
MATERIAŁY POMOCNICZE DO ĆWICZEŃ LABORATORYJNYCH
Materiałoznawstwo III
Materiały spiekane
(opracowanie:
dr inż. Hanna Smoleńska, dr hab. inż. Krystyna Imielińska)
M
ateriały spiekane (spieki) stanowią grupę tworzyw metalicznych i niemetalicznych powstających w
procesie prasowania i spiekania
proszków metali, niemetali, materiałów ceramicznych lub ich
mieszanin. Spiek
anie stosuje się często z powodów: technologicznych (np. bardzo wysoka,
kosztowna do uzyskania temperatura topnienia w przypadku odlewania lub
niemożność nadania
kształtu przez formowanie z powodu kruchości). Poza tym spiekanie umożliwia uzyskanie materiałów
o ściśle określonym składzie chemicznym, strukturze, porowatości i wysokim stopniu czystości.
Elementy z materiałów spiekanych wykonuje się na gotowo, bez dalszej obróbki kształtującej.
Otrzymywanie metali z ich proszków, bez przechodzenia materiału przez stan ciekły nazywa się
m
etalurgią proszków. Oddzielne ziarna proszków łączą się ze sobą w jednolitą masę podczas
wygrzewania silnie spr
asowanych kształtek w atmosferze redukującej lub obojętnej. Uzyskuje się w
ten sposób materiał o własnościach izotropowych a wyroby mogą mieć skomplikowane kształty oraz
wysoką jakość powierzchni.
Przykłady wyrobów otrzymywanych metodą spiekania można sklasyfikować w następujące grupy:
metalowe produkty spiekane w produkcji masowej
– np. stalowe koła zębate, elementy
zamków do drzwi
s
pieki o celowo zaprojektowanej dużej porowatości otwartej (filtry)
spieki ceramiczne i metalowe na
narzędzia skrawające
spieki
kompozytowe
metalowo-ceramiczne
na
metalowe
elementy
konstrukcyjne
o podwyższonej wytrzymałości mechanicznej (np. łopatki turbin ze stopu tytanu +SiC)
wyroby cierne
(tarcze sprzęgła)
wyroby z wolframu i innych metali trudnotopliwych, (np spawalnicze elektrody wolframowe)
proszkowe wyroby magnetyczne
(rdzenie elektromagnesów)
Metalowe produkty spiekane w produkcji masowej
Metodą spiekania można wykonywać drobne elementy stalowe maszyn i urządzeń dla przemysłu
motoryzacyjnego np. koła zębate, rolki, podkładki, nakrętki, części amortyzatorów, gniazda zaworów.
Wykorzystanie techniki spiekania
pozwala zmniejszyć pracochłonność, obciążenie obrabiarek i ilość
powstających odpadów.
Bardzo szeroko rozpowszechnione są spieki proszków miedzi i jej stopów. Najczęściej miedź
spiekana jest z proszkami
cyny (brązy cynowe) i cynku (mosiądze) oraz ołowiu (brązy ołowiowe).
Przykładem zastosowań tych materiałów są łożyska ślizgowe, w których na stalową panewkę
nasypuje się proszek brązu ołowiowego, (10-40%) prasuje i spieka. Tak otrzymane łożyska są
przeznaczone do pracy przy wysokich obciążeniach.
Spieki o celowo zaprojektowanej dużej porowatości otwartej
Łożyska samosmarowne porowate
–
charakteryzują się bardzo wysoką porowatością. Pory
wewnątrz materiału tworzą kapilarne kanaliki, których objętość stanowi do 50 % całkowitej objętości
łożyska. Najczęściej używanym surowcem do produkcji tych elementów to stopy żelaza lub miedzi z
dodatkiem proszków niemetalu lub grafitu. Łożyska te są produkowane w postaci cienkościennych
tulei lub tulei z kołnierzami. Podczas pracy eksploatacyjnej łożyska te są nasycane olejami, które
smarują pracujący wał.
Samosmarown
e jest też łożysko teflonowe, w którym na porowatą warstwę brązu ołowiowego
nakłada się teflon (PTFE) w postaci pasty, która wypełnia pory i zapewnia cieniutką warstwę ślizgową
samosmarowną, podczas gdy podłoże z brązu nadaje dobre własności wytrzymałościowe.
Łożyska samosmarowne znalazły zastosowanie w urządzeniach, w których nie ma możliwości
smarowania, np ze
względu na konieczność bezwzględnej czystości (drukarki, kserografy), lub
warunki pracy (np. niska temperatura) uniemożliwiają stosowanie smaru (np. w urządzeniach
chłodniczych). Rysunek 1 przedstawia warunki pracy (dopuszczalne obciążenie łożyska w funkcji
jego prędkości ślizgania) łożysk bezsmarnych na tle innych łożysk.
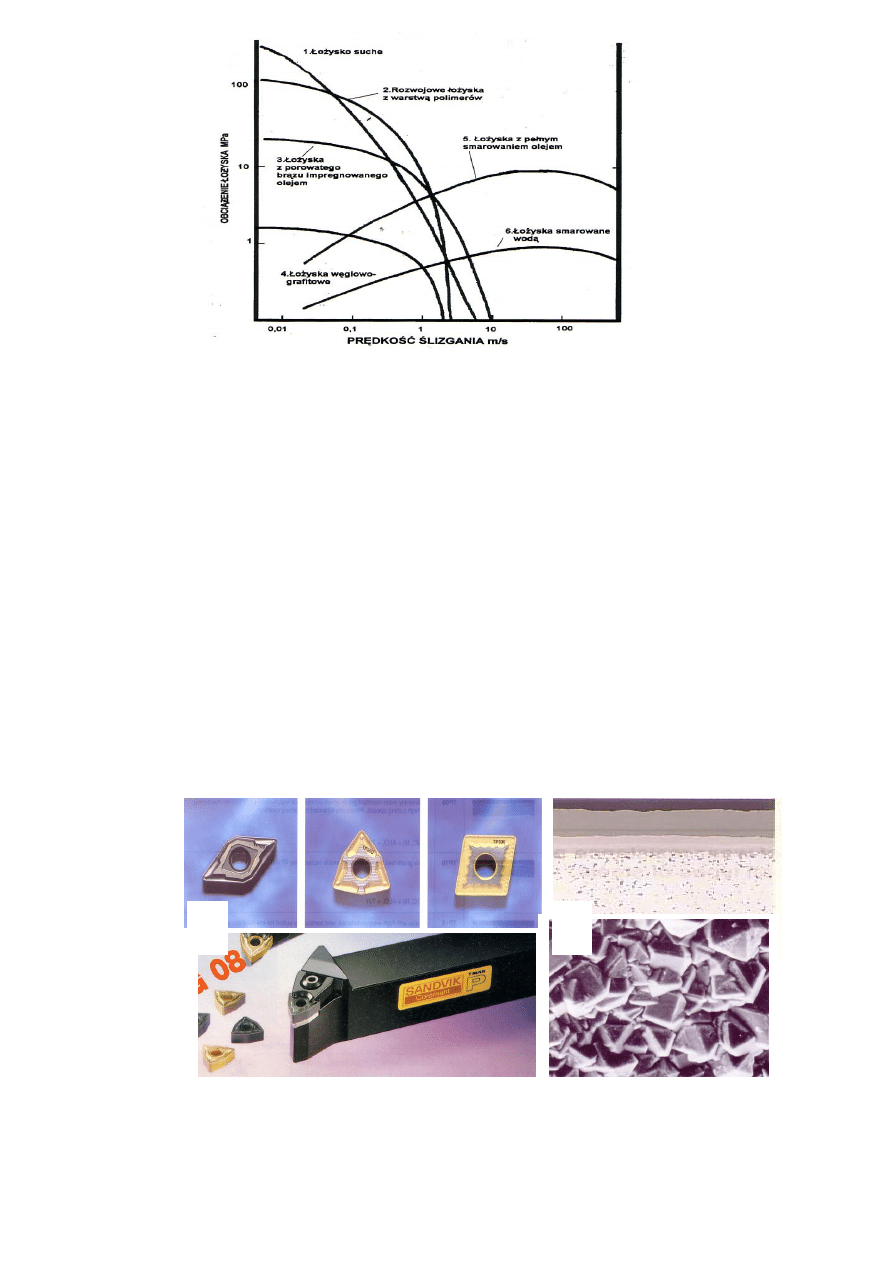
Rys. 1 Warunki (obciążenie, prędkość ślizgania) w których stosuje się łożyska bezsmarne na tle
innych typów łożysk.
Filtry porowate
wykonuje się ze spieków proszków różnych metali i stopów np. brązów cynowych,
stali chromowych i austenitycznych lub mosiądzów niklowych o porowatości do 50 %. Umożliwiają one
oczyszczanie z cząstek o średnicy 10
-3
- 10
-4
mm.
Filtry te posiadają dobre własności
wytrzymałościowe tj. wytrzymałość na rozciąganie i zginanie, obciążenia udarowe i działanie wysokiej
temperatury, odporność chemiczną. Mogą być oczyszczane przez przedmuchanie lub metodami
chemicznymi.
Materiały na narzędzia skrawające z dużymi prędkościami
Najważniejszą współcześnie technologią kształtowania elementów maszyn i urządzeń jest w dalszym
ciągu obróbka skrawaniem. Nawet w przypadku plastycznego kształtowania części na zimno lub na
gorąco względnie przez odlewanie wiele końcowych zabiegów technologicznych wykonuje się przez
skrawanie. Zasadnicze znaczenie w zakresie wzrostu wydajności i jakości obróbki skrawaniem mają
nowoczesne, wysokowydajne narzędzia skrawające, umożliwiające skrawanie z dużymi prędkościami
przy zastosowaniu obrabiarek sterowanych numerycznie. Spośród materiałów na narzędzia
skrawające największe znaczenie mają stale szybkotnące, węgliki spiekane i ceramika narzędziowa,
w mniejszym zakresie materiały super twarde: azotek boru i polikrystaliczny diament syntetyczny.
Jednak największe wyzwanie stanowią dziś super twarde cienkie pokrycia przeciwzużyciowe
nakładane na tradycyjnych podłożach (metodą CVD PVD). Eksploatacja narzędzi z takimi pokryciami
wykazała kilkukrotny wzrost trwałości w porównaniu z narzędziami konwencjonalnymi (węglikami
spiekanymi).
Rys. 1 Kształty narzędziowych płytek ceramicznych, b/ trzonek z przykręconą supertwardą płytką
narzędziową, c/ przekrój warstwy powierzchniowej płytki narzedzIwej pokrywanej supertwardymi
warstwami Ti(C,N) oraz Al
2
O
3
, d/ budowa warstwy polikrystalicznego diamentu .
a/
b/
c/
d/
Wymagania stawiane materiałom
Skrawanie z dużymi prędkościami wymaga zastosowania wkładek narzędziowych z materiałów o
bardzo dużej twardości, gwarantującej małe zużycie ścierne narzędzia. Jednocześnie zwiększenie
posuwu i głębokości skrawania wymaga dużej wytrzymałości na zginanie i zachowywania tej
własności w wysokich temperaturach.
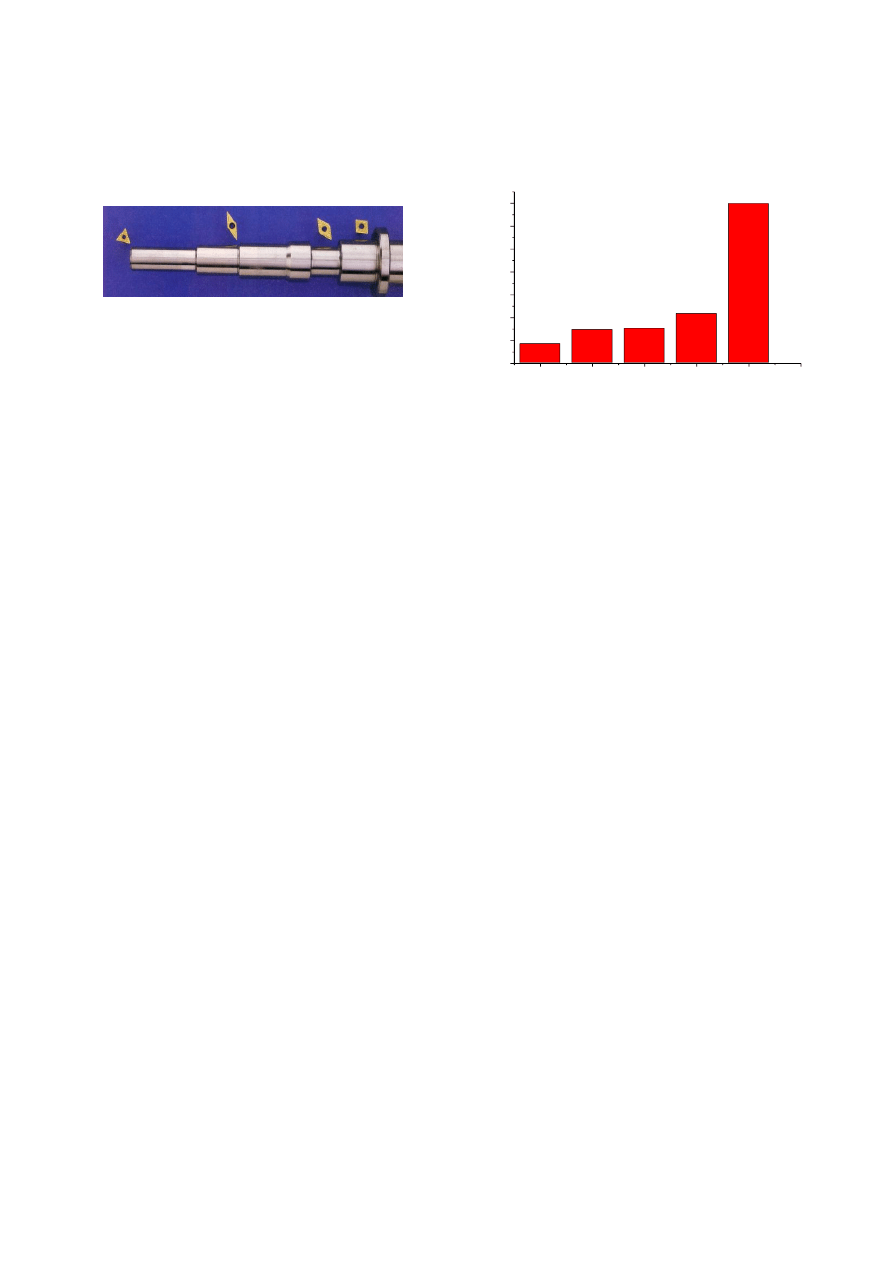
Rys. 2 Typy wkładek narzędziowych do
określonyc operacji toczenia wałka
Charakterystyka materiałów
Węgliki spiekane stanowią grupę narzędziowych materiałów spiekanych, w których strukturze od 70
do 90% objętości zajmują węgliki metali, a resztę stop wiążący. Dla przykładu skład węglika S10S jest
następujący: 56% WC, 35% TiC+TaC+NbC, 9% osnowy Co. Własności węglików spiekanych w
dużym stopniu zależą od składu chemicznego, wielkości ziarna i udziałów objętościowych składników.
Najwa
żniejsze cechy węglików spiekanych to: duża twardość i odporność na ścieranie oraz duża
w
ytrzymałość na ściskanie jak też zachowywanie własności wytrzymałościowych w wysokiej
temperaturze (
do której nagrzewa się ostrze narzędzia podczas skrawania z dużą prędkością).
Cermetale-
są to kompozyty na bazie węglika tytanu (z innymi węglikami i azotkami w zależności od
odmiany materi
ału) z metalem wiążącym: Ni, Co (lub oba składniki łącznie) jako osnową. Cermetale
podobnie jak spiekane węgliki wolframowe są wytwarzane metodą metalurgii proszków: formowanie
przez prasowanie, spiekanie w ok. 1500
o
C w próżni. Przykładowy skład cermetalu to: (34,9TiC-
15TiN-19,8WC-7Mo
2
C-9,9(Ta,Nb)C,4,8Ni-8,5Co-0,8Ti
2
AlC.
Nowe złożone cermetale charakteryzują się małą gęstością, dużą stabilnością krawędzi
skrawających, małą skłonnością do sczepiania z wiórem, dużą odpornością chemiczną, dobrą
jakością powierzchni obrobionych części. Przewyższają pod wieloma względami węgliki spiekane. Dla
przykładu na drodze 3,2 m wysokość starcia powierzchni przyłożenia VB freza z węglika spiekanego
jest dwukrotnie większa niż freza z cermetalu.
Ceramika narzędziowa. Do ceramiki narzędziowej należą następujące grupy materiałów: ceramika
tlenkowa oparta na tlenku aluminium (tzw. ceramika biała), ceramika mieszana (tlenkowo węglikowa),
ceramika umocniona wiskerami, ceramika azotkowa (szara),SALON (
połączenie ceramiki azotowej i
tlenkowej).
Ceramika narzędziowa jest wykonywana metodą metalurgii proszków, jednak w odróżnieniu od
węglików spiekanych i cermetali nie zawiera metalu wiążącego. Zalety tych materiałów to:
mała gęstość, wysoka wytrzymałość w wysokich temperaturach duża odporność na ścieranie, co
umożliwia obróbkę z prędkościami znacznie większymi niż w przypadku materiałów
konwencjonalnych. Wa
dą jest duża kruchość z powodu której zaraz po przekroczeniu granicy
sprężystości następuje pękanie. Dodatek 3-5% ZrO
2
w przypadku ceramiki t
lenkowej zwiększa
odporność na pękanie tych materiałów o 40%. Innym sposobem zwiększania odporności ne pękane
jest dodatek
ok. 15% wiskerów SiC.
Ceramika azotkowa zawiera w 96% azotek krzemu Si
3
N
4
z
dodatkami ułatwiającymi spiekanie. W
po
równaniu z ceramiką tlenkową charakteryzuje się dobrą odpornością na pękanie i małą
wrażliwością na szoki termiczne, jednak gorszą odpornością na utlenianie i gorszą skrawalnością
(sprzyja tworzeniu wstążkowego wióra) dlatego często stosuje się powłoki z Al
2
O
3
na podłożu z Si
3
N
4.
Najlepsze własności funkcjonalne ma ceramika SiAlON - połączenie ceramiki azotowej i tlenkowej (do
sieci azotka krzemu wprowadzono tlenek aluminium).
Diament polikrystaliczny. Diament jest najtwa
rdszym znanym materiałem dzięki swoistej budowie
krystalicznej i silnym międzyatomowym wiązaniom kowalencyjnym. Jak na materiał niemetaliczny
diament ma też nadzwyczaj dużą przewodność cieplną. Od połowy lat 50 opracowano techniki
0
1000
2000
3000
4000
5000
6000
7000
T
wa
rd
osc
H
V
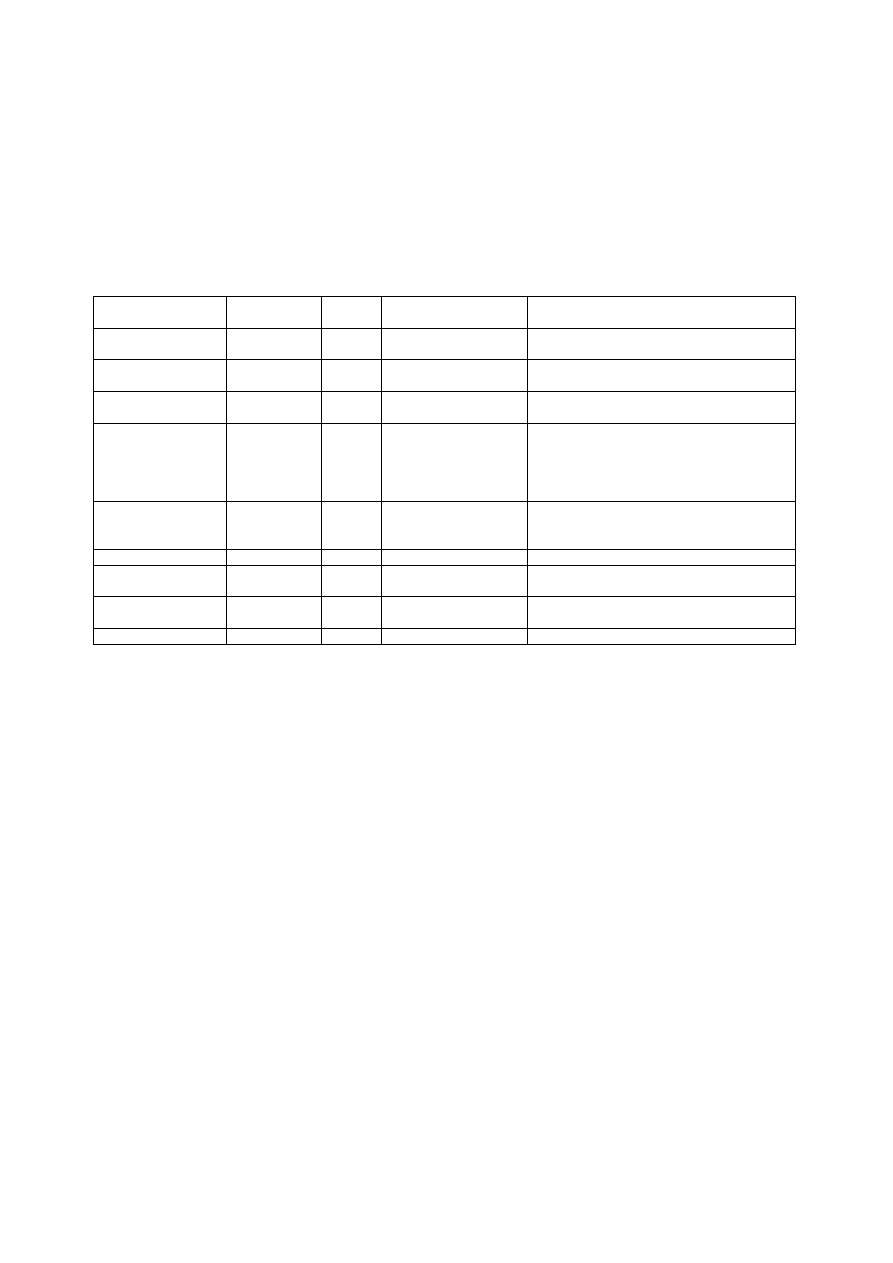
stal
szybkotnaca
wegliki
spiekane
cermetale
ceramika
tlenkowa
diamenty PSK
Rys. 3. Twardość materiałów na narzędzia skrawające
przemysłowego otrzymywania syntetycznych diamentów. Dziś metody są tak udoskonalone, że
większa część diamentów przemysłowych jest syntetyczna. Ostatnio diament wytwarza się w postaci
cienkich warstw metodą osadzania z par CVD. Maksymalna grubość warstwy wynosi ok. 1 mm.
Diament w warstwie ma budowę polikrystaliczną (rys. 4) składają się z małych i dużych ziarn
i amorficznego węgla.
Własności mechaniczne i fizyczne warstw diamentowych są zbliżone do własności diamentu litego.
Zastosowania warstw diamentowych obejmują: powierzchnie wierteł, ciągadeł, noży i innych narzędzi,
precyzyjnych mikrometrów, niektórych soczewek (są bardziej wytrzymałe przy zachowaniu
przezroczystości.
Tabela 1. Wybrane własności materiałów supertwardych
Materiał
Twardość
HV30
ρ[Mg/m
3
] Prędkość
skrawania
[m/min]
Materiały obrabiane
Diament syntetyczny
polikrystaliczny
7000 (Knoops)
3,2
Stopy Al, Siluminy o wysokiej zwartości krzemu,
stopy metali nieżelaznych, niemetale
Ceramika azotkowo-
tlenkowa SiAlON
3,25
Do 2135
Żeliwo szare, ciągliwe
Ceramika tlenkowa
96,5Al
2
O
3
- 3,5 ZrO
2
2200
4,25
Do 1220
Stale i spieki metali
Ceramika azotkowa
96 Si
3
N
4
4% dodatków
ułatwiających
spiekanie
pokryta
Al
2
O
3
2100
3,16
915
Stale zahartowane powyżej 40HRC, żeliwa szare
perlityczne
Węgliki
spiekane
pokryte
TiC+
Al
2
O
3
+TiN
750
Stale, stale nierdzewne
Cermetale
1550
7
400
Operacje wykończeniowe, Stale, stale nierdzewne
Węgliki
spiekane
pokryte TiC+TiN
300
Wegliki spiekane WC
konwencjonalne
1500
11
220
Stale stopy Ti, stale nierdzewne
Stal szybkotnąca
880
7,8
90
Stale
Dla porównania, popularnymi materiałami na narzędzia skrawające są wysokostopowe stale
szybkotnące o przykładowym składzie: 1,6C-18W-9Mo-5V-10Co. Stal ta w stanie odlanym ma
strukturę bardzo twardego ledeburytu wymaga więc specjalnej obróbki plastycznej – kucia (w celu
rozbicia struktury pierwotnej) i cieplnej hartowania i odpuszczania wysokiego w celu uzyskania
jednorodnego składu i mikrostruktury martenzytu z wydzieleniami twardych i trudno rozpuszczalnych
węglików wolframu (i innych) gwarantujących zachowanie dużej twardości i wytrzymałości narzędzia w
wysokiej temperaturze.
Twardość stali szybkotnącej, rzędu 65HRC (880HV) jest porównywalna z
twardością węglików spiekanych (rys. 3 ), jednak charakteryzuje ją większy spadek wytrzymałości w
wysokich temperaturach. Spiekane stale sz
ybkotnące wykazują następujące zalety w porównaniu z
konwencjonalnymi:
Umożliwiają dowolny dobór składu tych stali przez mieszanie w odpowiednich proporcjach
proszków węglików: WC, VC, TiC, Mo2C, NbC oraz osnowy przez co uzyskuje się lepsze
własności użytkowe (np. odporność na zużycie)
posiadają lepszą mikrostrukturę (brak segregacji węglików, brak pasmowości),
nadają się do obróbki plastycznej (nawet przy zawartości węglików do 40% objętości)
nadają się dobrze do obróbki skrawaniem,
zachowują dużą stabilność wymiarową po hartowaniu i odpuszczaniu
.
Wyszukiwarka
Podobne podstrony:
biologia zakres materiau na egz Nieznany (2)
Materiały spiekane
edema biotech materialy id 1501 Nieznany
materialy bezpieczenstwo ekonom Nieznany
2 Customize a Virtual Instrume Nieznany (2)
DSW 09 09 jpolski kl4 sp instru Nieznany
Materialy formacja liturgiczna Nieznany
Allwinner ENG Brush Instruction Nieznany
Materialoznawstwo Wyklad6 Diese Nieznany
Budowa materii id 94290 Nieznany (2)
Zestaw domofonowy CYFRAL instru Nieznany
Konspekt plan Znaki Drogowe dotyczące postoju i zatrzymywania się, Materiały dla instruktora nauki j
rozklad tematow na zajecia teoretyczne, materiały dla instruktorów i przyszłych instruktorów nauki j
Konspekt - Warunki dopuszczenia pojazdu do ruchu, Materiały dla instruktora nauki jazdy, Prezentacja
opacow materialy id 335809 Nieznany
bhp kolo materialy z forum jpg0 Nieznany
Materiaoznastwo1 id 286623 Nieznany
więcej podobnych podstron