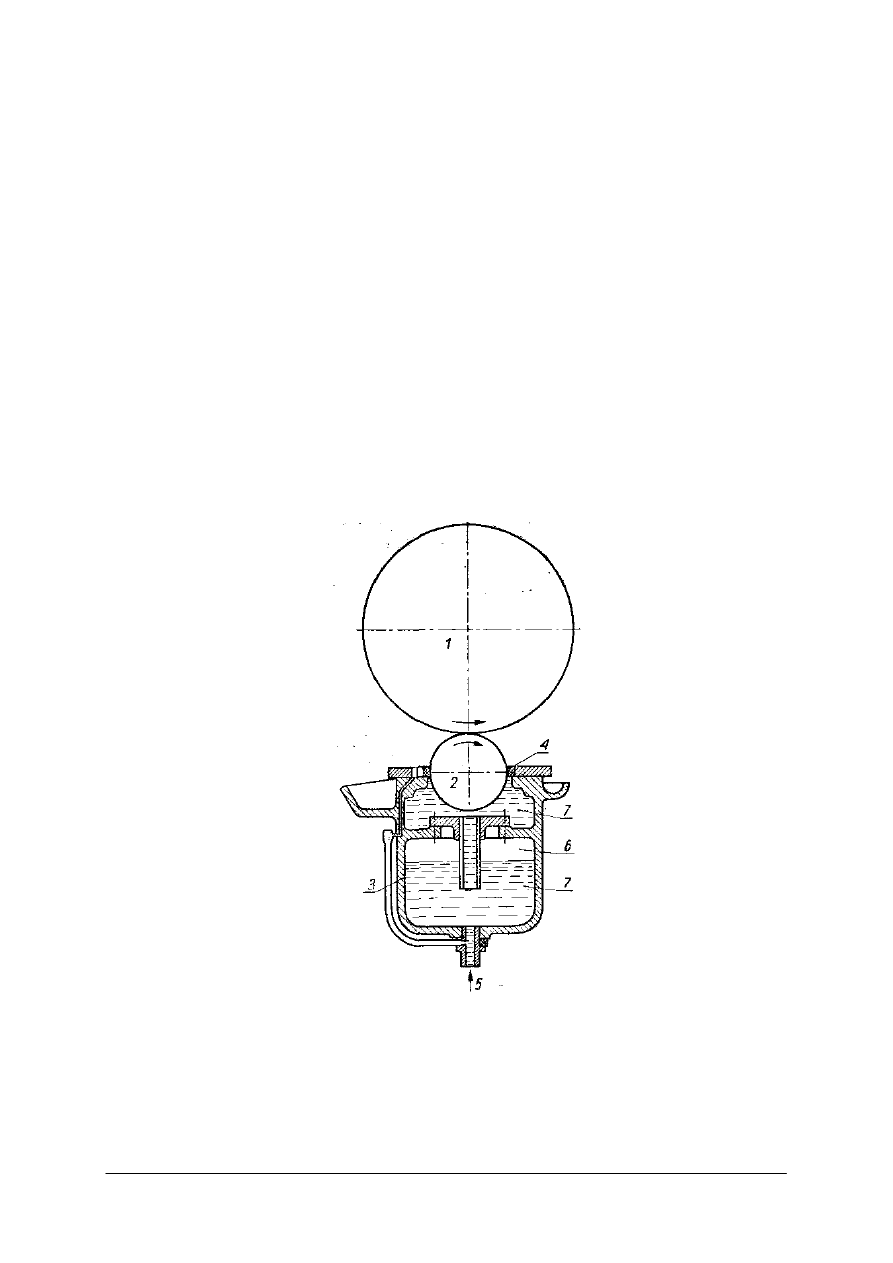
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
−
0,5 kg wodorotlenku sodu (stałego),
−
2 dm
3
wody utlenionej 30%.
Proces prowadzi się w ciągu 5 godzin w temp. 90°.
Do metod bielenia nadtlenowego zaliczane jest bielenie kwasem nadoctowym. Proces ten
prowadzi się z pominięciem operacji warzenia i obgotowania. Bielenie może być prowadzone
w kąpieli, albo przez napawanie i leżakowanie, bądź też przez napawanie i parowanie.
W procesie bielenia zimno-nawojowego tkaninę napawa się kąpielą zawierającą 1%
kwasu nadoctowego w stosunku do masy bielonej tkaniny. Do kąpieli stosuje się dodatek ługu
sodowego dla uzyskania pH 5–6 i pirofosforan sodu w ilości 1–3 g/dm
3
. Po napawaniu
tkaninę nawija się na wał i pozostawia w temperaturze otoczenia na 3–6 godzin.
Odwadnianie i suszenie tkanin po bieleniu
Tkaniny po bieleniu w paśmie są poddawane otwieraniu. Operację tę przeprowadza się na
otwieraczu pasm inaczej zwanym trzepakiem. Następnie odwadnianiu podczas
przepuszczania między wałami wyżymarki kalandra wodnego. Stosuje się wyżymarki
dwuwałowe z dociskiem regulowanym mechanicznie, pneumatycznie lub hydraulicznie. Na
rysunku 40 przedstawiono wyżymarkę z wałem dociskanym hydraulicznie, tzw. wałem
pływającym.
Tkaniny po bieleniu w szerokości są wyżymane na wyżymarkach, będących ostatnim
elementem pralnicy szerokościowej.
Rys. 40. Schemat kalandra wodnego z pływającym wałem dociskowo-odżymającym, firmy Kiisters: 1 – wał
pokryty twardą gumą, 2 – wał pokryty poliamidem, 3 – głowica ciśnieniowa, 4 – uszczelnienie wału,
5 – doprowadzenie wody, 8 – poduszka powietrzna, 7 – woda [3, s. 49]
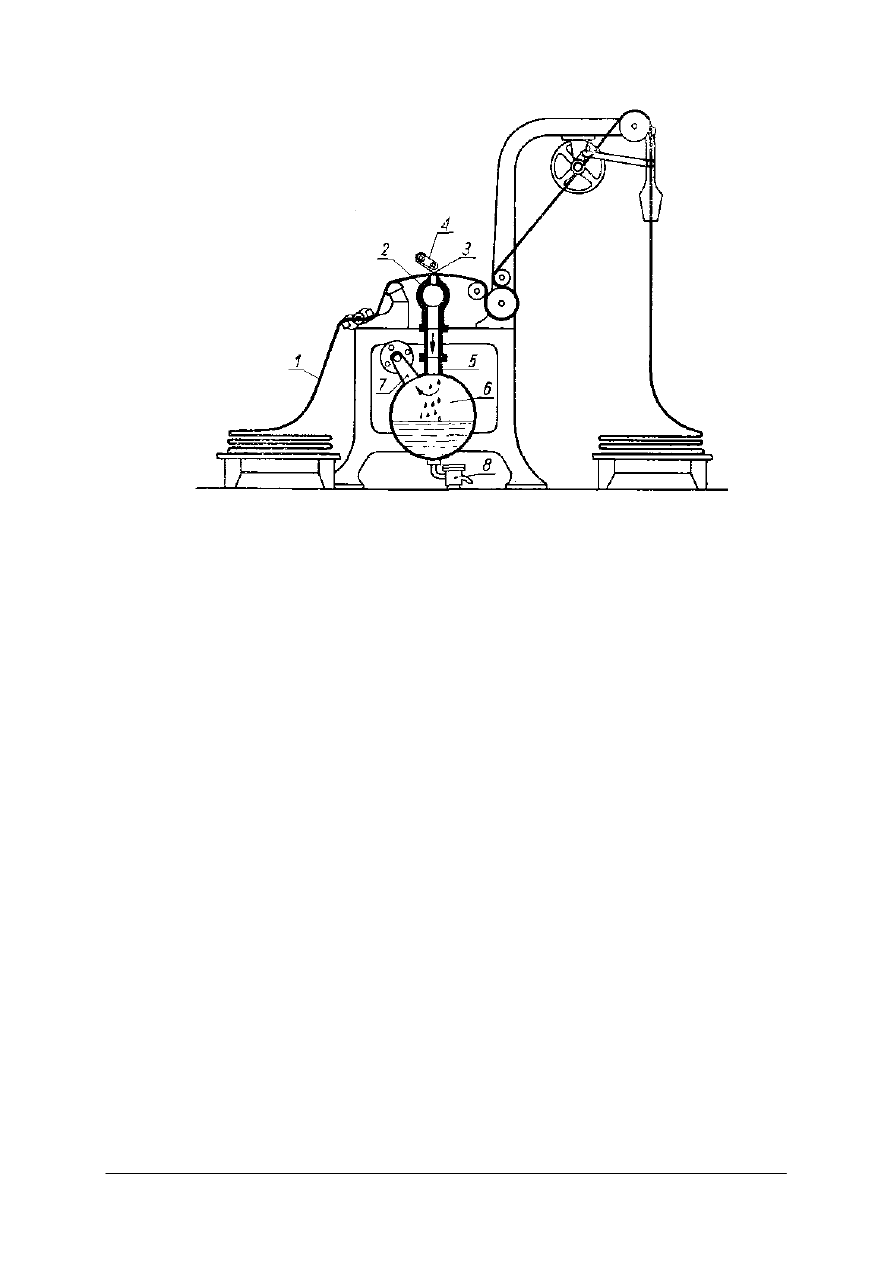
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Rys. 41. Schemat działania odsysarki: 1 – tkanina, 2 – szczelina próżniowa, 3 – fartuch gumowy, 4 – urządzenie
do przerzucania fartucha, 5 – przewód łączący szczelinę ze zbiornikiem, 6 – zbiornik, 7 – pompa
próżniowa, 8 – urządzenie samoczynne do odprowadzania wody [3, s. 49]
Tkaniny wrażliwe na zgniatanie są poddawane odsysaniu na odsysarkach próżniowych
(rys. 41). Proces odwadniania polega na odessaniu wody z tkaniny podczas przepuszczania jej
nad szczeliną próżniową urządzenia. W taki sposób odwadnia się najczęściej tkaniny
wełnopodobne.
Tkaniny po odwodnieniu są kierowane do suszenia międzyoperacyjnego. Suszenie
międzyoperacyjne stosuje się wtedy, gdy dalsze procesy technologiczne wymagają
wprowadzenia tkaniny w stanie suchym.
W procesach prowadzonych techniką „mokro na mokro” reguluje się stopień odżęcia tak,
aby tkanina wchodząca do określonej operacji posiadała niską wilgotność i istniała możliwość
naniesienia wymaganych ilości chemikaliów.
Stosunek masy wody do masy tkaniny suchej o wilgotności higroskopijnej, wyrażony
w procentach nazywa się stopniem odżęcia. Efekt (stopień) odżęcia 100% oznacza, że tkanina
o masie 100 g zawiera po odżęciu 100 g wody.
Wybielone tkaniny bawełniane suszy się w suszarkach bębnowych (rys. 42) lub
w krótkozwisowych suszarkach wieszankowych albo w suszarkach unoszeniowych. Suszeniu
w suszarkach bębnowych poddaje się tkaniny, którym nie stawia się wysokich wymagań pod
względem kurczliwości.
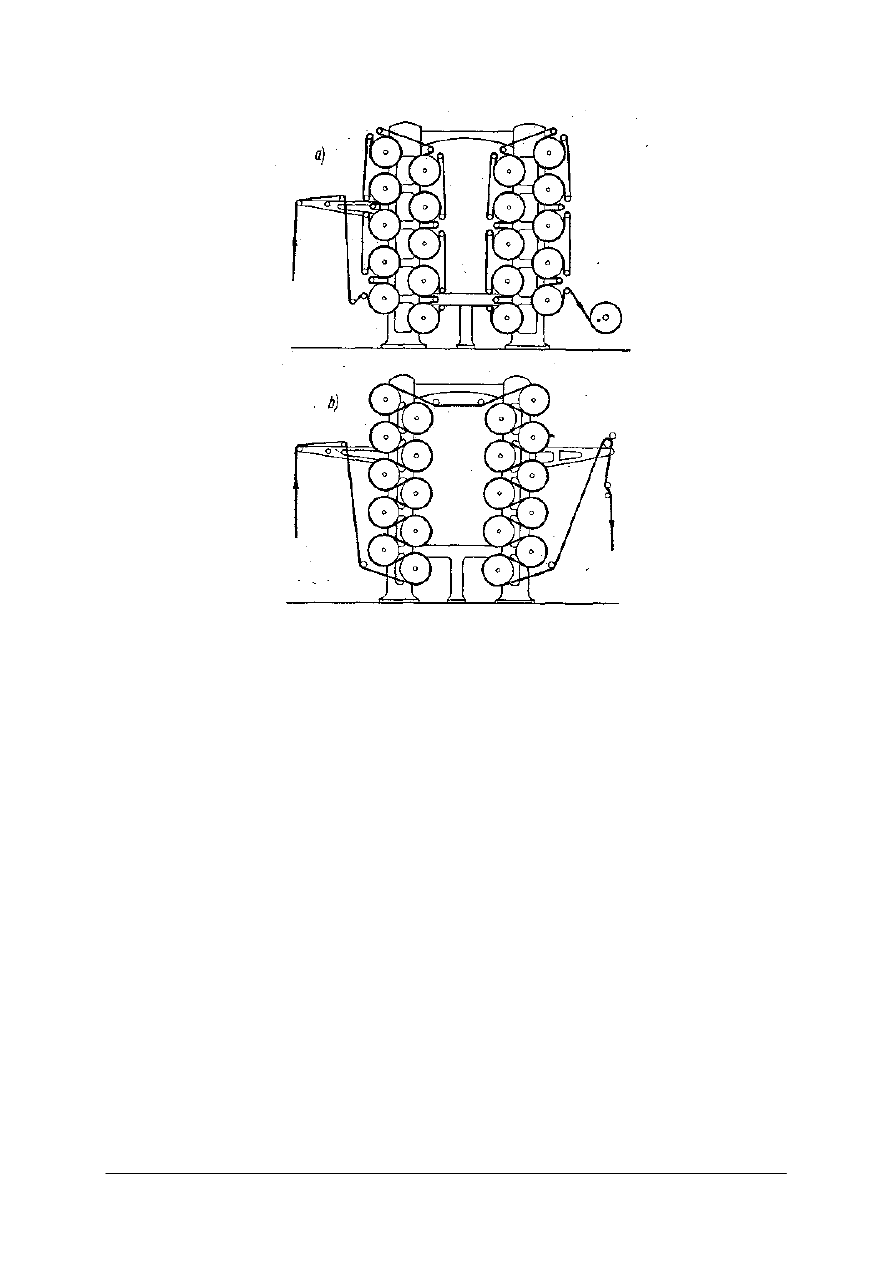
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Rys. 42. Schemat suszarki bębnowej: a) do jednostronnego suszenia, b) do jedno- i dwustronnego suszenia [3, s. 50]
Przyczyny powstawania i zapobieganie błędom występującym w procesie bielenia
Błędy w procesie bielenia można podzielić na mechaniczne i chemiczne. Do błędów
mechanicznych zalicza się:
−
wady powierzchni tkaniny powstałe na skutek niedostatecznego opalania,
−
uszkodzenie tkaniny przez nie wygaszone iskry, objawiające się wypalonymi dziurkami,
−
nierównomierne wygotowanie tkaniny na skutek złego załadowania tkaniny do kotłów
warzelnych, które wymaga powtórzenia operacji po przeładowaniu kotła,
−
nacinanie miejscowe tkanin powstające podczas przebiegu tkaniny przez wały maszyn,
między które mogą dostać się twarde i obce ciała, powodujące nacinanie.
Z tego względu należy często kontrolować powierzchnię i stan wałów.
Do najważniejszych błędów chemicznych, które mogą powstawać w procesach bielenia,
należą:
−
uszkodzenia powstałe na skutek użytych w nadmiarze chemikaliów,
−
uszkodzenia powstałe na skutek nieutrzymania parametrów bielenia.
W procesie warzenia na skutek działania na celulozę tlenu z powietrza w środowisku
alkalicznym może powstawać oksyceluloza. Czego wynikiem jest uszkodzenie tkaniny.
W celu zapobieżenia uszkodzeniu tkaniny należy:
−
dokładnie nasycić tkaninę ługiem podczas ładowania do kotła,
−
nalewać ług do kotła ciągłym strumieniem,
−
utrzymywać niską temperaturę ługu pompowanego do kotła,
−
zapewnić dobrą cyrkulację ługu w kotle,
−
dobrze odpowietrzyć kocioł przed zwiększeniem ciśnienia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Do kąpieli warzelnej dodaje się środka redukującego, np. Na
2
SO
3
siarczanu (IV) sodu lub
NaHSO
3
wodorosiarczanu (IV) sodu. Aby uniknąć powstawania oksycelulozy (oksyceluloza
może również tworzyć się podczas chlorowania tkaniny, np. w czasie leżakowania tkaniny
napojonej chloranem (I) sodu i podczas jej ewentualnego podgrzewania) pH kąpieli bielącej
powinno wynosić 9–11,5, gdyż przy spadku pH w zakres obszaru objętego lub kwaśnego
następuje silne działanie utleniające, które prowadzi do powstania oksycelulozy.
Resztki metali lub ich tlenki mogą powodować miejscowe uszkodzenia na skutek
katalitycznego rozkładu środków bielących i powstania oksycelulozy.
Niedostateczne wypłukanie tkaniny po kwaszeniu, może spowodować powstanie
hydrocelulozy.
Uszkodzone miejsca charakteryzują się bardzo niską wytrzymałością i powstawaniem
dziur. Aby tego uniknąć, tkaniny podczas odwadniania w kalandrze wodnym poddaje się
neutralizacji dodatkowej przez dodanie wody amoniakalnej do koryta z wodą, znajdującego
się przed kalandrem.
Przy niedostatecznym usunięciu z włókien naturalnych substancji białkowych, w procesie
bielenia powstawać mogą chloraminy, których produkty rozkładu powodują osłabienie
włókien podczas magazynowania i ich żółknięcie.
Odchlorowanie prowadzi się w celu usunięcia resztek czynnego chloru. Odchlorowanie
wykonuje się w procesie kwaszenia następującymi środkami:
−
kwasem siarkowym lub solnym,
−
wodorosiarczanem (IV) sodu (bisulfit),
−
siarczanem (IV) sodu,
−
tiosiarczanem sodu.
Tkaniny przed bieleniem poddaje się przeglądaniu i badaniu laboratoryjnemu. W badaniu
laboratoryjnym kontrolowane są podstawowe wskaźniki jakościowe. W czasie trwania
procesu bielenia przeprowadzane są następujące kontrole:
−
kontrola procesu warzenia,
−
kontrola procesu chlorowania,
−
kontrola kwaszenia,
Po bieleniu tkaninę kontroluje się celem oceny jakości procesu. Aby ocenić proces
prowadzi się następujące badania:
−
oznaczenie oksycelulozy,
−
badania włoskowatości,
−
wyznaczenie stopnia bieli,
−
wyznaczenie stopnia uszkodzenia włókna.
Wyniki uzyskanych oznaczeń mają wpływ na przebieg dalszych procesów wykończalniczych.
Bielenie włókien syntetycznych
Włókna syntetyczne na ogół nie wymagają bielenia, jednak w wyjątkowych przypadkach
poddaje się je bieleniu. Najodpowiedniejszym środkiem wybielającym dla syntetyków jest
chloran (III) sodu. Włókna poliamidowe bieli się jeszcze kwasem nadoctowym i środkami
redukującymi.
W tabeli 3 zestawione zostały skuteczności bielenia dla najważniejszych włókien
syntetycznych, sztucznych i naturalnych. Wyjaśnienie oznaczeń użytych w tabeli:
+ – stosowany z dobrym wynikiem,
S – stosowany w specjalnych warunkach,
N – nie nadaje się,
U – uszkadza włókno.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
Tabela 4. Skuteczność metod bielenia włókien [3, s. 132]
Rodzaj włókna
Metody bielenia
p
o
li
a
m
id
o
w
e
p
o
li
es
tr
o
w
e
p
o
li
a
k
ry
lo
n
it
ry
lo
w
e
ce
lu
lo
zo
w
e
b
ia
łk
o
w
e
utleniające
chloran (I) sodu
S
S
N
+
Chloran (III) sodu
+
+
+
+
U
wodą utlenioną
S
N
U
+
+
kwasem nadoctowym
+
N
N
+
manganian (VII) potasu
S
N
N
N
+
redukujące
tlenek siarki (IV)
N
N
N
+
siarczanay (IV) i (II) sodu
+
N
N
N
+
Bielenie mieszanek
Podczas bielenia mieszanek proces ustawia się na składnik najbardziej wrażliwy na
obróbkę chemiczną i mechaniczną. Przy bieleniu mieszanek z udziałem sztucznych włókien
celulozowych należy unikać:
−
nadmiernych naprężeń,
−
wyżymań,
−
tarć, które mogą uszkodzić wyrób mechanicznie.
W czasie obróbki alkalicznej należy tak prowadzić proces, aby zabezpieczyć włókna
sztuczne przed uszkodzeniem. Najwyższe dopuszczalne ilości alkaliów stosowane do
obgotowania i ilości czynnego chloru do bielenia (w przeliczeniu na 100 kg materiału)
mieszanek z bawełną podaje tabela 5.
Tabela 5. Dopuszczalne stężenia alkaliów i ilości środków bielących mieszanek z bawełną [opracowanie
własne na podstawie literatury 3, s. 144]
Skład surowcowy
% sody
kalcynowanej
% wodorotlenku
sodowego
Ś
rodek bielący
Tkanina
odklejona
Tkanina
obgotowana
100% bawełny
–
3,0
33% wiskozy
67% bawełny
1,0
2,0
1,5
0,5
50% wiskozy
50% bawełny
1,5
1,5
1,1
0,4
67% wiskozy
33% bawełny
2,0
1,0
0,8
0,35
100% wiskozy
3,0
–
0,3
0,2
Z tabeli wynika, że w miarę wzrostu procentowego udziału włókien sztucznych
wodorotlenek sodowy jest zastępowany sodą kalcynowaną. Wyroby ze 100% sztucznych
włókien obgotowuje się wyłącznie w roztworze sody kalcynowanej, a w wyjątkowych
przypadkach w roztworze ługu sodowego w urządzeniach szerokościowych w celu
poprawienia równomierności wybarwień tkanin przeznaczonych do barwienia. Mniejsza ilość
zanieczyszczeń wymaga mniejszego zapotrzebowania środków bielących.
Przy bieleniu woda utlenioną ilość wody utlenionej 30% w dm
3
na 100 kg tkanin
mieszankowych nie powinna przekraczać wielkości podanych w tabeli 6. Praktycznie bielenie
tkanin zawierających do 25% włókien sztucznych nie odbiega od sposobów bielenia
stosowanych dla tkanin bawełnianych. Proces bielenia prowadzi się w czasie 1,5–1 godziny
w temp. ok. 18°C.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Tabela 6. Dopuszczalne ilości wody utlenionej używanej do bielenia mieszanek [3, s. 144]
Tkanina
33% wiskozy 67%
bawełny
50% wiskozy
50% bawełny
67% wiskozy 33%
bawełny
100% wiskozy
Prana lub odklejana
Obgotowana
2,0
1,25
1,25
1,0
1,5
1,75
1,2
1,65
Temperatura i czas obgotowania tkanin mieszankowych jest różny, zależnie od udziału
włókien sztucznych co ilustruje tabela 7.
Tabela 7. Optymalne parametry procesu obgotowania mieszanek [3, s. 145]
Tkanina
33% wiskozy
67% bawełny
50% wiskozy
50% bawełny
67% wiskozy
33% bawełny
100% wiskozy
Temperatura obgotowania
90–95°C
90–95°C
90–95°C
70°C
Czas
4–6 h
4–6 h
4–6 h
2 h
Bielenie lżejszych tkanin mieszankowych odbywa się w pralnicach pasmowych,
z zastosowaniem możliwie najkrótszego przebiegu tkaniny, pozwalającego na uniknięcie
nadmiernych naprężeń i niebezpieczeństwa zerwań, wynikających z dużego spadku
wytrzymałości tkaniny w stanie mokrym. Dla cięższych tkanin mieszankowe z włókien
ciętych oraz tkanin wiskozowo-bawełnianych o osnowie z ciągłych włókien wiskozowych
zaleca się obróbkę w urządzeniach szerokościowych.
Zagrożenia w pracy na bielniku
W bielniku używa się chemikaliów żrących i podrażniających są nimi: wodorotlenek
sodu, kwas solny i siarkowy (VI). Nieumiejętne obchodzenie się tymi środkami może
spowodować poparzenie skóry i dróg oddechowych, które mogą być niebezpieczne dla życia.
Przy pracy, z tymi środkami, należy zakładać: rękawice gumowe, okulary ochronne i buty
gumowe. W przypadku dostania się ługu na skórę należy natychmiast przemyć te miejsca
rozcieńczonym kwasem octowym, a w wypadku dostania się ługu na błony śluzowe, przemyć
je natychmiast dużą ilością wody i roztworem kwasu borowego (III).
Przy rozcieńczaniu stężonych kwasów należy zawsze wlewać kwas do wody,
w przeciwnym razie można ulec poparzeniu.
W przypadku wzrostu stężenia chloru przekraczającego dopuszczalne granice należy
spowodować szybkie opuszczenie sali przez cały personel.
Przy posługiwaniu się stężonymi roztworami wody utlenionej zachowujemy takie same
ś
rodki ostrożności jak w posługiwaniu się kwasami.
Należy pamiętać, że chloran (III) sodu nie może stykać się z materiałami palnymi jak
papier czy drewno. Do odważania chloranu należy używać czystych i suchych pojemników.
W procesie bielenia chloranem (III) sodu wydziela się trujący tlenek chloru (IV), z tego
względu nad urządzeniami powinny być zainstalowane wentylatory wyciągowe. Sale
produkcyjne powinny być wyposażone w sprawnie działającą wentylację, pozwalającą
wymienić kilka razy w ciągu godziny powietrze.
W tabeli 7 przedstawione zostały ilustracje wybranych znaków ostrzegawczych, z jakimi
można spotkać się na bielniku.
Tabela 7. Wybrane znaki ostrzegawcze stosowane w bielniku [opracowanie własne]
Substancja żrąca
Substancja
utleniająca
Substancja
toksyczna
Chroń oczy
Substancja szkodliwa lub
powodująca podrażnienia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do ćwiczeń.
1.
Dla jakich surowców najczęściej stosuje się proces bielenia?
2.
Jakimi środkami bieli się włókna i wyroby włókiennicze?
3.
Jakie środki pomocnicze stosuje się w czasie bielenia?
4.
Na czym polega rozjaśnianie optyczne?
5.
Jaka jest zasada działania środków optycznie rozjaśniających?
6.
Jakie operacje technologiczne są stosowane podczas bielenia tkanin bawełnianych?
7.
Jakie są stosowane sposoby i metody bielenia?
8.
Jakie operacje technologiczne stosuje się podczas klasycznego bielenia tkanin w paśmie?
9.
Jakie maszyny stosuje się w bieleniu okresowym, półciągłym i ciągłym?
10.
Jakie maszyny stosuje się do odwadniania i suszenia tkanin po bieleniu?
11.
Jakie rodzaje błędów mogą wystąpić w procesie bielenia?
12.
W jaki sposób zapobiegamy błędom bielenia?
13.
Na czym polega kontrola międzyoperacyjna bielenia?
4.2.3. Ćwiczenia
Ć
wiczenie 1
Porównaj efekt bielenia tkanin lnianych sposobem chlorynowo-chlorynowym i sposobem
chlorynowo-nadtlenkowym.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
zapoznać się z otrzymaną instrukcją,
2)
przypomnieć sobie zasady bhp obowiązujące przy posługiwaniu się chemikaliami,
3)
założyć fartuch i okulary ochronne,
4)
przygotować potrzebne przybory i narzędzia,
5)
zgromadzić potrzebne chemikalia i sporządzić kąpiele bielące,
6)
pobrać próbki tkanin lnianych,
7)
przeprowadzić proces bielenia zgodnie z przepisem,
8)
tkaniny wypłukać i wysuszyć,
9)
dokonać pomiaru stopnia bieli próbki kontrolnej i próbek bielonych,
10)
sformułować i zapisać wnioski.
Wyposażenie stanowiska pracy:
−
instrukcja dla ucznia,
−
stół laboratoryjny z wyciągiem,
−
szkło laboratoryjne,
−
wymienione w przepisie środki chemiczne,
−
aparat do pomiaru stopnia bieli (w przypadku braku w szkole można zrealizować
w zakładzie bądź instytucie),
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 2
Na podstawie dołączonego do instrukcji schematu urządzenia omów i opisz metodę
bielenia przy pomocy tego urządzenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przyjrzeć się uważnie schematowi,
2)
rozpoznać i nazwać elementy i podzespoły,
3)
opisać zadania poszczególnych podzespołów,
4)
opisać metodę bielenia przedstawioną na schemacie,
5)
dobrać potrzebne chemikalia,
6)
sporządzić w zeszycie opis wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
−
schematy urządzenia i instrukcja,
−
poradnik dla ucznia,
−
przybory do pisania,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 3
Przygotuj przepis (skład kąpieli i warunki procesu) bielenia nadtlenkami dla 150 kg
tkaniny bawełnianej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać uważnie materiał poradnika ucznia dotyczący bielenia,
2)
dokonać obliczeń ilości potrzebnych odczynników chemicznych,
3)
sporządzić przepis bielenia bez wstępnej obróbki chemicznej i bielenia po obgotowaniu,
4)
zaproponować urządzenia do przeprowadzenia tego procesu,
5)
naszkicować schemat technologiczny.
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
przykładowa instrukcja,
−
przybory do pisania,
−
zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
Ć
wiczenie 4
Opracuj przepis (skład kąpieli i warunki procesu) bielenia dla 250 kg przędzy
bawełnianej przy użyciu podchlorynu sodowego trzema różnymi sposobami: bez wstępnego
alkalicznego obgotowania, ze wstępnym obgotowaniem, ze wstępnym warzeniem pod
ciśnieniem.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1)
przeczytać uważnie materiał poradnika ucznia dotyczący bielenia,
2)
dokonać obliczeń ilości potrzebnych odczynników chemicznych na podstawie
przykładowej receptury,
3)
sporządzić przepisy trzema w/w sposobami,
4)
naszkicować schemat technologiczny przebiegu procesu bielenia bez wstępnego
alkalicznego obgotowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Wyposażenie stanowiska pracy:
−
poradnik dla ucznia,
−
przykładowa instrukcja,
−
przybory do pisania,
−
zeszyt,
−
literatura zgodna z punktem 6 poradnika dla ucznia.
4.2.4.
Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1)
wymienić poznane metody bielenia?
2)
wskazać różnicę między sposobem bielenia w paśmie i w szerokości?
3)
scharakteryzować metodę bielenia ciągłego?
4)
scharakteryzować metodę bielenia półciągłego?
5)
scharakteryzować metodę bielenia okresowego?
6)
określić, kiedy stosuje się powyższe metody?
7)
rozróżnić na sali produkcyjnej lub na rysunkach i schematach poznane
maszyny i urządzenia?
8)
wymienić zagrożenia bielnika?
9)
odnaleźć i nazwać błędy powstałe w procesie bielenia?
10)
wymienić jakiego rodzaju kontrole prowadzone są w procesie bielenia?
11)
opisać, jak zachować się w przypadku wzrostu stężenia chloru
w powietrzu?
12)
wskazać, jak zachować się w razie poparzenia ługiem?
13)
przygotować kąpiel bielącą według receptury

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1.
Przeczytaj uważnie instrukcję.
2.
Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3.
Zapoznaj się z zestawem zadań testowych.
4.
Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
5.
W każdym pytaniu tylko jedna odpowiedź jest prawdziwa.
6.
Pracuj samodzielnie bo tylko wtedy będziesz miał satysfakcję z wykonanego zadani.
7.
Dokładnie przeczytaj pytania, odpowiedzi, których jesteś pewien zaznacz od razu do
tych, które sprawią ci trudności wrócisz później.
8.
Nie śpiesz się masz czas na zastanowienie.
9.
Na rozwiązanie testu masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1.
Proces merceryzacji stosuje się do uszlachetniania włókien
a)
wełnianych.
b)
bawełnianych.
c)
poliamidowych.
d)
kazeinowych.
2.
Zjawisko spilśniania jest charakterystyczne dla włókien
a)
wełnianych.
b)
bawełnianych.
c)
poliamidowych.
d)
lnianych.
3.
Na działanie kwasu solnego i siarkowego odporne są włókna
a)
wełniane.
b)
bawełniane.
c)
poliamidowe.
d)
wiskozowe.
4.
Proces usuwania zanieczyszczeń roślinnych z włókien wełnianych nazywa się
a)
stabilizacja.
b)
spilśnianie.
c)
karbonizacja.
d)
kotonizacja.
5.
Poprawienie właściwości wytrzymałościowych, zwiększenie połysku i zmiana kształtu
przekroju poprzecznego włókien bawełny następuje pod wpływem
a)
kwasu siarkowego.
b)
chlorowodoru.
c)
ługu sodowego.
d)
wody utlenionej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
6.
W procesie bielenia zostaje zmieniony
a)
skład chemiczny włókien.
b)
wymiar wzdłużny włókien.
c)
naturalny kolor włókien.
d)
wymiar poprzeczny włókien.
7.
W bieleniu włókien i wyrobów przy pomocy podchlorynu sodowego czynnikiem
bielącym jest
a)
azot.
b)
tlen.
c)
wodór.
d)
chlor.
8.
Proces bielenia sposobem okresowym, ciągłym i półciągłym następuje po operacji
technologicznej
a)
prania po odklejaniu.
b)
płukania.
c)
suszenia.
d)
napawania kąpielą bielącą.
9.
Metoda bielenia Pad-Roll należy do sposobu
a)
ciągłego bielenia.
b)
bielenia półciągłego.
c)
kresowego bielenia.
d)
bielenia ciągłego i okresowego jednocześnie.
10.
Przy bieleniu chlorynem sodowym włókien celulozowych najlepsze wyniki bielenia
uzyskuje się przy pH o wartości
a)
3–4.
b)
poniżej 3.
c)
powyżej 4.
d)
około 7.
11.
W procesie odchlorowania po bieleniu nie stosuje się
a)
kwasu siarkowego.
b)
siarczanu sodowego.
c)
kwaśnego siarczanu sodowego.
d)
wodorotlenku sodowego.
12.
W tkaninach barwnie tkanych, kierowanych do bielenia nie kontroluje się odporności
wybarwień na
a)
obgotowanie.
b)
chlorowanie.
c)
ś
cieranie.
d)
bielenie nadtlenkami.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
13.
Przy obróbce alkalicznej nie stosuje się wodorotlenku sodu dla następujących składów
surowcowych
a)
33% włókien wiskozowych 67% włókien bawełny.
b)
50% włókien wiskozowych 50% włókien bawełny.
c)
67% włókien wiskozowych 33% włókien bawełny.
d)
100% włókien wiskozowych.
14.
W trzecim członie ciągłego bielnika pasmowego w systemie Du Pont tkanina poddawana
jest
a)
praniu.
b)
kwaszeniu.
c)
chlorowaniu.
d)
płukaniu.
15.
Spranie klejonki przy bieleniu metodą podchlorynowo-nadtlenkową następuje
a)
w pierwszym członie bielnika.
b)
w drugim członie bielnika.
c)
w trzecim członie bielnika.
d)
w czwartym członie bielnika.
16.
Podstawową operacją chemiczną bielenia klasycznego jest
a)
chlorowanie.
b)
warzenie.
c)
kwaszenie.
d)
odkwaszanie.
17.
Do najważniejszych środków odklejających zalicza się
a)
tylko enzymy diastatyczne.
b)
tylko enzymy pankreatyczne.
c)
tylko diastazy bakteryjne.
d)
wszystkie wymienione wyżej środki.
18.
Dzięki wprowadzeniu klejonek rozpuszczalnych straci na znaczeniu proces
a)
prania wstępnego.
b)
odklejania.
c)
płukania.
d)
prania końcowego.
19.
Procesowi ścierania poddaje się tkaniny
a)
z bawełny nie zawierające łusek.
b)
z niskogatunkowej bawełny zawierające duże ilości łusek.
c)
z wysokogatunkowej bawełny.
d)
z wszystkich rodzajów bawełny.
20.
W ciągłej metodzie bielenia kocioł warzelny zastąpiono
a)
dołami do leżakowania.
b)
pralnicą.
c)
zasobnikiem fajkowym z poliestru zbrojonego włóknem szklanym.
d)
zasobnikiem fajkowym ze stali kwasoodpornej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
21.
Usuwanie substancji niecelulozowych z bawełny następuje w procesie
a)
barwienia.
b)
drukowania.
c)
bielenia.
d)
apreturowania.
22.
Proces karbonizacji wełny zachodzi w środowisku
a)
obojętnym.
b)
silnie zasadowym.
c)
kwaśnym.
d)
słabo zasadowym.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
KARTA ODPOWIEDZI
Imię i nazwisko.............................................................................................................................
Bielenie włókien i wyrobów włókienniczych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
6. LITERATURA
1.
Balasiński T. Dziamara H. Malinowski L.: Pracownia włókiennicza. WSiP, Warszawa 1997
2.
Chyrosz M., Zembowicz-Sułkowska E.: Materiałoznawstwo odzieżowe, WSiP,
Warszawa 1999
3.
Gajda J, Jędraszczyk H, Okoniewski M.: Technologia chemicznej obróbki włókien. Cz.1.
WSiP, Warszawa 1978
4.
Idryjan-Pajor J.: Materiałoznawstwo odzieżowe. Stowarzyszenia Oświatowców Polskich
w Toruniu, Toruń 1998, 1999
5.
Samek P.: Krawiectwo-Materiałoznawstwo. WSiP S.A., Warszawa 1999
6.
Tyszka M. (red.): Materiałoznawstwo włókiennicze dla ZSZ WSiP, Warszawa 1987
Strony www
7.
www.znaki.bhpinfo.pl/sklep/pl/1/1/G/D
8.
www.chemorganiczna.com/content/view/140/13/1/1/
Materiały z seminarium
9.
Polski Komitet Kolorystyki: XVI Seminarium Szkoleniowe
10.
Polski Komitet Kolorystyki: XVII Seminarium Szkoleniowe
11.
Polski Komitet Kolorystyki: XVIII Seminarium Szkoleniowe
12.
Polski Komitet Kolorystyki: XIX Seminarium Szkoleniowe
13.
Polski Komitet Kolorystyki: XX Seminarium Szkoleniowe
14.
Polski Komitet Kolorystyki: XXI Seminarium Szkoleniowe
15.
Polski Komitet Kolorystyki: XXII Seminarium Szkoleniowe
16.
Polski Komitet Kolorystyki: XXIII Seminarium Szkoleniowe
Wyszukiwarka
Podobne podstrony:
Bielenie włókien i wyrobów włókienniczych
Znaki informacyjne dotyczące konserwowania wyrobów włókienniczych
Drukowanie wyrobów włókienniczych
Barwienie włókien i wyrobów włókienniczych
04 Charakteryzowanie płaskich wyrobów włókienniczych
GRUBOŚĆ PŁASKICH WYROBÓW WŁÓKIENNICZYCH
Charakteryzowanie płaskich wyrobów włókienniczych, skór i dodatków krawieckich
UKŁADALNOŚĆ WIELOKIERUNKOWA PŁĄSKICH WYROBÓW WŁÓKIENNICZYCH
Rekodzielnik wyrobow wlokienniczych734[04] 2005 01 31
Barwienie włókien i wyrobów włókienniczych
technik wlokienniczych wyrobow dekoracyjnych 311[42]
00 Program nauki Rękodzielnik wyrobow wlokienniczych 743 04
rekodzielnik wyrobow wlokienniczych 743[04]
00 Program nauki Technik włókienniczych wyrobów dekoracyjnych 311 42
RODZAJE WŁÓKIEN MIĘŚNIOWYCH?
RODZAJE WŁÓKIEN MIĘŚNIOWYCH
operator maszyn w przemysle wlokienniczym 826[01] z3 01 u
operator maszyn w przemysle wlokienniczym 826[01] z2 03 n
więcej podobnych podstron