
Procesy spajania
(zgrzewanie, lutowanie, spawanie)
Główne zagadnienia zajęć
spajanie
procesy spajania
pojęcia związane ze spawaniem
metody spawania i ich oznaczenia wg
normy
procesy pokrewne spawaniu

Co to jest spajanie?
Spajanie
obejmuje te metody łączenia materiałów, dzięki którym uzyskuje się
trwałe ich połączenie, odznaczające się fizyczną ciągłością
SPAJANIE (metody)
zgrzewanie
lutowanie
spawanie
Zgrzewanie
polega na łączeniu materiałów przez docisk z podgrzewaniem do stanu
plastycznego lub bez podgrzania miejsca łączonego
Podział zgrzewania
elektryczne
– źródłem ciepła jest prąd elektryczny,
gazowe
– powierzchnie elementów łączonych są
nagrzewane palnikami gazowymi na gaz
acetylenowo-tlenowy,
mechaniczne
– które odbywa się wyłącznie przy
zastosowaniu energii mechanicznej, bez
doprowadzania ciepła do miejsca łączenia,
dyfuzyjne
– polegające na zjawisku wzajemnej
dyfuzji (przenikania atomów) łączonych elementów,
ogniowe
– nagrzewanie elementów łączonych
odbywa się w piecu gazowym lub ognisku.
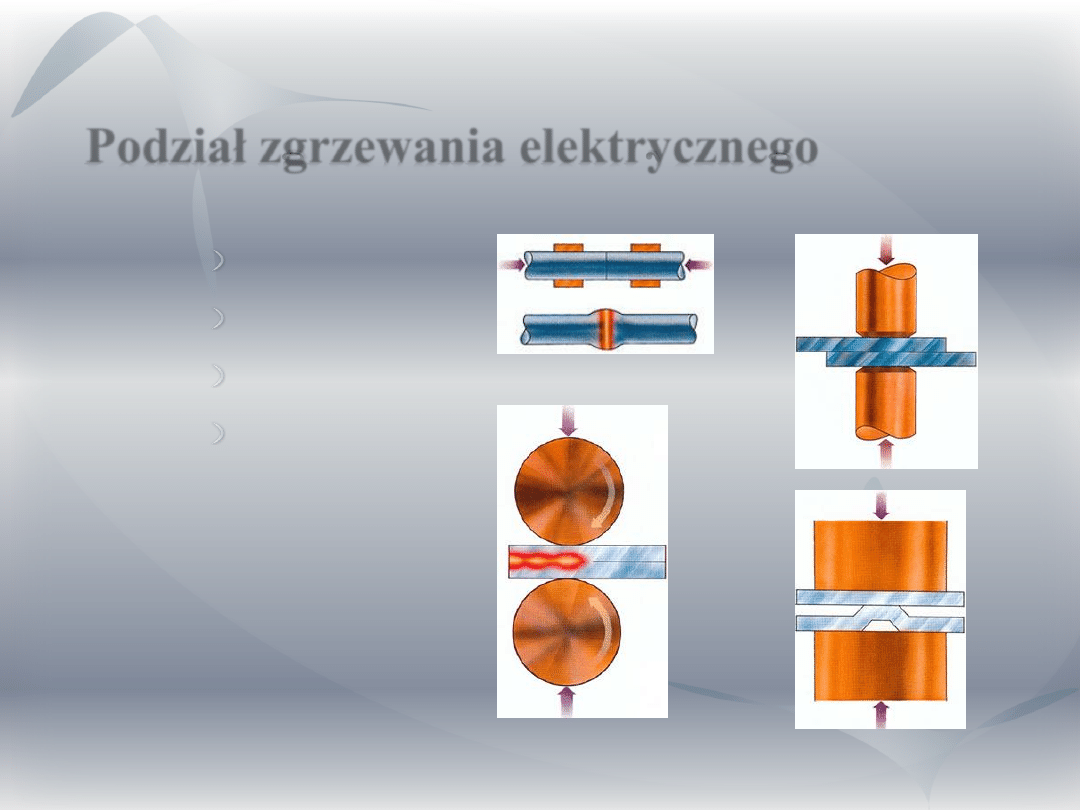
Podział zgrzewania elektrycznego
doczołowe
punktowe
liniowe
garbowe
Lutowanie
polega na łączeniu metali przez wprowadzenie między łączone
powierzchnie innego roztopionego metalu lub stopu, zwanego spoiwem
Podział lutowania
miękkie
(temperatura topnienia lutu poniżej 500°C –
lutownica)
twarde
(temperatura topnienia lutu powyżej 500°C –
palnik gazowy)
lutospawanie
(łączenie części o brzegach
zukosowanych na V lub X)
Spawanie
polega na łączeniu materiałów przez ich nagrzanie i stopienie w
miejscu łączenia z dodaniem lub bez dodania spoiwa
Pojęcia związane ze spawaniem
metal rodzimy
– materiał części łączonych,
spoiwo
- materiał do trwałego łączenia materiałów,
stopiwo
- dodawane w procesie spawania spoiwo,
które uległo stopieniu
spoina
- stopione spoiwo łącznie ze stopionymi
brzegami
części łączonych, czyli materiałem
rodzimym,
złącze spawane
- elementy spawane wraz z łączącą ją
spoiną

Podział spawania
elektryczne
gazowe
Metody spawania i ich oznaczenia
liczbowe wg normy PN-EN ISO 4063:2011
spawanie łukowe elektrodą otuloną
– 111
spawanie łukowe samoosłonowe
– 114
spawanie łukiem krytym drutem elektrodowym
– 121
spawanie metodą MIG
– 131
spawanie metodą MAG
– 135
spawanie łukowe drutem proszkowym w osłonie gazu aktywnego
– 136
spawanie łukowe drutem proszkowym w osłonie gazu obojętnego
– 137
spawanie metodą TIG
– 141
spawanie plazmowe
– 15
spawanie acetylenowo-tlenowe
– 311
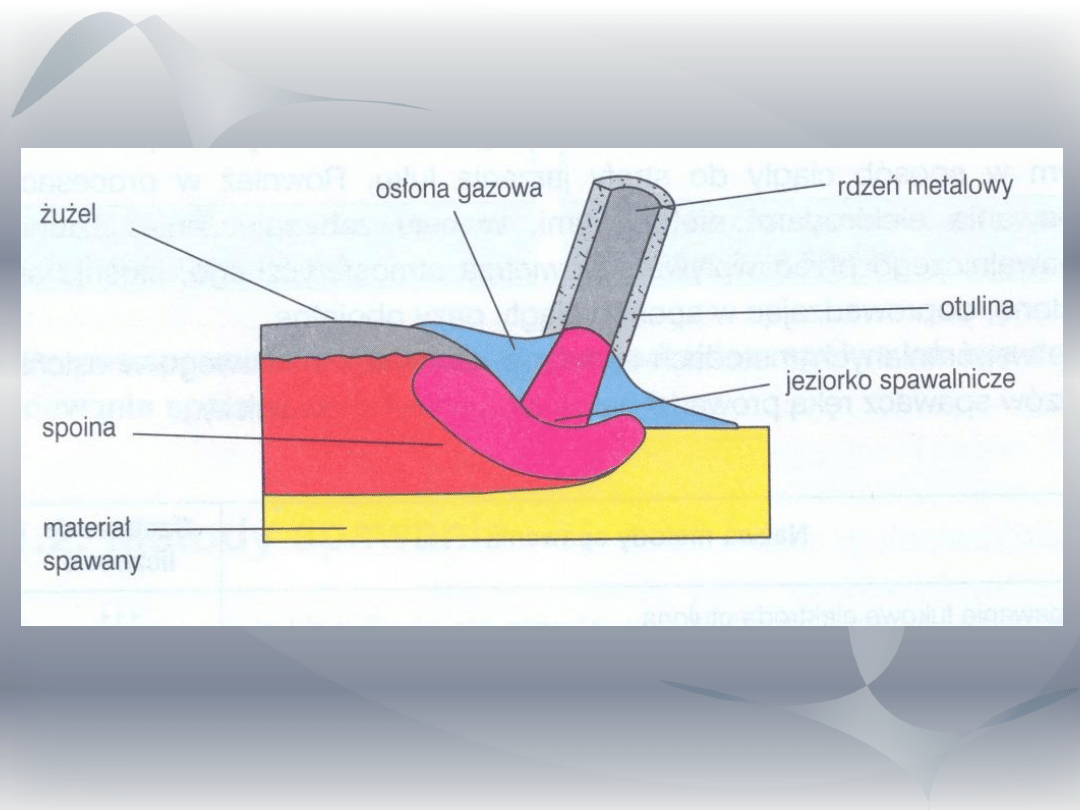
Spawanie łukowe elektrodą otuloną
(MMAC – Manual Metal Arc Welding)
polega na tym, że ciepło wydzielające się łuku elektrycznego, jarzącego
się pomiędzy końcem elektrody a elementami spawanymi, stapia
koniec rdzenia elektrody otulonej i brzegi łączonych elementów.
Topiący się metal z końcówki elektrody spływa do jeziorka
spawalniczego. Ze stopionej elektrody i z nadtopionych brzegów
łączonych elementów metalowych powstaje spoina.
Spawanie łukowe samoosłonowe
proces spawania łukowego z dodawaniem spoiwa w postaci elektrody
topliwej o rdzeniu proszkowym (drutu proszkowego).
Metoda ta nie wymaga dodatkowej osłony gazowej
Spawanie łukiem krytym drutem elektrodowym
(SAW – Submerged Arc Welding)
proces spawania łukowego, w którym łuk jarzy się pod warstwą
topnika. Spawanie to wykonuje się z materiałem dodatkowym –
drutem elektrodowym lub elektrodą taśmową.

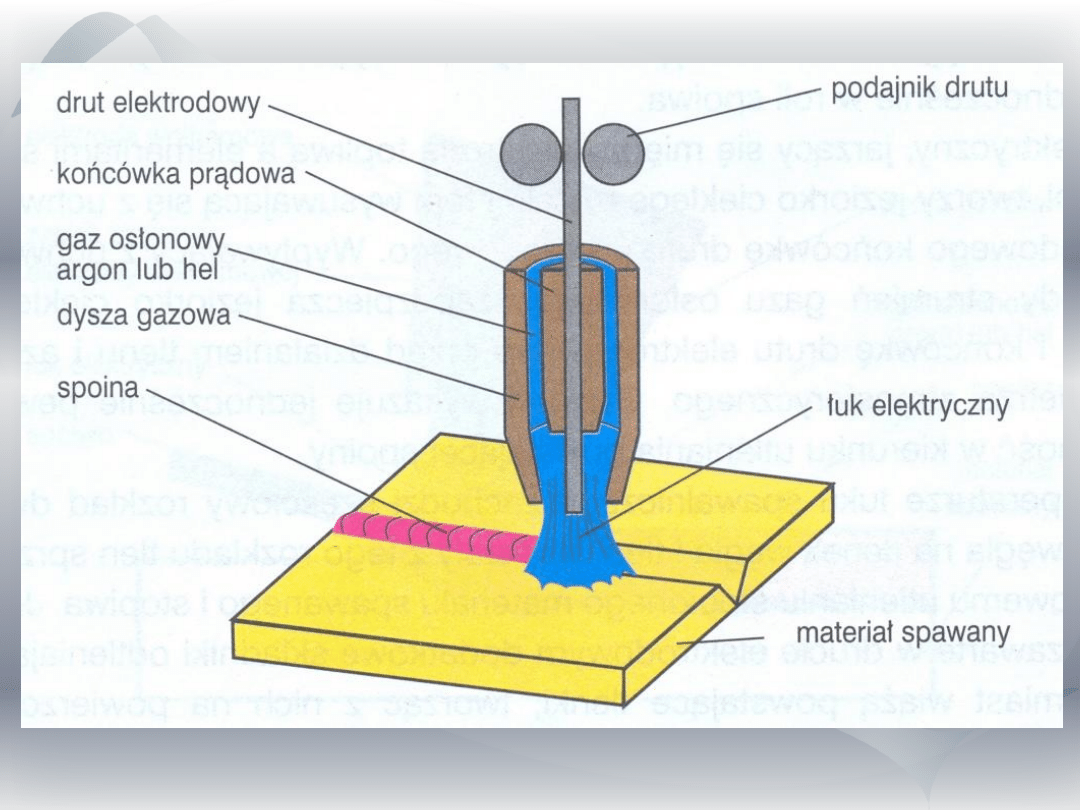
Spawanie metodą MIG
(Metal Inert Gas)
proces spawania łukowego elektrodą topliwą w postaci litego drutu w
osłonie gazów obojętnych (argon, hel). W tym procesie spawania lity
drut pełni jednocześnie funkcję elektrody i spoiwa, stąd nazwa drut
elektrodowy. Drut podawany jest mechanicznie do uchwytu
elektrodowego. Końcówka drutu wysuwającego się z uchwytu, stapia
się w łuku, jarzącym się między drutem i elementami spawanymi.
Jeziorko ciekłego metalu i strefa łuku są osłonięte przed dostępem
tlenu i azotu z powietrza strumieniem gazu osłonowego
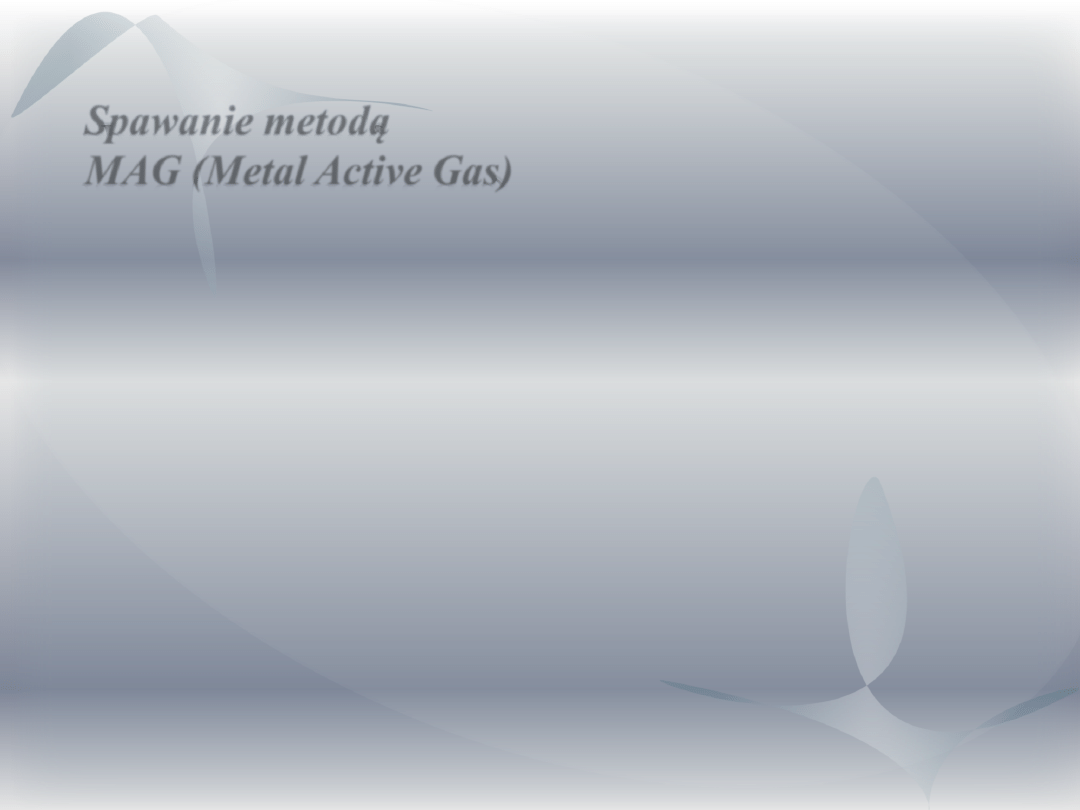
Spawanie metodą
MAG (Metal Active Gas)
proces spawania łukowego elektrodą topliwą w osłonie aktywnych
chemicznie gazów (tlen, dwutlenek węgla) lub w osłonie mieszanek
gazowych (w skład których wchodzą argon, tlen, dwutlenek węgla).
Funkcję elektrody i zarazem spoiwa pełni lity drut. Łuk elektryczny,
jarzący się między elektrodą a elementami spawanymi, tworzy
jeziorko ciekłego metalu i topi wysuwającą się z uchwytu końcówkę
drutu elektrodowego. Wypływający z uchwytu strumień gazu
osłonowego zabezpiecza jeziorko i końcówkę drutu przed działaniem
tlenu i azotu z powietrza. Gaz ten wykazuje jednocześnie pewną
aktywność w kierunku utleniania powstającej spoiny. W wyniku czego
na powierzchni spoiny tworzy się cienka warstwa żużla.
Spawanie łukowe drutem proszkowym
w osłonie gazu aktywnego
proces przebiega podobnie jak spawanie metodą MAG, z tą różnicą, że
w procesie tym spoiwem jest drut proszkowy
Spawanie łukowe drutem proszkowym
w osłonie gazu obojętnego
proces przebiega podobnie jak spawanie metodą MIG, z tą różnicą, że
w procesie tym spoiwem jest drut proszkowy

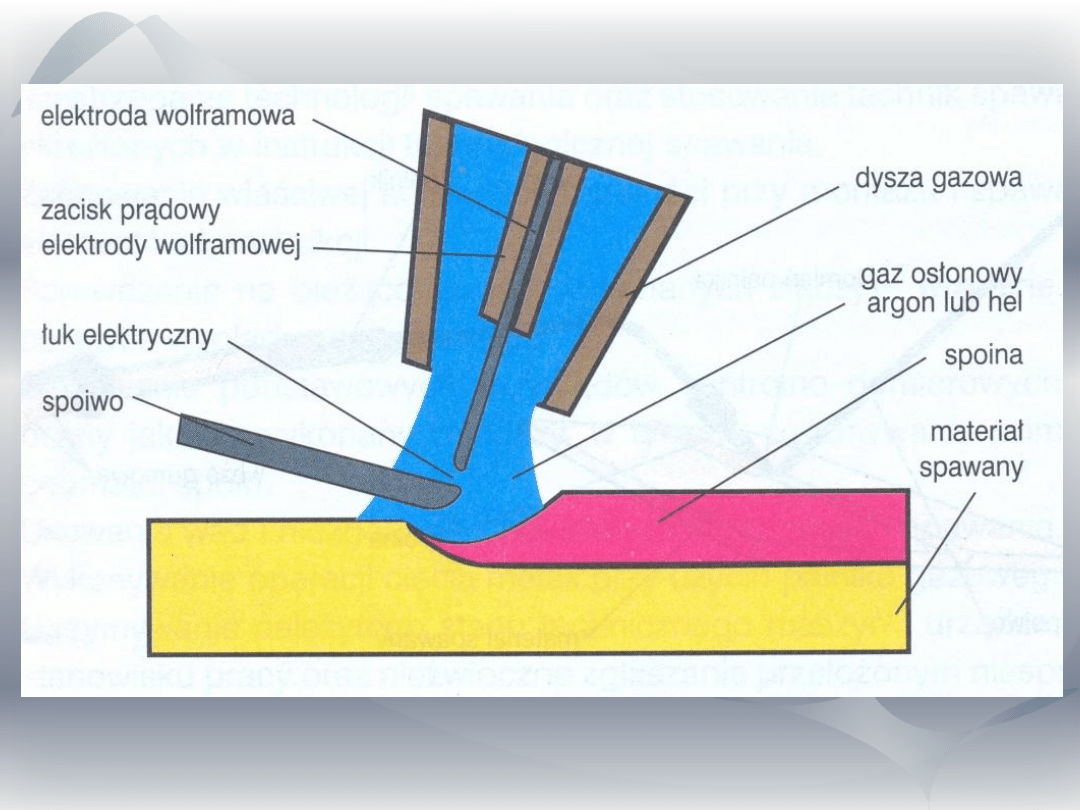
proces spawania łukowego nietopliwą elektrodą wolframową w osłonie
gazów obojętnych (argon, hel). Źródłem ciepła w tym procesie jest łuk
elektryczny jarzący się między elektrodą wolframową, zamocowaną w
uchwycie spawalniczym a elementami spawanymi. Proces spawania
wymaga najczęściej ręcznego dodawania spoiwa. Proces ten może też
się odbywać bez dodawania spoiwa. Strumień gazu przepływający
przez uchwyt do strefy łuku elektrycznego, chroni jeziorko ciekłego
metalu, końcówkę elektrody i przyległą strefę przed działaniem tlenu i
azotu z powietrza
Spawanie metodą TIG
(Tungsten Inert Gas)
Spawanie plazmowe
(PAW – Plasma Arc Welding)
proces spawania łukowego elektrodą nietopliwą w atmosferze gazów
ochronnych. Proces polega na stapianiu łączonych elementów za
pomocą plazmy. Plazmę stanowi strumień zjonizowanego w strefie
łuku elektrycznego gazu, (argonu) elektrycznie obojętnego, w
którym silna koncentracja mieszaniny jonów, elektronów
i pojedynczych atomów wytwarza bardzo wysokie temperatury
(powyżej 15000°C). Strumień plazmy wypływa z dyszy palnika
z bardzo dużą prędkością przekraczającą 500m/s. Jeziorko ciekłego
metalu jest zabezpieczone przed działaniem powietrza
Atmosferycznego osłoną argonową lub azotową z dodatkiem wodoru
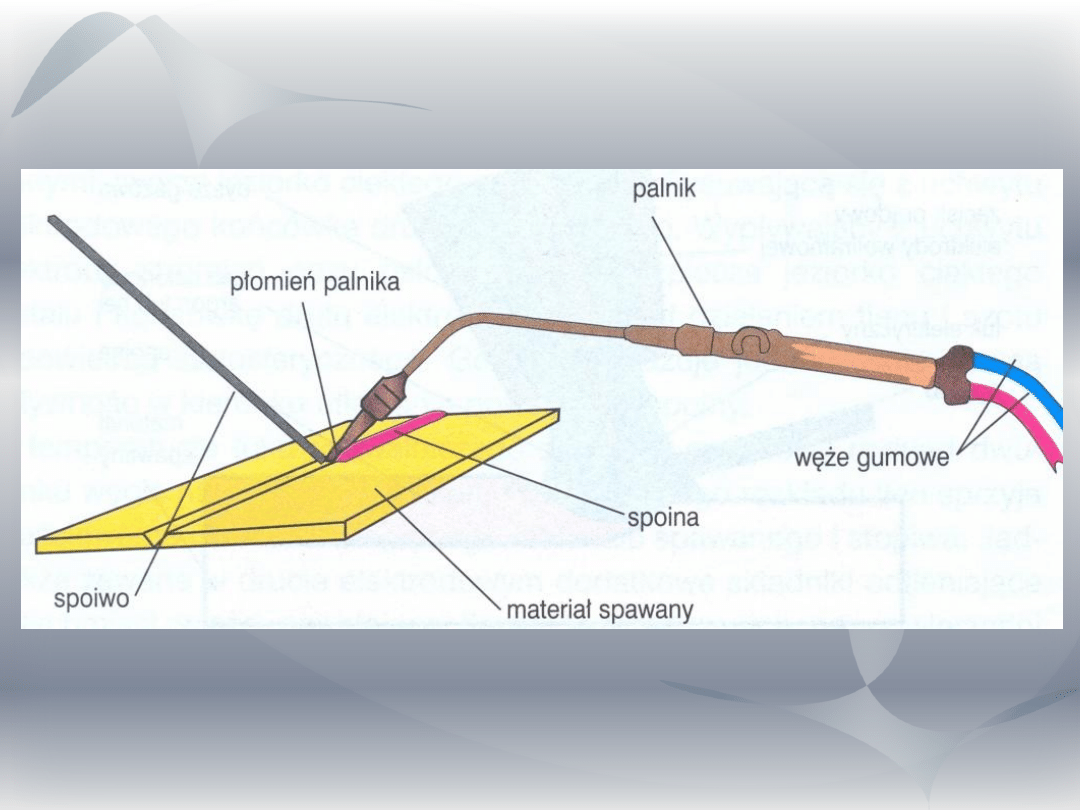
Spawanie acetylenowo-tlenowe
proces łączenia metali, polegający na stapianiu brzegów łączonych
elementów i dodawanego w postaci pręta spoiwa. Potrzebne do tego
ciepło uzyskujemy ze spalania gazu palnego – acetylenu – w
atmosferze dostarczanego tlenu lub wodoru (mniej używany)
Procesy pokrewne spawaniu
napawanie
cięcie termiczne
żłobienie elektropowietrzne
hartowanie powierzchniowe
Napawanie
nakładanie warstwy metalu na powierzchnię przedmiotu
sposobem spawania (nadtapianie podłoża i dodawanie
spoiwa o podobnym składzie jak metal rodzimy)
Cięcie termiczne
cięcie metalu przez wypalanie wąskiej szczeliny (2÷5mm)
Żłobienie elektropowietrzne
wytapianie żłobka na przedmiotach stalowych łukiem
elektrycznym przy użyciu elektrody węglowej lub
metalowej topliwej, połączone z wydmuchiwaniem
płynnego metalu sprężonym powietrzem lub tlenem

Hartowanie płomieniowe
nagrzanie wierzchniej warstwy materiału przy pomocy
palnika acetylenowo-tlenowego
Wyszukiwarka
Podobne podstrony:
01 Proces gospodarowania
01.Proces diagn-lecz., Proces diagnostyczno - leczniczy - ŚCIGALSKA, II sem
07 zalacznik 01 proces dowodzenia
01 procesy - charakterystyka 1, PROCES - DEFINICJA
Procesy spajania05
01 process
projekt Konstrukcja karty procesu dla wybranego procesu przedsiębiorstwa z wykorzystaniem metodyki I
Mniejszosci narodowe w procesach transformacji oraz integracji 01
02 01 2011 Projektowanie Procesow w VTECid 3497 ppt
01?schwitz czarownice, dzieje procesow o czary (2)
TPL WYK 13 01 07 Jednostkowe procesy technologiczne
01 1 Pełnomocnictwo procesowe – zasady ogólne
Restrukturyzacja wykł 3 15.01.2012, UE Katowice, II stopień sem3, METODOLOGIA PROCESÓW RESTRUKTURYZA
SPC 01, SPC- Statystyczne Sterowanie Procesem
Manual de escaneo, procesamiento y OCR Ajedrez, Mi Pasión, 2012 08 01
Procesy destylacyjne i sorpcyjne - wyklad 01, GORZELNICTWO
01.Badanie neurologiczne., Proces diagnostyczno - leczniczy - ŚCIGALSKA, II sem
więcej podobnych podstron