2013-11-28
1
Podstawy Organizacji Produkcji
Dr inż. Joanna Gąbka
Bud. B-4 p.3.36
Email: joanna.gabka@pwr.wroc.pl
Plan wykładów
Wykład 1 Wprowadzenie
Wykład 2 Elementy składowe procesów wytwórczych
Wykład 3 Formy organizacji produkcji oraz metody sterowania produkcją
Wykład 4 Sterowania przepływem dóbr w systemie produkcyjnym typu
„push”, „pull”
Wykład 5 Kolokwium
2013-11-28
2
Literatura
[1] Rogowski Andrzej „Podstawy organizacji i zarządzania produkcją w
przedsiębiorstwie” Wydawnictwo: CeDeWu 2010
[2] Karpiński Tadeusz „Inżynieria produkcji” Wydawnictwa Naukowo-
Techniczne, Warszawa 2004
[3] Brzeziński M. red.: „Organizacja i sterowanie produkcją”, Placet Agencja
Wydawnicza Warszawa, 2002
[4] Durlik I. „Inżynieria zarządzania” cz. I i II, Agencja Wydawnicza Placet,
Warszawa 1998
[5] Muhlemann A. P., Oakland J., S., Lockyer K. G., Zarządzanie Produkcja I
Usługi, Wydawnictwo PWN, Warszawa 2001.
Pająk E., Zarządzanie produkcją, Produkt, technologia, organizacja,
Wydawnictwo PWN, Warszawa 2006.
WYKŁAD 4
2013-11-28
3
SYSTEM PRODUKCYJNY PCHAJĄCY
VS. SYSTEM PRODUKCYJNY SSĄCY
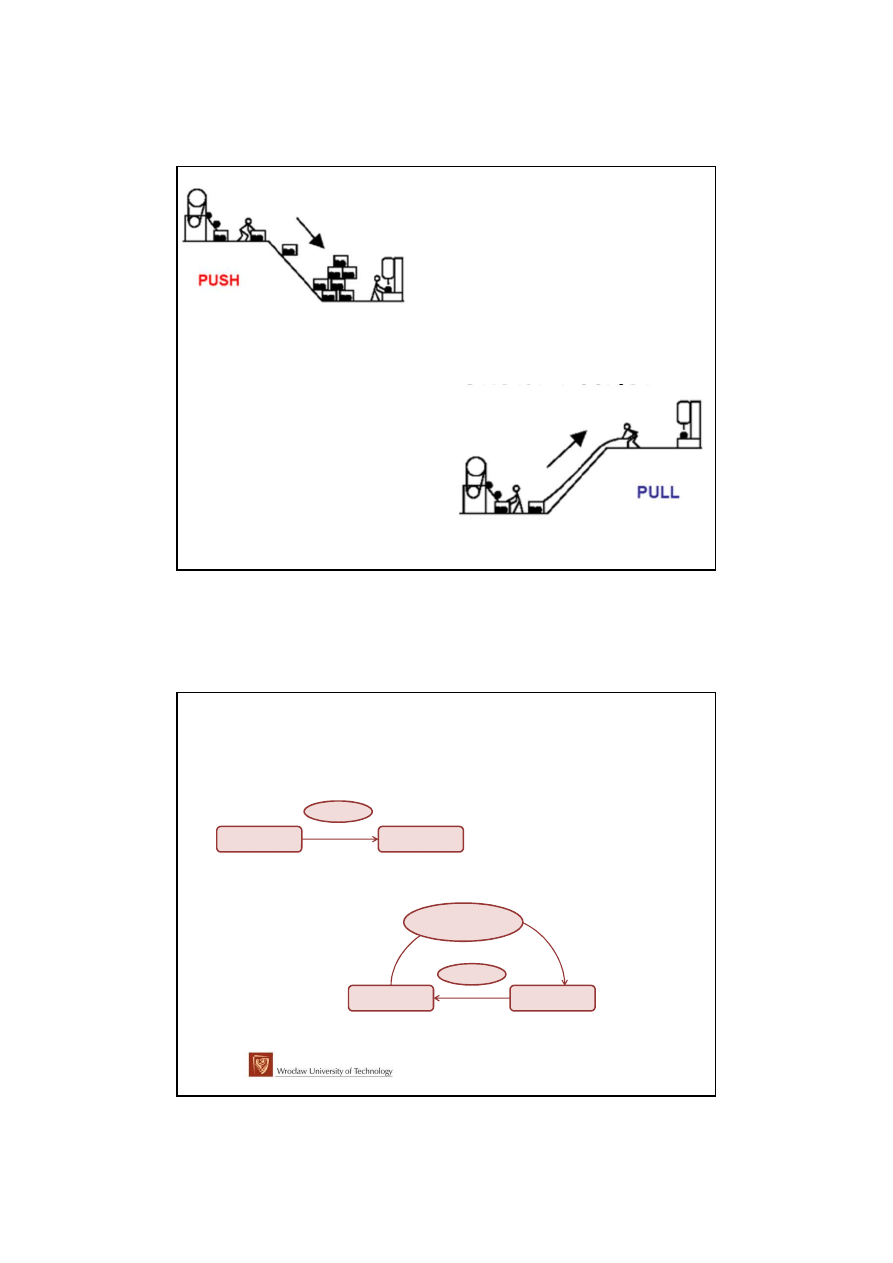
System pchający vs. ssący
PRODUCENT
Wyrób
NABYWCA
SYSTEM PCHAJĄCY
SYSTEM SSĄCY
NABYWCA
Wyrób
PRODUCENT
Zlecenie
produkcyjne
2013-11-28
4
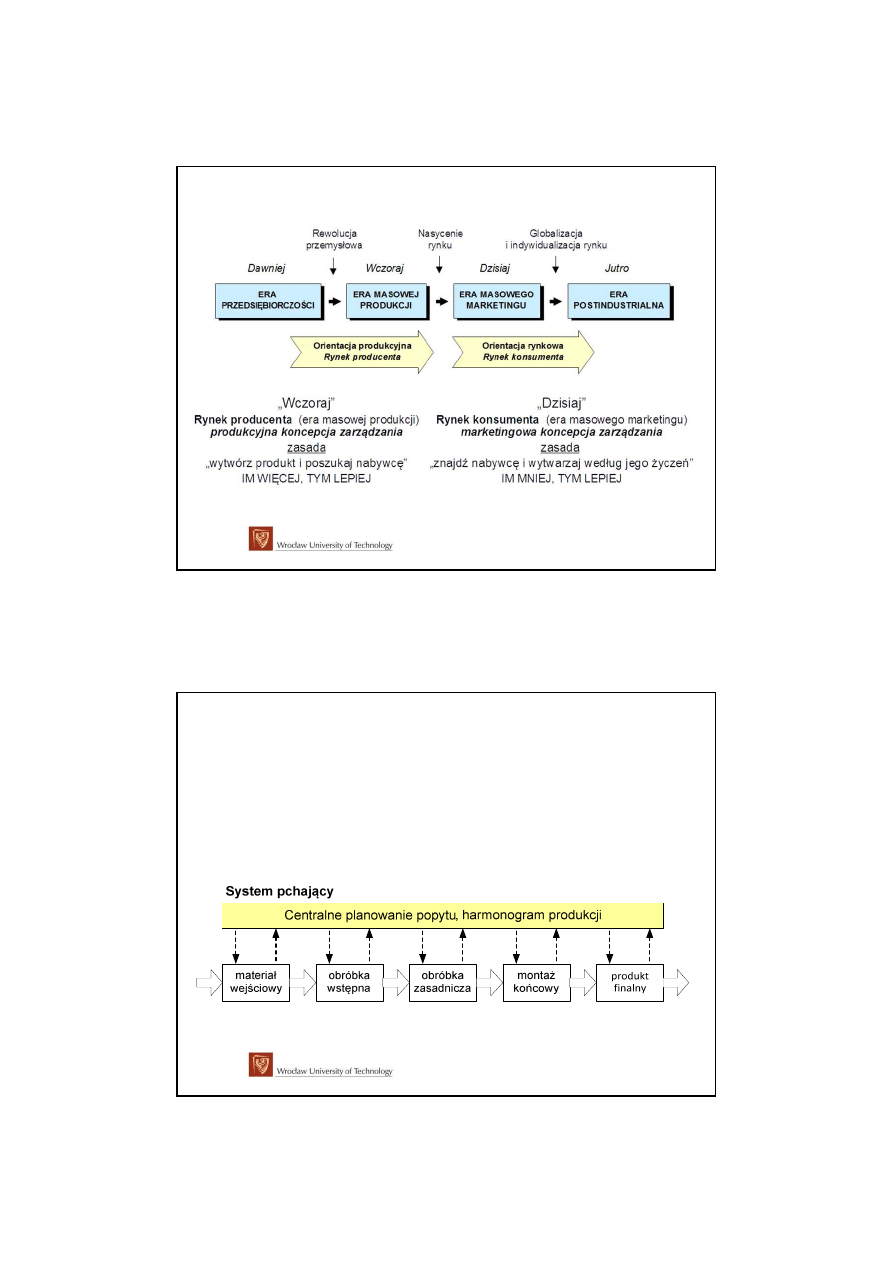
Ewolucja orientacji gospodarczych
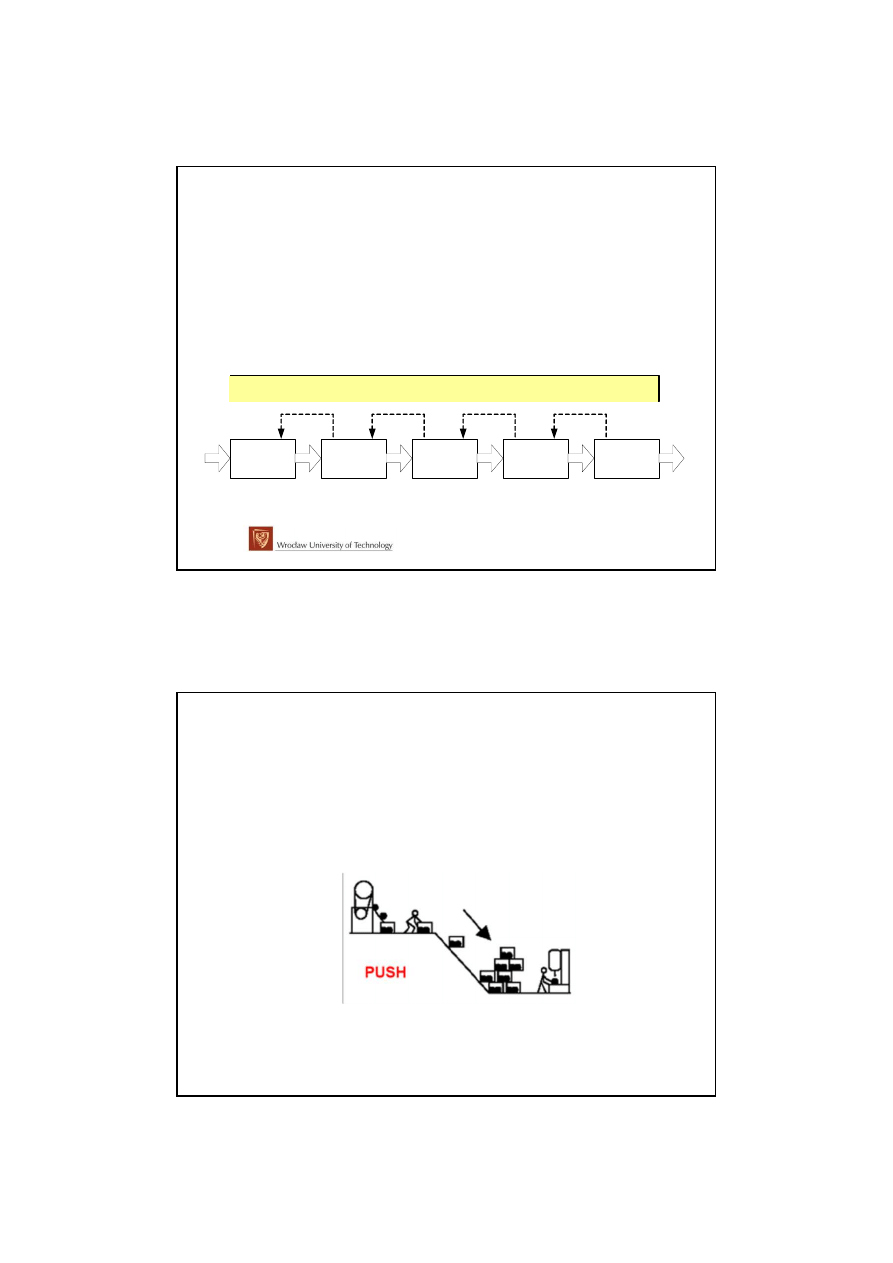
System pchający
Systemy pchające
– planowanie produkcji oparte jest na planowaniu
centralnym oraz na harmonogramowaniu według prognoz popytu. Produkty
wytwarzane są zgodnie z planem i przekazywane do dalszych komórek
produkcyjnych, bez względu na ich rzeczywiste bieżące potrzeby.
2013-11-28
5
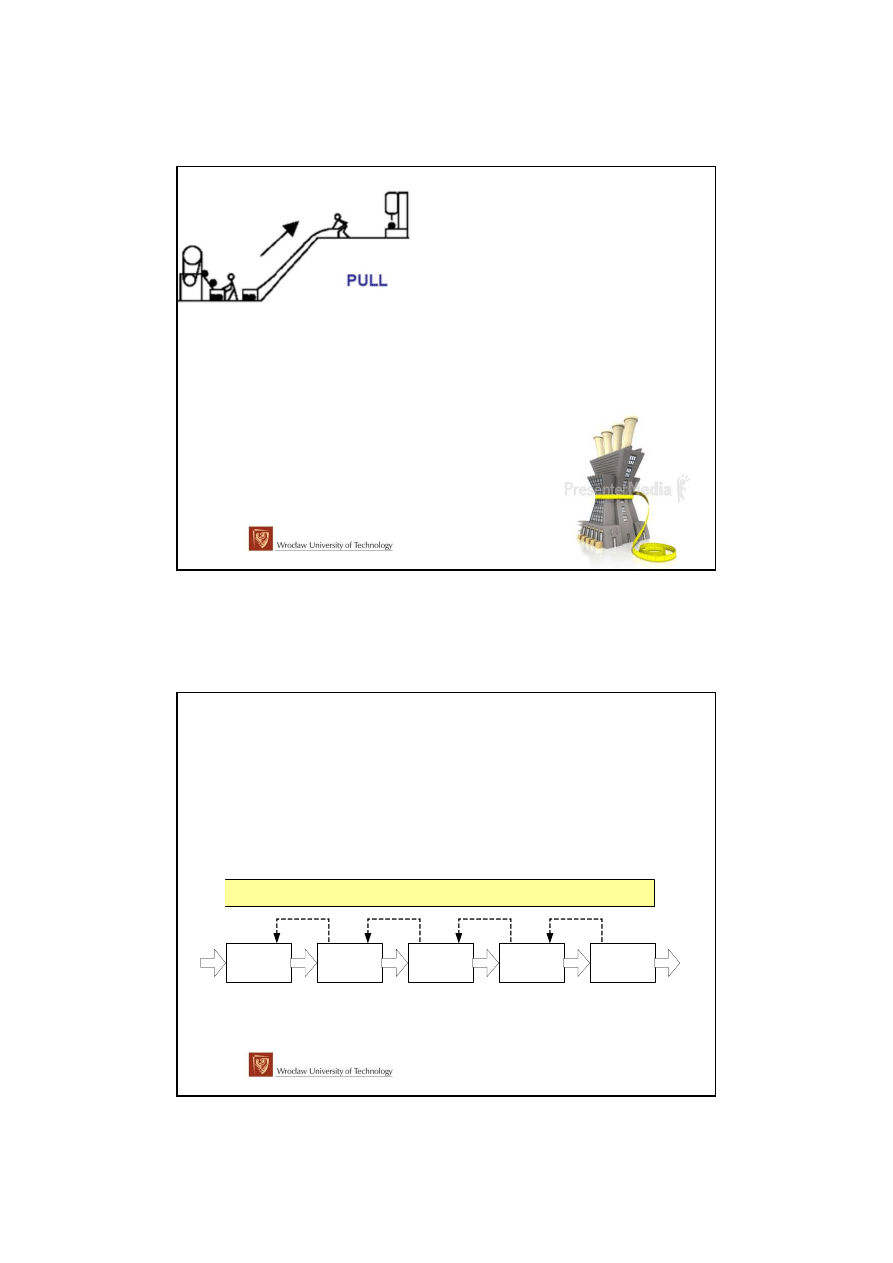
System ssący
System ssący
– polega na zleceniu produkcji bezpośredniemu dostawcy na
podstawie bieżącego zapotrzebowania odbiorcy. Komórka produkcyjna
realizująca dany etap procesu (odbiorca, klient wewnętrzny) sama określa
wielkość i terminy dostaw od komórki poprzedzającej (dostawca).
materiał
wej
ś
ciowy
obróbka
wst
ę
pna
obróbka
zasadnicza
monta
ż
ko
ń
cowy
produkt
finalny
System ss
ą
cy
Zlecenie lokalne od klientów wewn
ę
trznych
SYSTEM PRODUKCYJNY
PCHAJĄCY (TŁOCZĄCY)
2013-11-28
6
Popyt
Zasady zarządzania zapasami w MRP
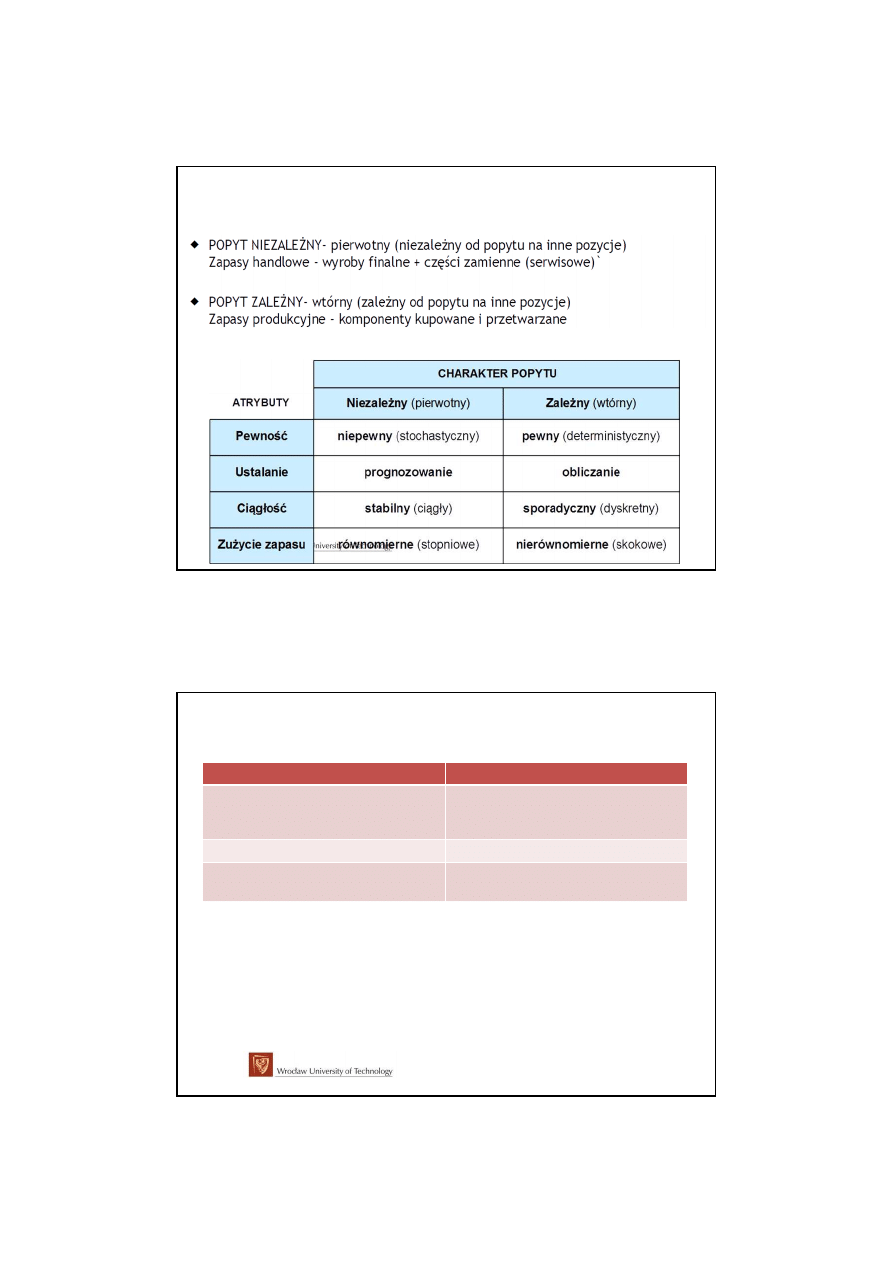
POPYT NIEZALEŻNY
POPYT ZALEŻNY
Brak ilościowo-czasowego dopasowania
zapasu o potrzeb odbiorcy
Dopasowanie ilościowo-czasowe zapasu
do potrzeb odbiorcy
ZASADA UZUPEŁNIANIA ZAPASU
ZASADA PLANOWANIA POTRZEB
Wprowadzenie horyzontu i okresów
planowania
Ustalanie potrzeb i stanów zapasów w
kolejnych okresach planowania
Dla ustalonego planu (harmonogramu) produkcji wyrobów, wielkość potrzeb na
elementy składowe można obliczyć na podstawie struktury wyrobu, norm zużycia i
stanów zapasów.
2013-11-28
7
Planowanie potrzeb materiałowych
Proces zaopatrzenia stanowi początek wewnętrznego łańcucha
logistycznego w przedsiębiorstwie.
Ponoszone koszty zakupu surowców, materiałów i części decydują o
koszcie wyrobu gotowego.
Duże znaczenie dla wyniku finansowego wielu przedsiębiorstw mają
również koszty związane z utrzymywaniem zapasów i to zarówno
materiałów, jak i wyrobów gotowych.
Planowanie zapotrzebowania jest wspomagane przez systemy
informatyczne.
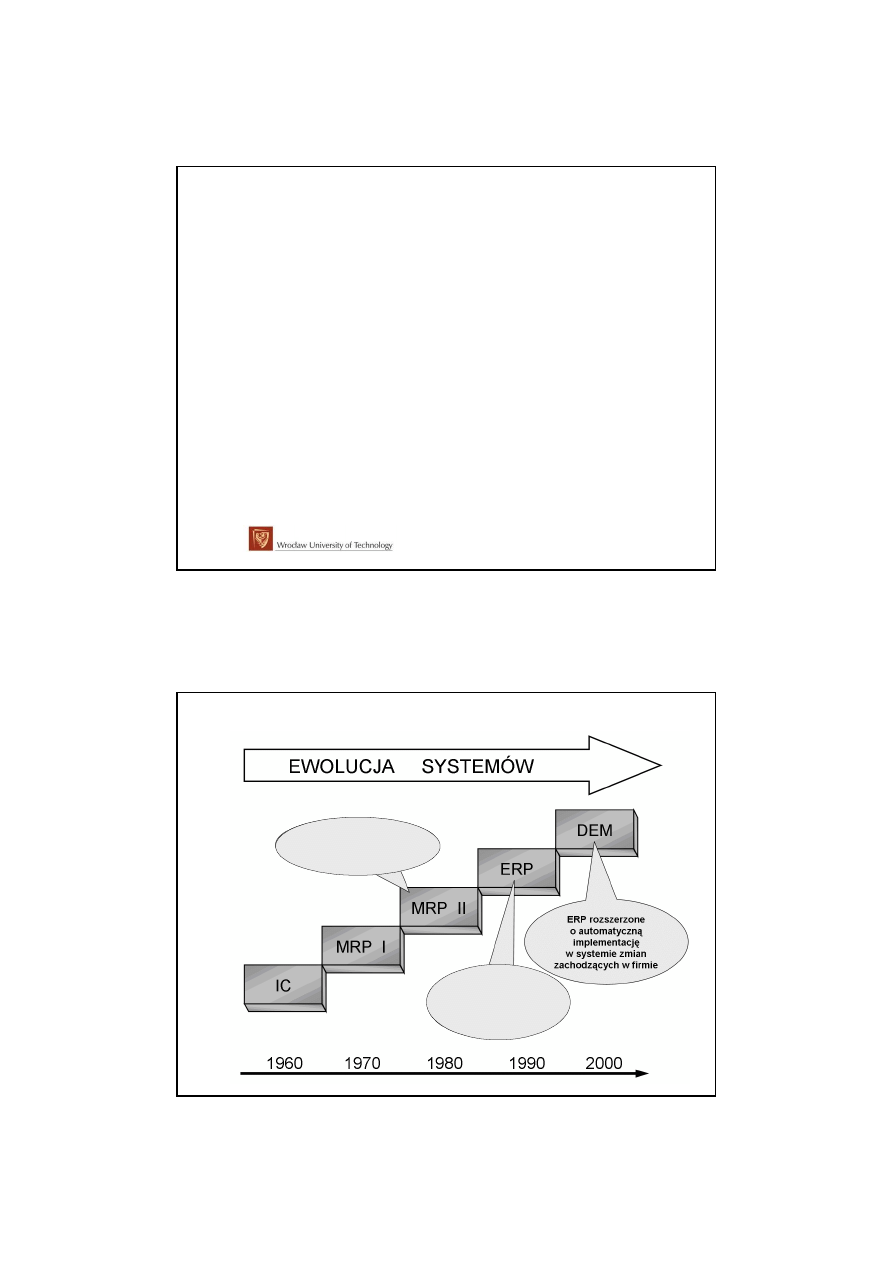
Ewolucja systemów informatycznych
14
MRP I rozszerzone na
planowanie
wszystkich zasobów
produkcyjnych
MRP II rozszerzone na
pozostałe obszary
przedsi
ę
biorstwa (np.
finanse, marketing,itd)
2013-11-28
8
Ewolucja
systemów
informatycznych
15
Pierwszymi systemami, od których można liczyć okres rozwoju
systemów wspomagających zarządzanie przedsiębiorstwem jest
IC
(Inventory Control)
prowadzący gospodarkę magazynową.
Systemy MRP I
16
Metoda MRP lub MRP I (Materiał Requirements Planning Planowanie
Potrzeb Materiałowych)
miała za zadanie obliczyć dokładną ilość
materiałów i terminy dostaw w taki sposób aby sprostać ciągle
zmieniającemu się popytowi na poszczególne wyroby finalne. Często
jest też określana jako metoda planowania popytu zależnego.
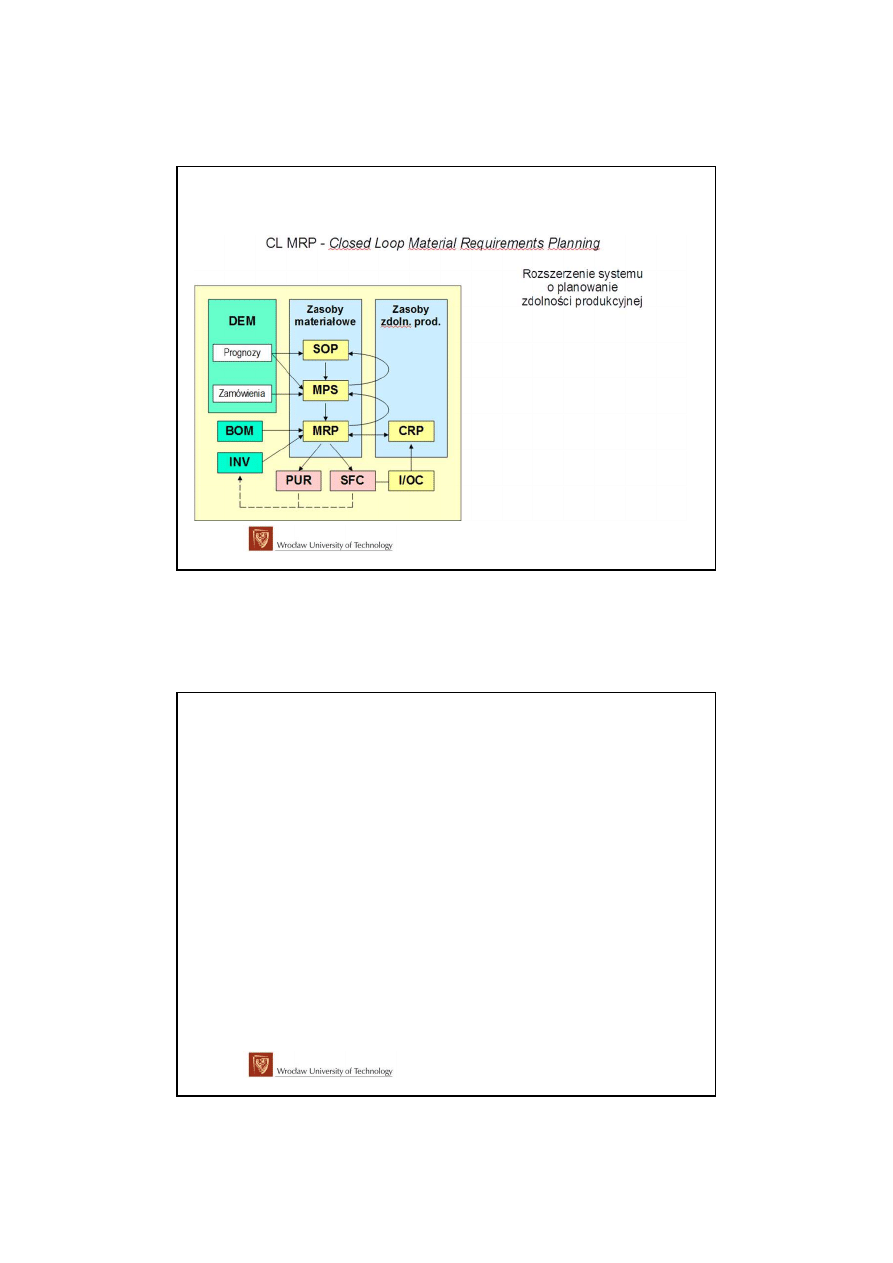
System MRP I
jest systemem wspomagającym planowanie i
harmonogramowanie produkcji.
2013-11-28
9
MRP klasyfikuje zapasy przedsiębiorstwa na dwie grupy:
zapasy produkcyjne,
zapasy handlowe,
Celem zapasów handlowych jest zaspokojenie popytu klienta, który
jest niepewny, zmienny i ustalany jest w oparciu o prognozy. Ma on
charakter zapotrzebowania niezależnego, ponieważ nie wiąże się z
popytem na inne pozycje materiałowe.
Celem zapasów produkcyjnych jest zaspokojenie potrzeb związanych
z produkcją. Popyt na pozycje tego typu zapasu jest
zapotrzebowaniem o charakterze zależnym, gdyż wynika z
zapotrzebowania na odmienną pozycje w zapasach.
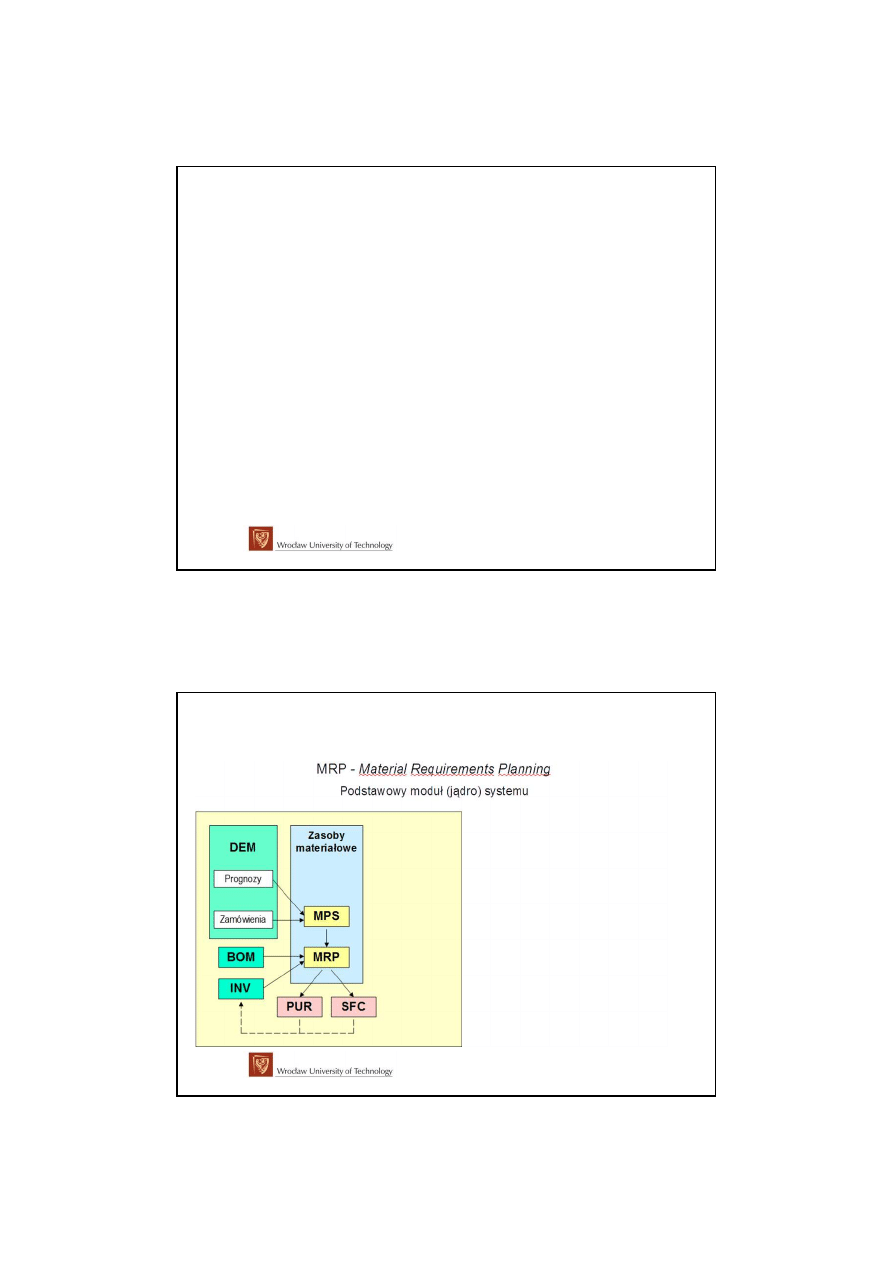
Systemy MRP I
Systemy MRP I - moduły
DEM – Demand Management;
Zarządzanie popytem
MPS - Master Production Scheduling;
Harmonogramowanie planu produkcji
BOM - Bill of Materials; Struktura
wyrobów (specyfikacja materiałowa)
INV - Inventory Transaction; Stany
zapasów
PUR - Purchasing Control Sterowanie;
zaopatrzeniem (zlecenia zakupu)
SFC - Shop Floor Control; Sterowanie
produkcją(zlecenia produkcyjne)
2013-11-28
10
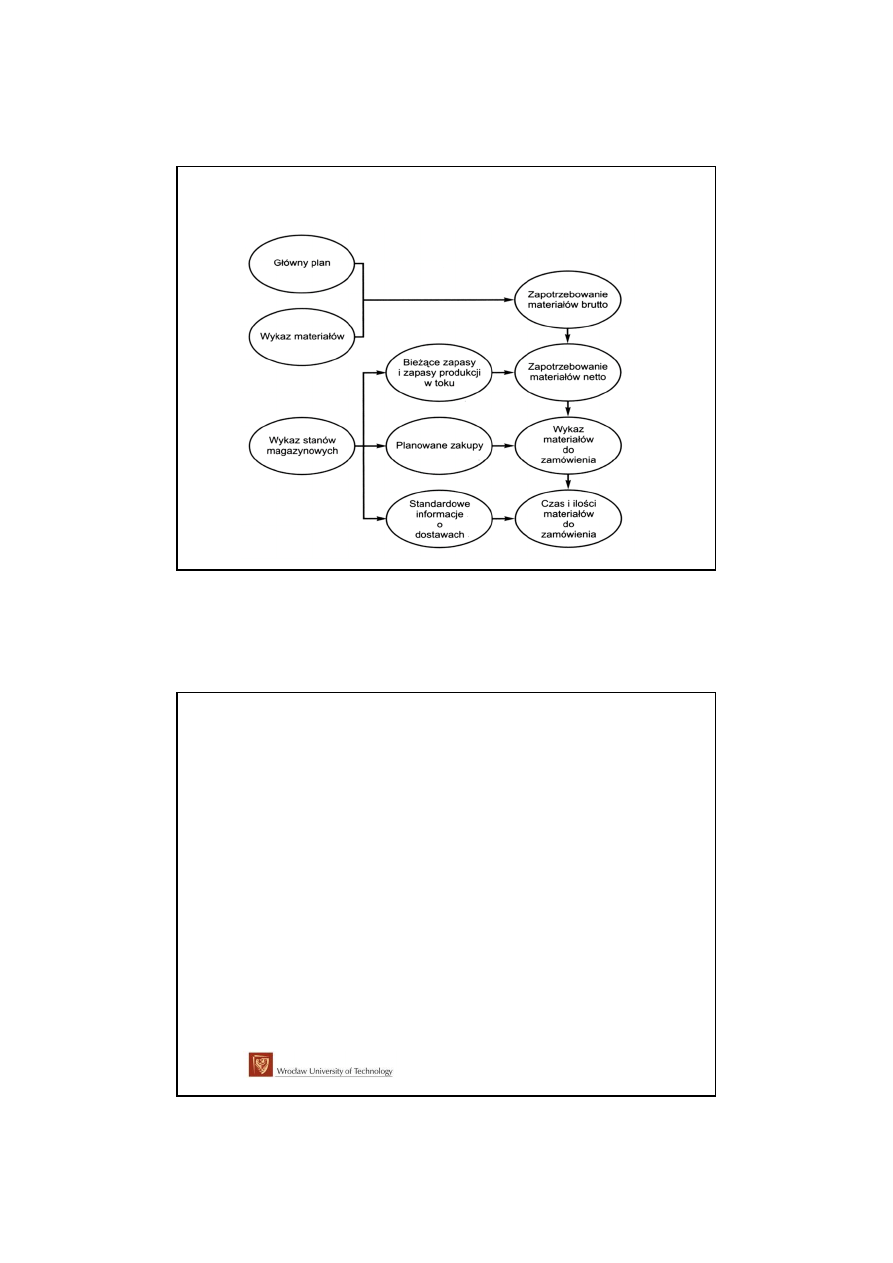
19
Informacje
potrzebne
do
stworzenia
szczegółowego
planu
zamówień czerpane są z głównego planu produkcji, który
dostarcza informacji o zapotrzebowaniu na materiały brutto.
Z wykazu stanów magazynowych docierają informacje na temat
bieżących zapasów oraz zapasów w toku, planowanych zakupach i
informacjach o dostawach.
Kiedy
zebrane
zostaną
wszelkie
potrzebne
zestawienia
materiałowe i informacje o stanach magazynowych przystąpić
można do planowania zasobów materiałowych, a następnie
wykonania harmonogramu zamówień.
Systemy MRP I
Podstaw
ą
metody MRP jest algorytm obliczeniowy :
Krok l.
MRP okre
ś
la zapotrzebowanie całkowite (brutto) dla ka
ż
dego elementu
z kartoteki materiałowej w danych okresach planistycznych;
Krok 2.
MRP okre
ś
la ilo
ś
ci ka
ż
dego elementu, które b
ę
d
ą
dost
ę
pne w chwili
zapotrzebowania na nie. Przy tych obliczeniach MRP korzysta z informacji o
stanie zapasu (
INV
), o stanie zlece
ń
(
wielko
ść
produkcji w toku
), strukturze
wyrobu
BOM
,
technologii
itp.;
Krok 3.
MRP odejmuje wyniki otrzymane w kroku 2 od wyników otrzymanych
w kroku l
ż
eby okre
ś
li
ć
potrzeby netto dla ka
ż
dego elementu;
Krok 4.
MRP planuje uzupełnienie zapasu do poziomu potrzeb netto dla
ka
ż
dego elementu. Wygenerowane zlecenia tworz
ą
plan potrzeb
materiałowych.
Systemy MRP I
2013-11-28
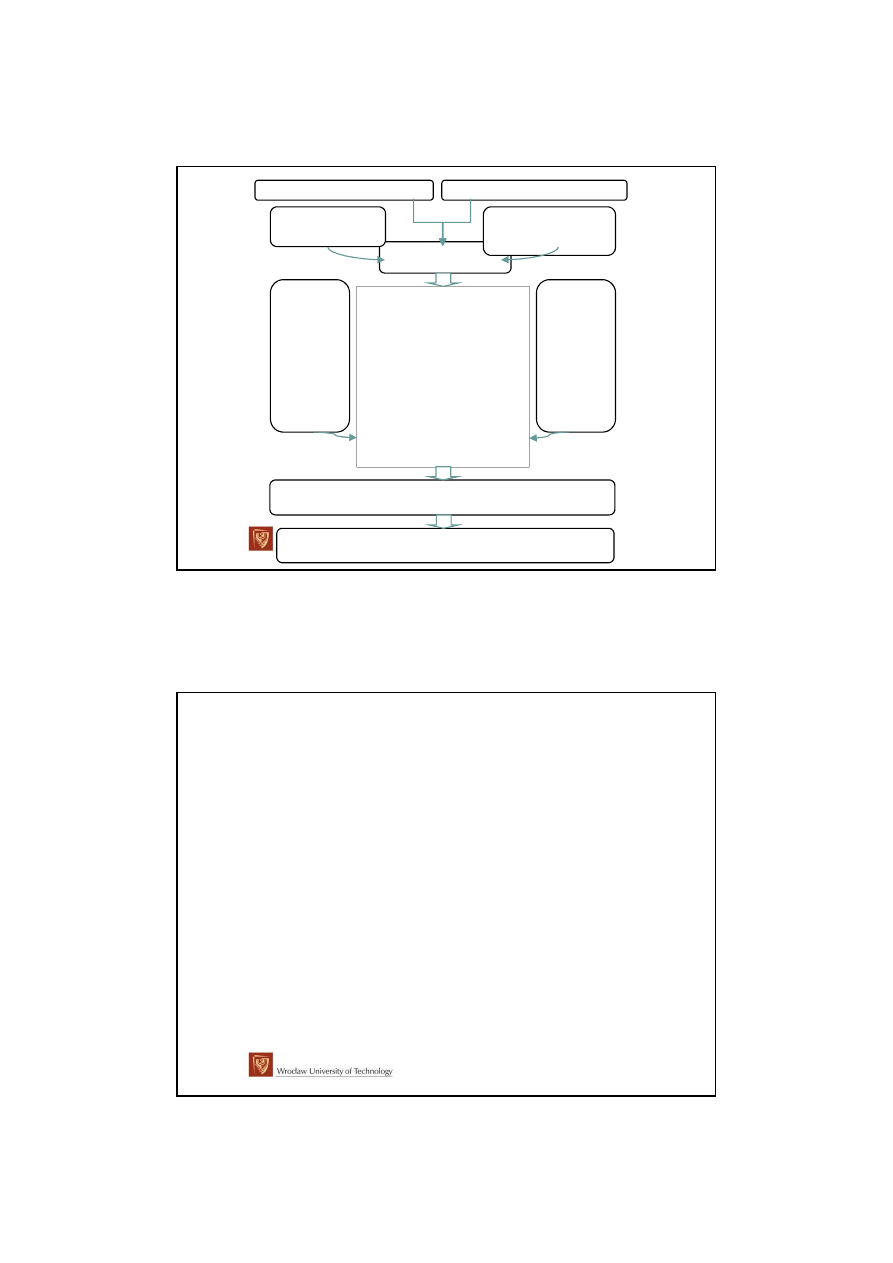
11
szczegółowe plany i harmonogramy prac komórek słu
ż
by
logistycznej
P
rognozowany popyt na wyroby Zgłoszone zamówienia na wyroby
Główny harmonogram
produkcji
Aktualne zdolno
ś
ci
produkcyjne
Priorytety, mo
ż
liwe
zakłócenia, aktualny
popyt na wyroby
Specyfikacje
materiałowe
zestawienia
materiałowe
dane o
dostawcach
Kontrola
stanu
zapasów
magazynowyc
h,
produkcji w
toku,
zamówie
ń
na
wyroby
System MRP I
-
harmonogramowania zada
ń
w
produkcji,
- monitorowania i rejestrowania
procesów wytwórczych,
-monitorowania stanu zapasów
materiałów oraz wyrobów,
-porównywania wyników z
planami, wykrywania ró
ż
nic,
oceny ró
ż
nic, dokonywania
poprawek i zmian w planach,
aktualizacji harmonogramów
wytwarzania wyrobów oraz ich
dystrybucji
szczegółowe raporty o terminach realizacji zamówie
ń
,
odchyleniach i zmianach
Główne cele metody MRP to:
dokładne określenie czasu dostaw surowców i półproduktów
(komponentów),
redukcja zapasów - zarówno materiałowych jak i operacyjnych
dzięki czemu zwiększa się płynność finansowa firmy,
lepsze wykorzystanie posiadanej infrastruktury (zasoby,
magazyny, transport itp.),
szybsze reagowanie na zmiany zachodzące w otoczeniu,
dokładne wyznaczenie kosztów produkcji,
kontrola poszczególnych etapów produkcji.
Systemy MRP I
2013-11-28
12
Systemy MRP I
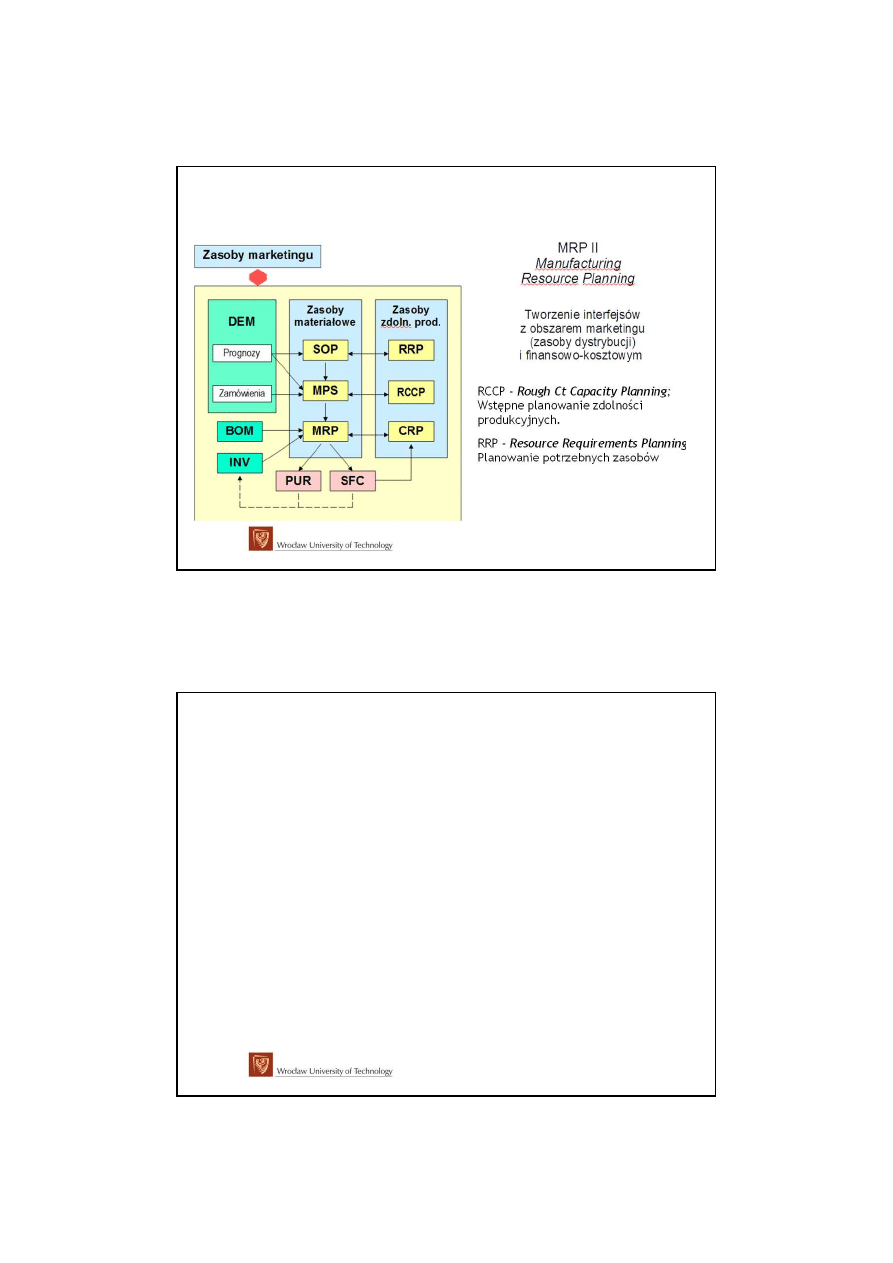
MRP II (Manufacturing Resource Planning) – Planowanie Zasobów
Produkcyjnych
Jest rozwinięciem wcześniej opracowanej metody MRP I, poprzez
dołączenie
do
funkcji
planowania
materiałowego
również
planowania i sterowania innymi czynnikami produkcji.
Dzięki
temu
ulepszono
harmonogramowanie
produkcji
przez
sprzężenie
potrzeb
materiałowych
z
możliwościami
środków
produkcji, takich jak maszyny i urządzenia wytwórcze, czynniki
energetyczne, praca, informacje, kapitał.
Systemy MRP II
2013-11-28
13
Systemy MRP II
CRP - Capacity Requirements Planning;
Planowanie potrzebnych zdolności
produkcyjnych(bilansowanie zdolności z
zapotrzebowaniem)
I/OC - Input/Output Control; Kontrola
wejść/wyjść(obciążenie stanowisk)
SOP - Sales and Operations Planning
Planowanie sprzedaży i produkcji.
Następnie dołączono funkcje nadzorowania produkcji i wielkości
sprzedaży oraz narzędzia do ich planowania i sterowania;
Uzyskano w ten sposób zamknięty system w obszarze zarządzania
przedsiębiorstwem oraz planowania i sterowania produkcją.
Standard MRP II został opracowany z inicjatywy i współudziale
amerykańskiej organizacji o nazwie APICS (ang. American
Production & Inventory Control Society).
Systemy MRP II
2013-11-28
14
Systemy MRP II
RCCP - Rough Ct Capacity Planning;
Wstępne planowanie zdolności
produkcyjnych.
RRP - Resource Requirements Planning;
Planowanie potrzebnych zasobów
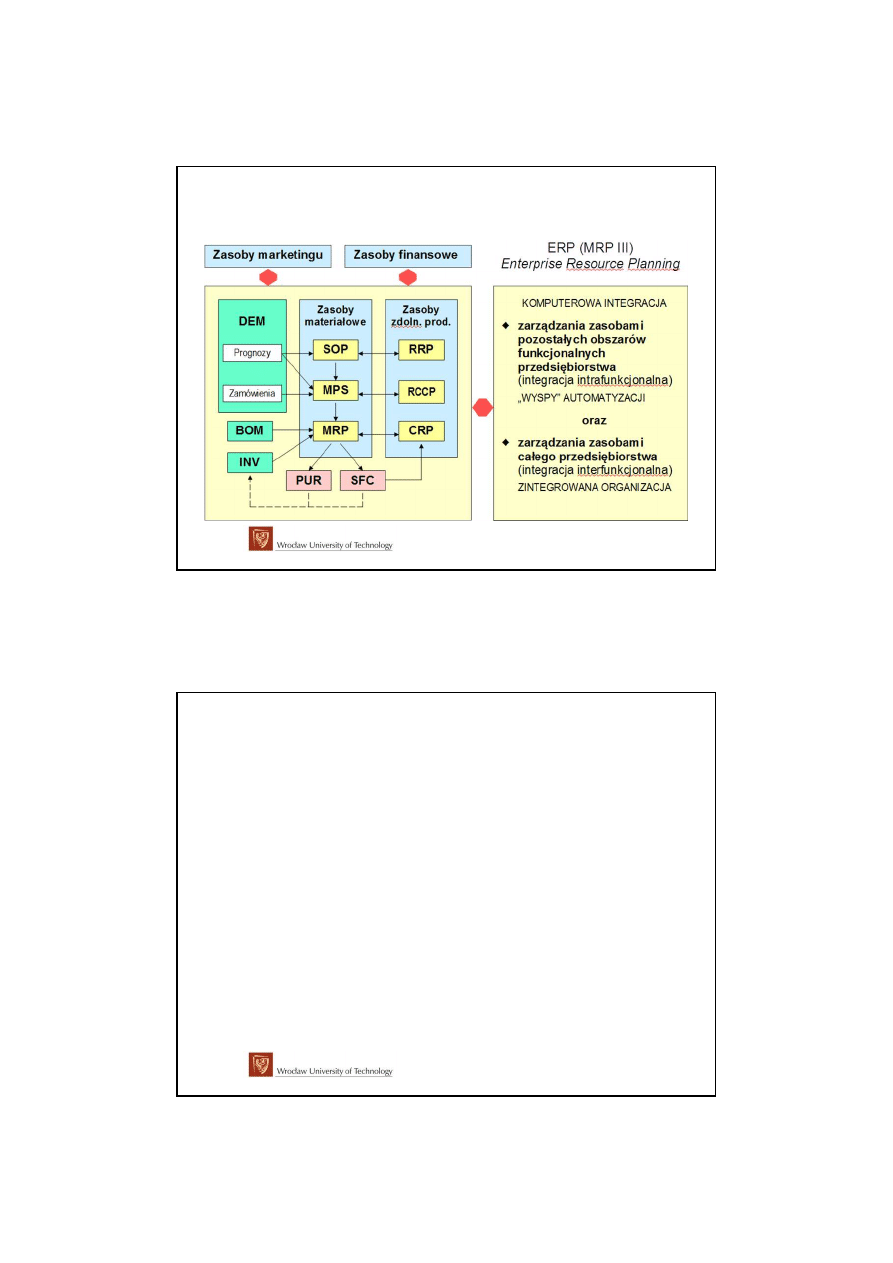
Systemy ERP
28
Systemy klasy ERP (ang. Enterprise Resource Planning)
stanowią
rozwinięcie standardu MRPII, który w obecnych czasach nie spełnia
już wymagań stawianych nowoczesnym systemom zarządzania.
Tak jak w systemach klasy MRPII mówiło się głównie o funkcjach
wspomagających podstawowe obszary działalności przedsiębiorstwa,
tak systemy ERP określa się mianem systemów wspomagających
zarządzanie wszystkimi procesami gospodarczymi przedsiębiorstwa,
ze szczególnym uwzględnieniem przepływów finansowych.
2013-11-28
15
Wstępnym etapem w procesie wdrażania tych systemów jest wymóg
identyfikacji oraz analizy procesów gospodarczych przedsiębiorstwa,
a następnie ich przeprojektowania (ang.
BPR- Business Process
Reengineering
) bądź usprawnienia (ang.
BPI- Business Process
Improvement
).
BPR
- to gruntowne przemyślenie od podstaw i radykalna przebudowa
procesów gospodarczych po to, by osiągnąć ich istotną poprawę w
takich miarach sprawności, jak: koszt, jakość, poziom obsługi klienta
i szybkość.
Systemy ERP
30
Doświadczenia ostatnich lat skłaniają do podejścia bardziej
ewolucyjnego w usprawnianiu procesów gospodarczych.
Wielostopniowe wprowadzanie radykalnych pomysłów dla
przebudowy procesów wydaje się bardziej prawdopodobną i realną
przyszłością reorganizacji przedsiębiorstw, stąd częściej
funkcjonujące określenie
BPI
.
Systemy ERP
2013-11-28
16
Systemy ERP
Korzyści stosowania systemów ERP
Lepsza obsługa klienta:
Ograniczenie przypadków niedoboru (wyczerpania) zapasów,
Sprawniejsza realizacja dostaw (krótsze czasy sporządzania ofert i
realizacji zamówień)
Zwiększenie ilościowo-terminowej niezawodności dostaw
Większa elastyczność i wrażliwość na zmiany popytu
Ograniczenie skutków zakłóceń w procesach zaopatrzenia, produkcji i
zbytu
2013-11-28
17
Zmniejszenie poziomu zapasów produkcyjnych i handlowych
Zmniejszenie pracochłonności oraz poprawa jakości i elastyczności
planowania
Możliwości symulacyjne – analizy typu „co jeśli?” (ang. What if?)
Finansowe:
Zwiększenie wartości sprzedaży
Zmniejszenie kosztów materiałowych, operacyjnych i utrzymania
zapasów
Poprawa płynności finansowej przedsiębiorstwa
Korzyści stosowania systemów ERP
wieloprzekrojowe i na różnych poziomach zarządzania
informowanie kierownictwa przedsiębiorstwa,
objęcie kanałami informacyjnymi wszystkich kluczowych agend
przedsiębiorstwa (finanse, logistyka, produkcja, zasoby ludzkie
itp.),
podniesienie wiarygodności informacji dzięki wprowadzaniu do
systemu w miejscu ich powstawania,
kontrolowanie kosztów w oparciu o ich pomiar w miejscu
powstawania,
Korzyści stosowania systemów ERP
2013-11-28
18
symulowanie budżetowe i analizy finansowe, będące podstawą
prognoz zarówno krótko- jak i długoterminowych,
zarządzanie strumieniem materiałów, surowców, półproduktów i
usług w ramach całego łańcucha logistycznego,
mechanizmy zapewniające bezpieczeństwo zasobów danych
(m.in. dostęp tylko użytkowników uprawnionych, okresowa
archiwizacja itp.).
Korzyści stosowania systemów ERP
Systemy ERP
Orientacyjne wska
ź
niki korzy
ś
ci mo
ż
na okre
ś
li
ć
jako:
spadek kosztów projektowania wyrobów – ok. 15-30%,
skrócenie cyklu produkcyjnego – ok. 30-60%,
wzrost wydajno
ś
ci – ok. 40-60%,
podniesienie jako
ś
ci produkcji – ok. 20-50%,
spadek zapasów produkcji w toku – ok. 30-60%,
spadek kosztów osobowych – ok. 5-20%.
2013-11-28
19
SYSTEM PRODUKCYJNY SSĄCY
SZCZUPŁE WYTWARZANIE
ang. LEAN MANUFACTURING
System ssący
System ssący
to system produkcyjny, w którym konieczność produkowania
wywoływana jest faktyczną konsumpcją oraz sterowany zsynchronizowanymi
sygnałami o potrzebie uzupełnienia materiału.
materiał
wej
ś
ciowy
obróbka
wst
ę
pna
obróbka
zasadnicza
monta
ż
ko
ń
cowy
produkt
finalny
System ss
ą
cy
Zlecenie lokalne od klientów wewn
ę
trznych
2013-11-28
20
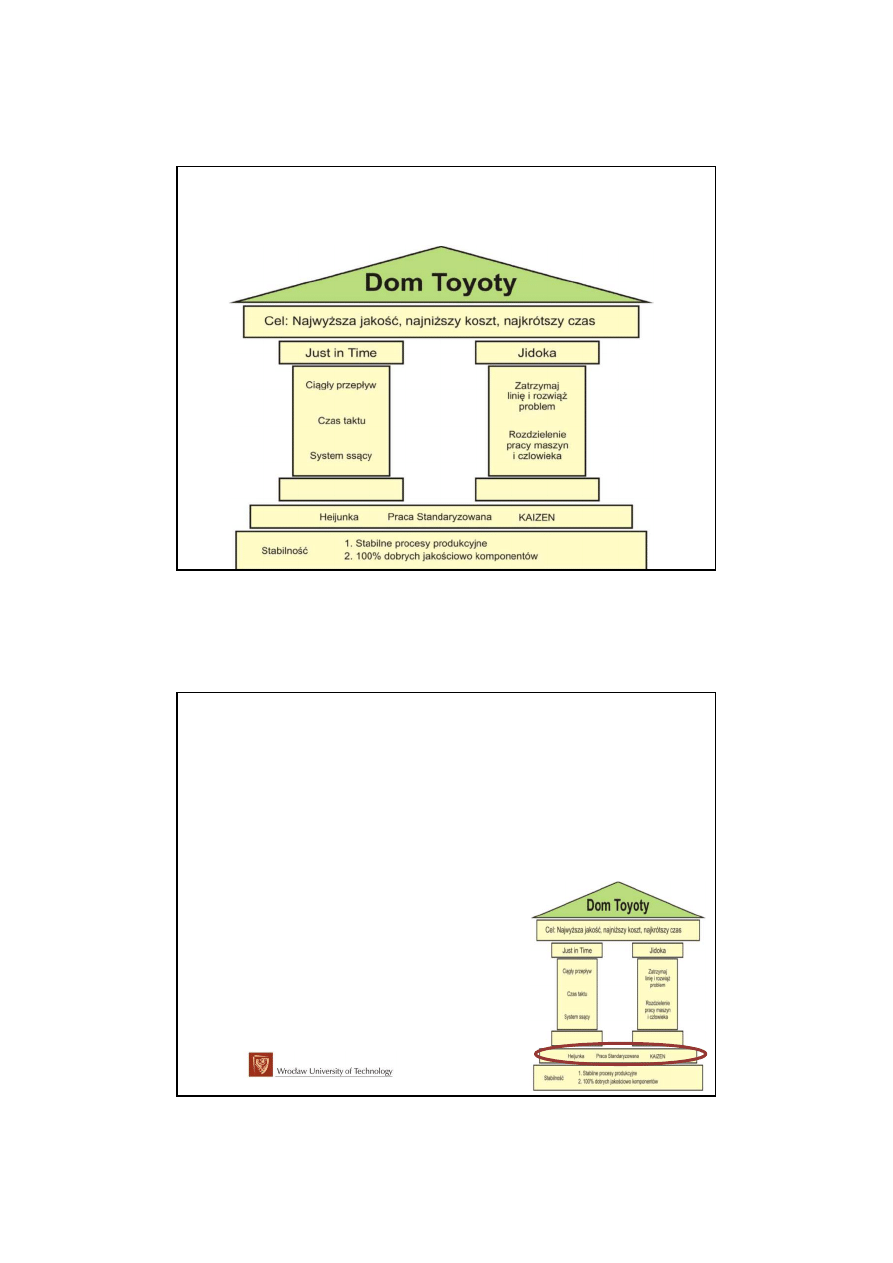
TOYOTA PRODUCTION SYSTEM
Toyota Production System – zbiór japońskich metod zarządzania, które
skupiają się na organizacji produkcji i logistyce (min. pozytywne relacje z
dostawcami/klientami).
TPS jest połączeniem zasad mających na celu eliminacje tzw. 3M:
1.
Muri
– nadwyrężenie i trudności,
2.
Mura
- nieregularność,
3.
Muda
– marnotrawstwo.
System produkcyjny Toyoty
2013-11-28
21
System produkcyjny Toyoty
Fundamentalne zasady TPS
Kaizen
– ciągłe doskonalenie wszystkich aspektów firmy
(zaangażowanie pracowników w proces ciągłego usprawniania );
Heijunka
– optymalizacja głównych parametrów określających proces
produkcji.
Istotą Heijunka jest uzyskanie jednakowego rytmu produkcyjnego,
co możliwe jest poprzez zręczne połączenie
i korzystne sterowanie zleceniami
produkcyjnymi.
2013-11-28
22
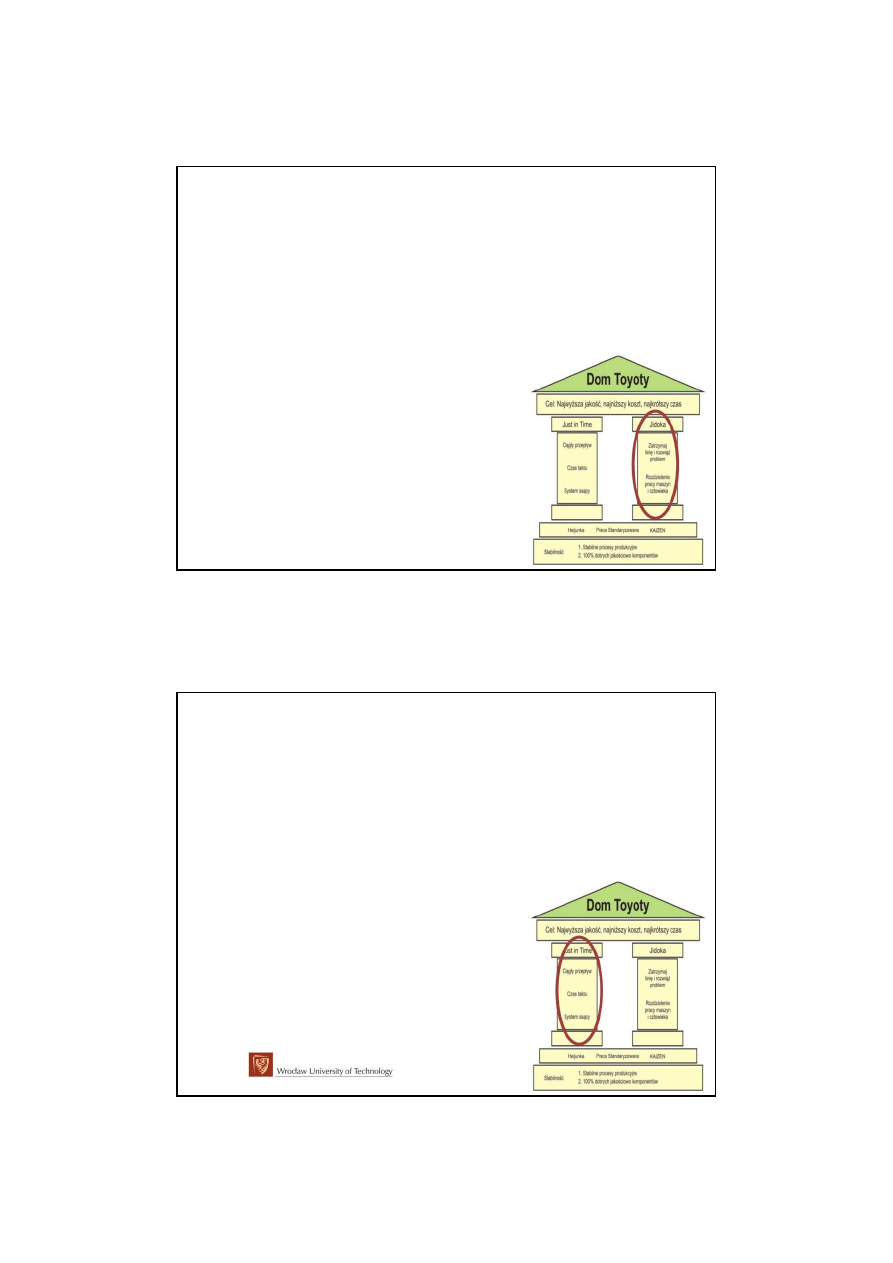
Filary TPS
I.
„Jidoka”
(jakość wbudowana w proces, automatyzacja/
autonomizacja) – podstawy postępowania przy wystąpieniu jakiejś
anomali w procesie.
1. wykrycie anomalii
2. zatrzymanie procesu
3. ustalenie albo naprawienie defektu
4. zbadanie pierwotnej przyczyny i
wdrożenie środków zapobiegających.
II. „Just-in-Time”
– technika obejmująca całkowite
wyeliminowanie marnotrawstwa, czyli robić tylko „co trzeba,
kiedy trzeba i w ilości jaka jest potrzebna”.
zero zapasów,
małe i częste dostawy dóbr,
krótkie cykle realizacji zamówienia,
wysoka jakość
Filary TPS
2013-11-28
23
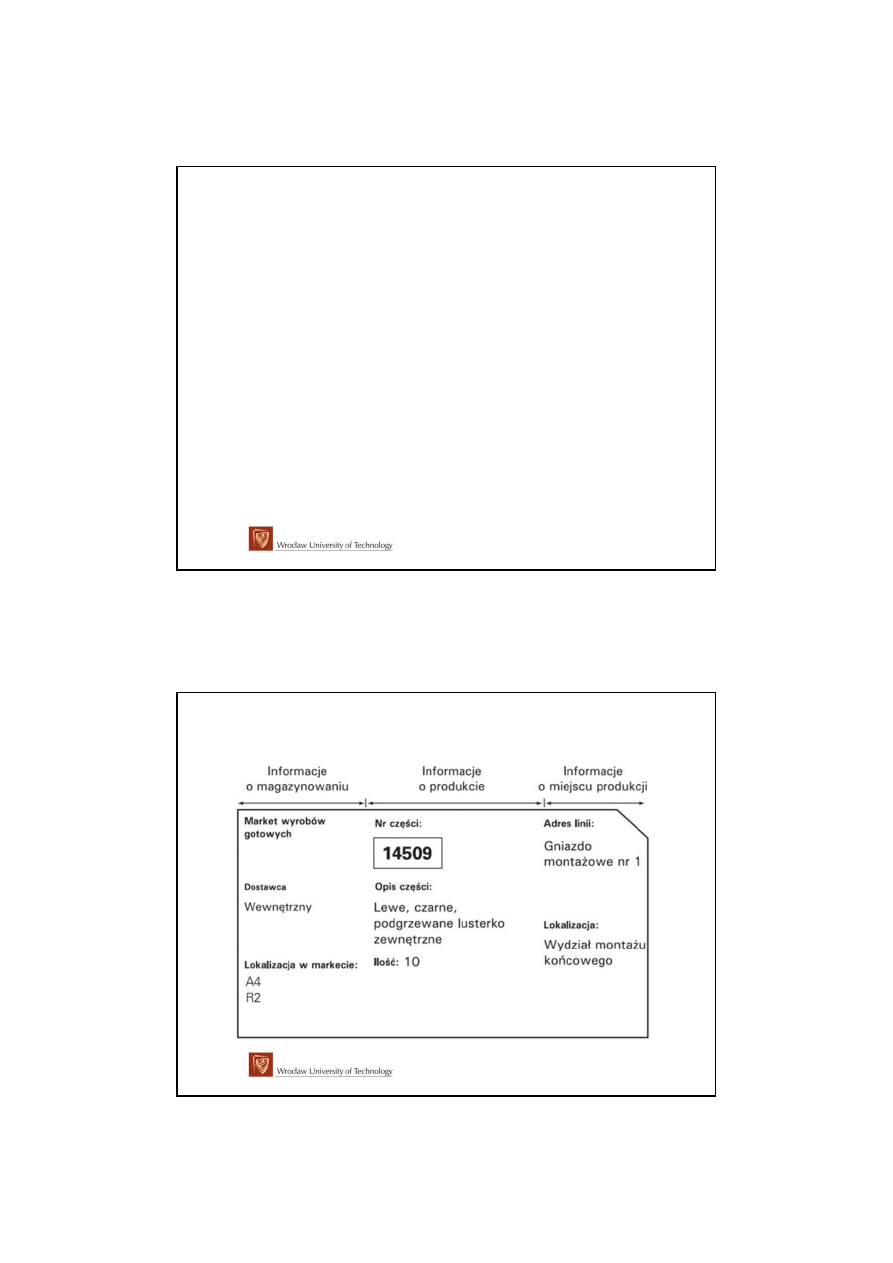
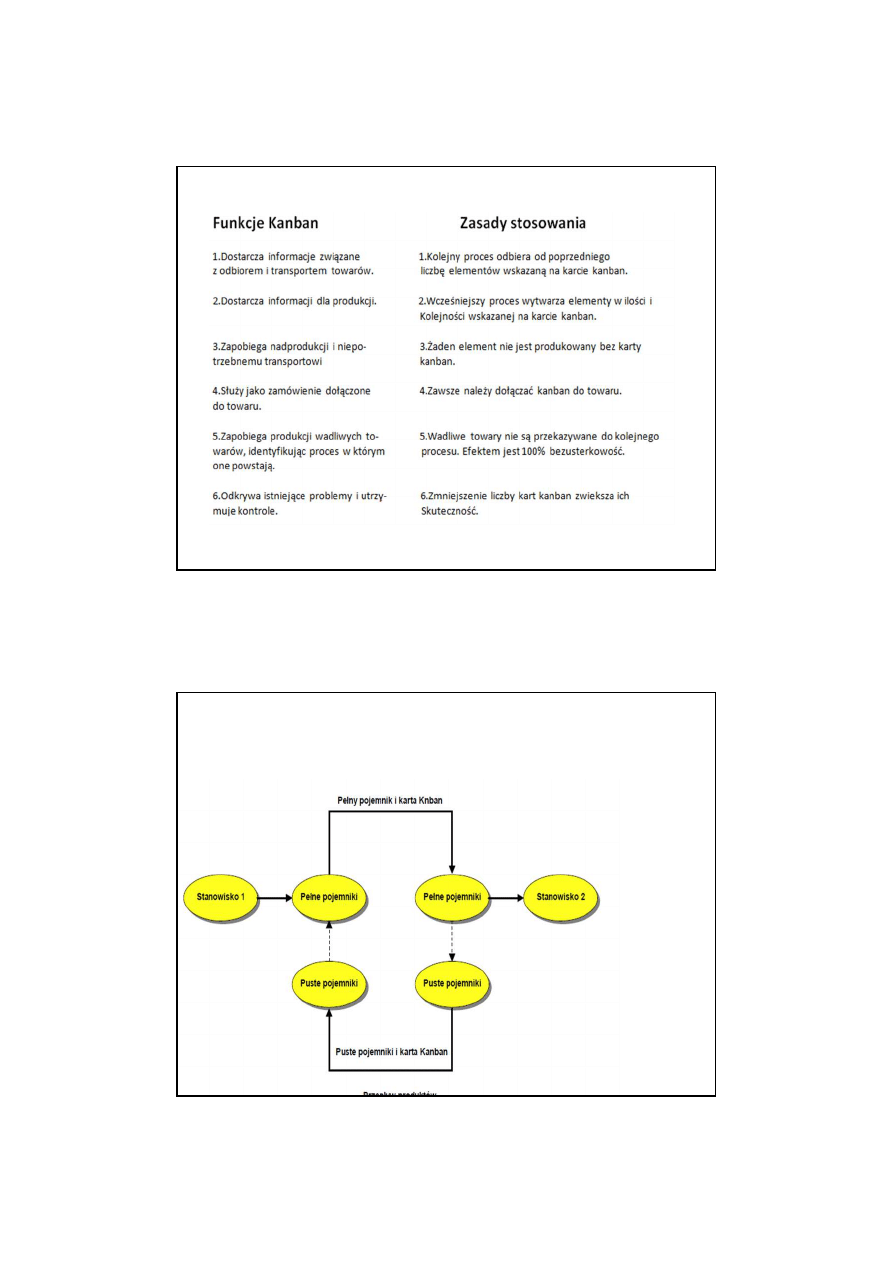
Kanban
– metoda, której zadaniem jest sterowanie zapasami. System
organizacji dostaw części, półfabrykatów, materiałów do produkcji w
momencie wystąpienia faktycznego zapotrzebowania na te elementy.
Kanban: Japoński termin.
„
KAN
” oznacza „kartę”
„
BAN
” oznacza „sygnał”.
„
KANBAN
” odnosi się do „kart sygnału”.
Filary TPS
Kanban
2013-11-28
24
Kanban
2013-11-28
25
Głównym zadaniem organizacji produkcji wg.
kanban jest minimalizacja kosztów przez
eliminowanie wszystkich strat, a więc
realizacja hasła:
zero braków,
zero opóźnień,
zero zapasów,
zero kolejek - gdziekolwiek i po cokolwiek,
zero bezczynności,
zero zbędnych operacji technologicznych i
kontrolnych,
zero zbędnych pomieszczeń.
Hasło to jest często określane mianem "7 razy
zero".
Kanban
Kanban
„7 x żadnych” kanban:
1.żadnych braków,
2.żadnych opóźnień,
3.żadnych zapasów,
4.żadnych kolejek - gdziekolwiek i po
cokolwiek,
5.żadnych bezczynności,
6.żadnych zbędnych operacji
technologicznych i kontrolnych,
7.żadnych przemieszczeń.
Wyniki osiągnięte przez Toyote po
3 latach od wprowadzenia
KANBAN:
30% wzrost produkcji
60% redukcja wszelkich
zapasów
90% redukcja braków
15% redukcja przestrzeni
produkcyjnej
15% redukcja operatorów i
personelu administracyjno-
technicznego
2013-11-28
26
Korzyści systemu Kanban
poprawa jakości dostaw (czas, niezawodność, płynność),
wzrost produktywności pracy,
redukcja zapasów materiałowych,
obniżenie nadwyżek produkcji,
minimalizacja przepływu informacji i dokumentów,
eliminacja planowania terminów, obniżka zamrożonego kapitału,
redukcja nakładów związanych z kierowaniem i kontrolą,
podniesienie motywacji pracowników poprzez ustalenie zasad
odpowiedzialności,
większa przejrzystość przepływu materiałów,
większa płynność produkcji.
Rodzaje strat / marnotrawstwa
nadprodukcja,
oczekiwanie (czas do dyspozycji),
zbędny transport,
nadmierne lub niewłaściwe przetwarzanie,
nadmierny stan zapasów,
zbędne ruchy,
defekty (produkcja wadliwych części lub ich naprawianie,”
„niewykorzystana kreatywność pracowników”.
2013-11-28
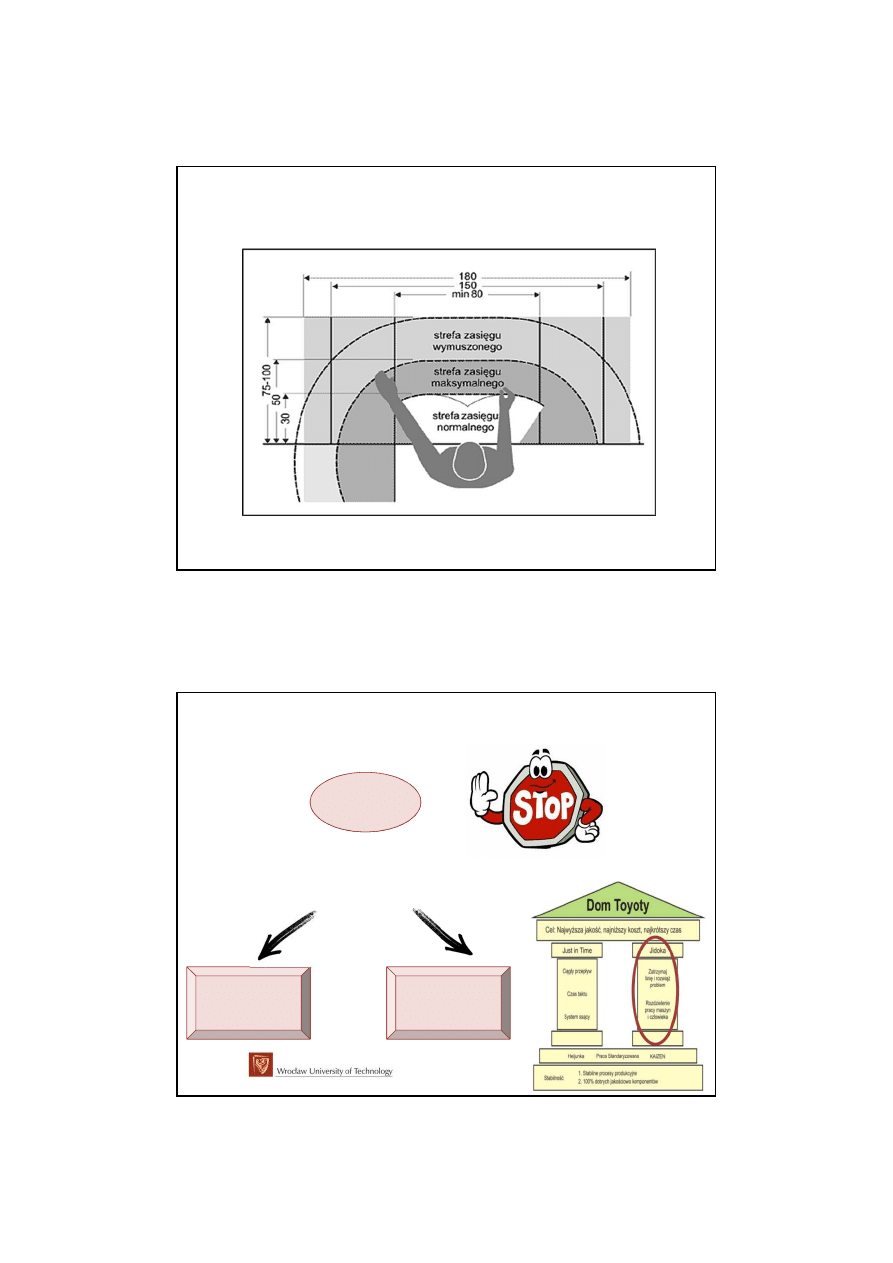
27
Eliminacja strat podczas wykonywania ruchów roboczych
Jidoka
Poka - yoke
Jidoka
Urządzenie i/lub człowiek zatrzymujące
automatycznie proces produkcji w przypadku
wystąpienia jakiejkolwiek nieprawidłowości.
Andon
2013-11-28
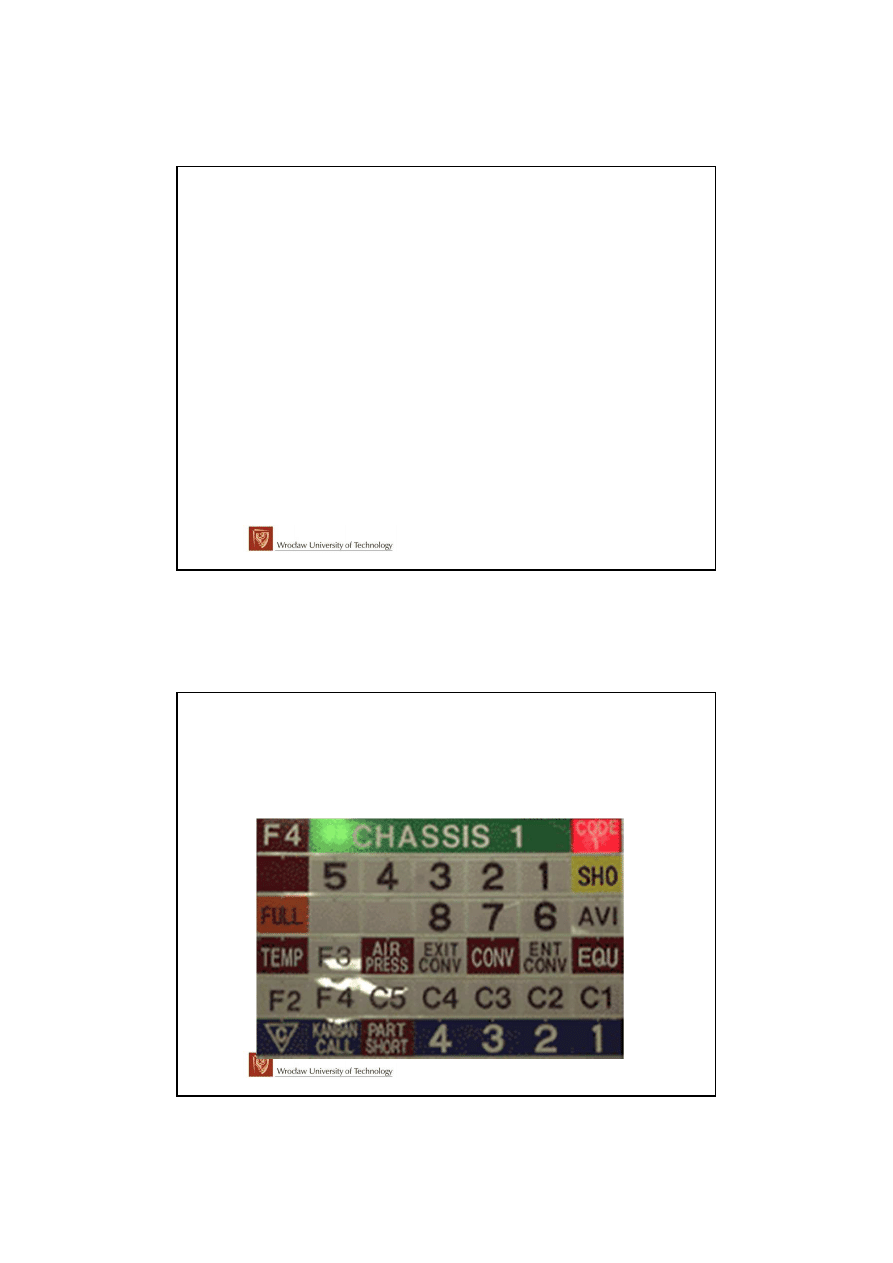
28
Tablica Andon
Urządzenie kontrolne umieszczone w hali produkcyjnej, które z
pomocą sygnałów świetlnych lub dźwiękowych informuje o
problemach.
Element wyposażenia umożliwiający funkcjonowanie automatyzmu
(Jidoka).
Alarm uruchamia pracownik lub inicjuje go urządzenie.
Umożliwia on praktyczne zastosowanie zasady nie przyjmuj
wady, nie produkuj wady, nie wysyłaj wady.
nie przyjmuj wady nie produkuj wady nie wysyłaj wady
Tablica Andon
2013-11-28
29
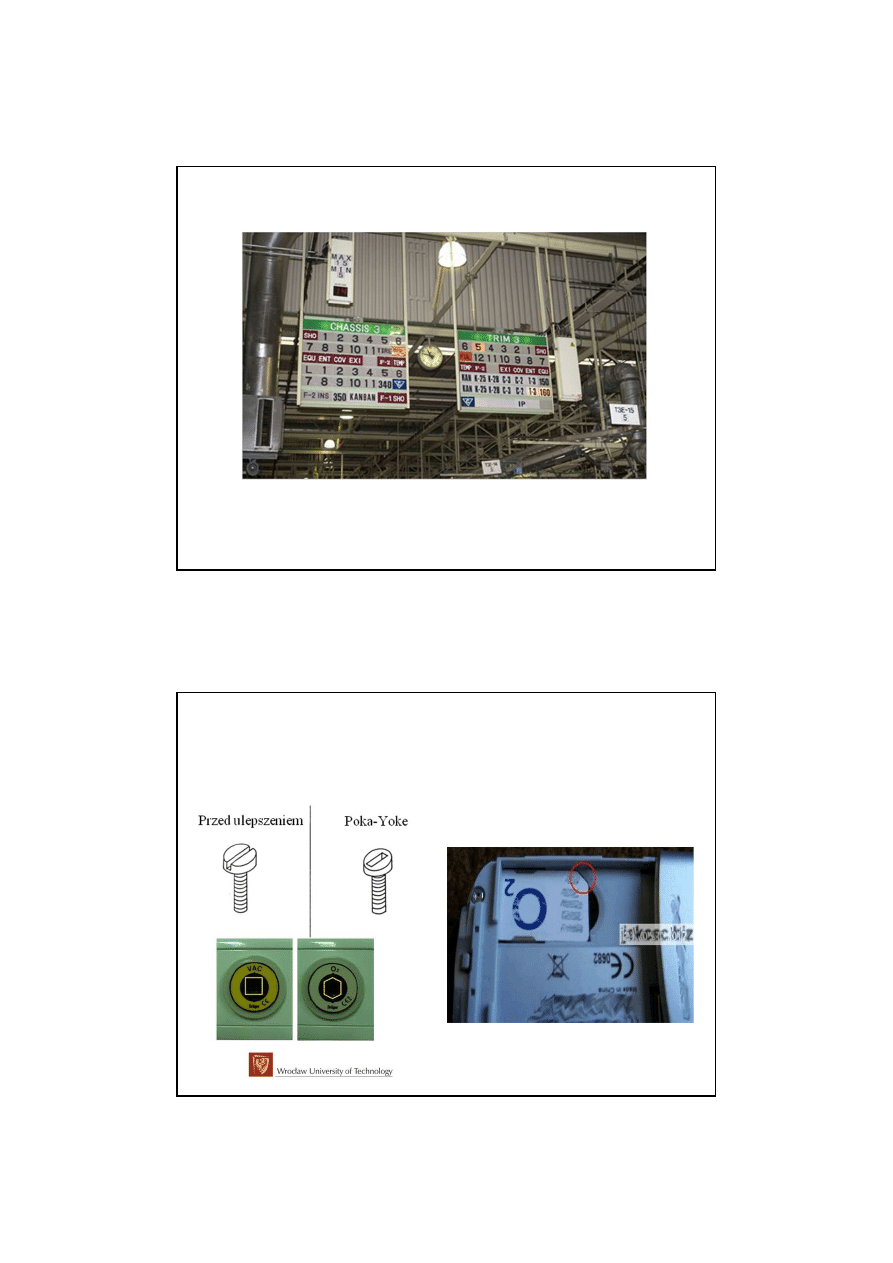
POKA YOKE
Poka-Yoke jest metodą zapobiegania wadom pochodzącym z błędów i pomyłek
popełnionych przez brak koncentracji (nieuwagę).
2013-11-28
30
KAIZEN
Kaizen jest koncepcją ciągłego doskonalenia, usprawniania. Polega ona na
zaangażowaniu wszystkich pracowników organizacji, niezależnie od szczebla,
w stałe poszukiwanie pomysłów udoskonalenia wszystkich obszarów
organizacji.
Kaizen jest nie tylko koncepcją zarządzania, ale również częścią Kultury
japońskiej, obecną w wielu aspektach życia.
Podstawową regułą tej filozofii jest ciągłe zaangażowanie oraz chęć ciągłego
podnoszenia jakości firmy i produktu
Pytanie 1: Dlaczego wyrzuca Pan trociny na podłogę?
Odpowiedź pracownika: Ponieważ podłoga jest śliska i zagraża bezpieczeństwu.
Pytanie 2: Dlaczego podłoga jest śliska i zagraża bezpieczeństwu?
Odpowiedź pracownika: Jest na niej olej.
Pytanie 3: Dlaczego jest na niej olej?
Odpowiedź pracownika: Maszyna przecieka.
Pytanie 4: Dlaczego maszyna przecieka?
Odpowiedź pracownika: Olej spływa przez złączkę.
Pytanie 5: Dlaczego tak się dzieje?
Odpowiedź pracownika: Ponieważ osłonka złączki się zużyła
5 Why?
2013-11-28
31
Poziom problemu
Odpowiedni środek
zaradczy
Na podłodze hali jest plama oleju
Wytrzeć olej
Ponieważ z maszyny cieknie olej
Naprawić maszynę
Ponieważ zużyła się uszczelka
Wymienić uszczelkę
Ponieważ kupiliśmy uszczelki
niskiej jakości
Zmienić specyfikację
uszczelek
Ponieważ był to dobry interes
(tanie uszczelki)
Zmienić zasady
zaopatrzenia
Ponieważ przedstawiciela ds.
Zaopatrzenia oceniamy na
podstawie krótkoterminowych
oszczędności
Zmienić zasady oceny
przedstawicieli ds.
oszczędności
5 Why?
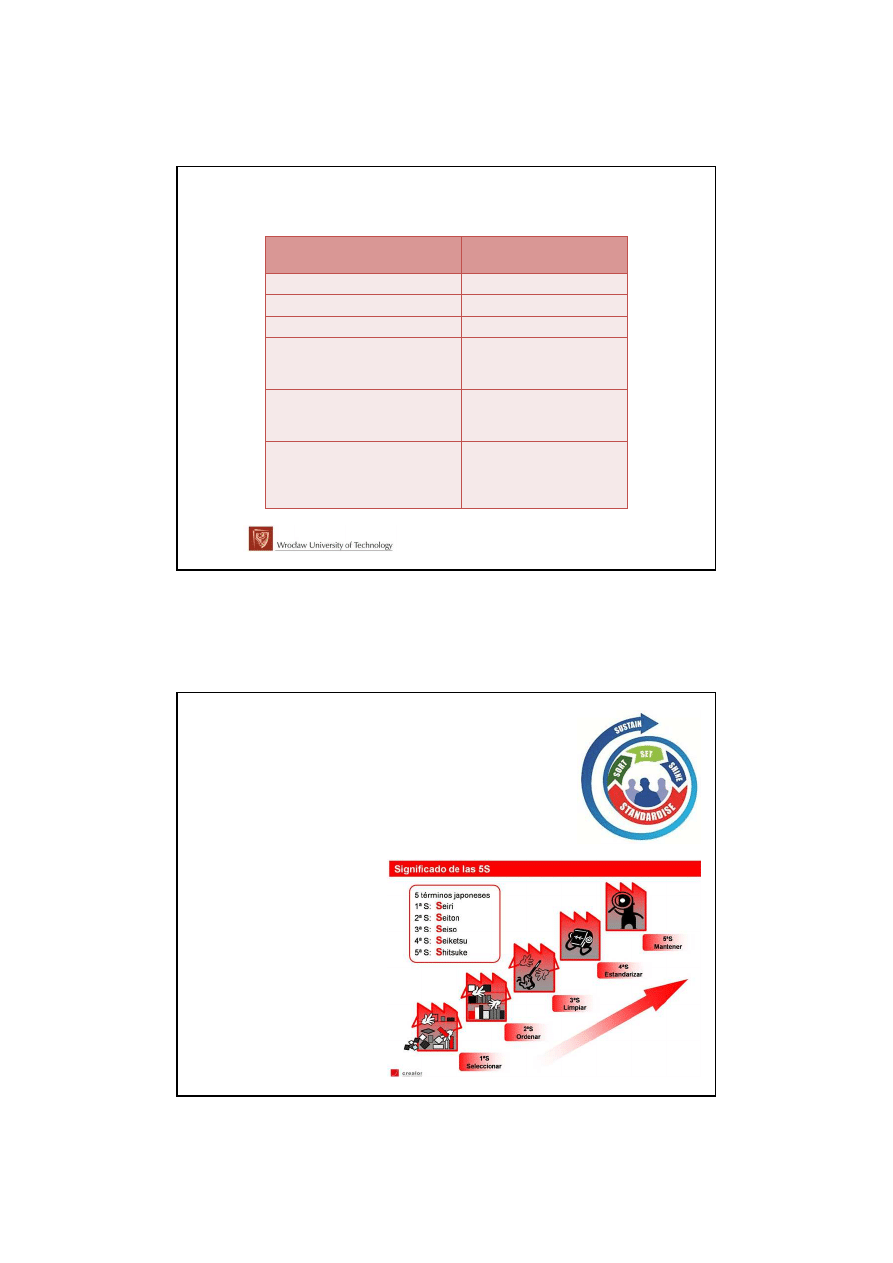
Pięć S”:
sortowanie
systematyczność
sprzątanie
standaryzacja
samodyscyplina
Wdrażanie systemu 5S
2013-11-28
32
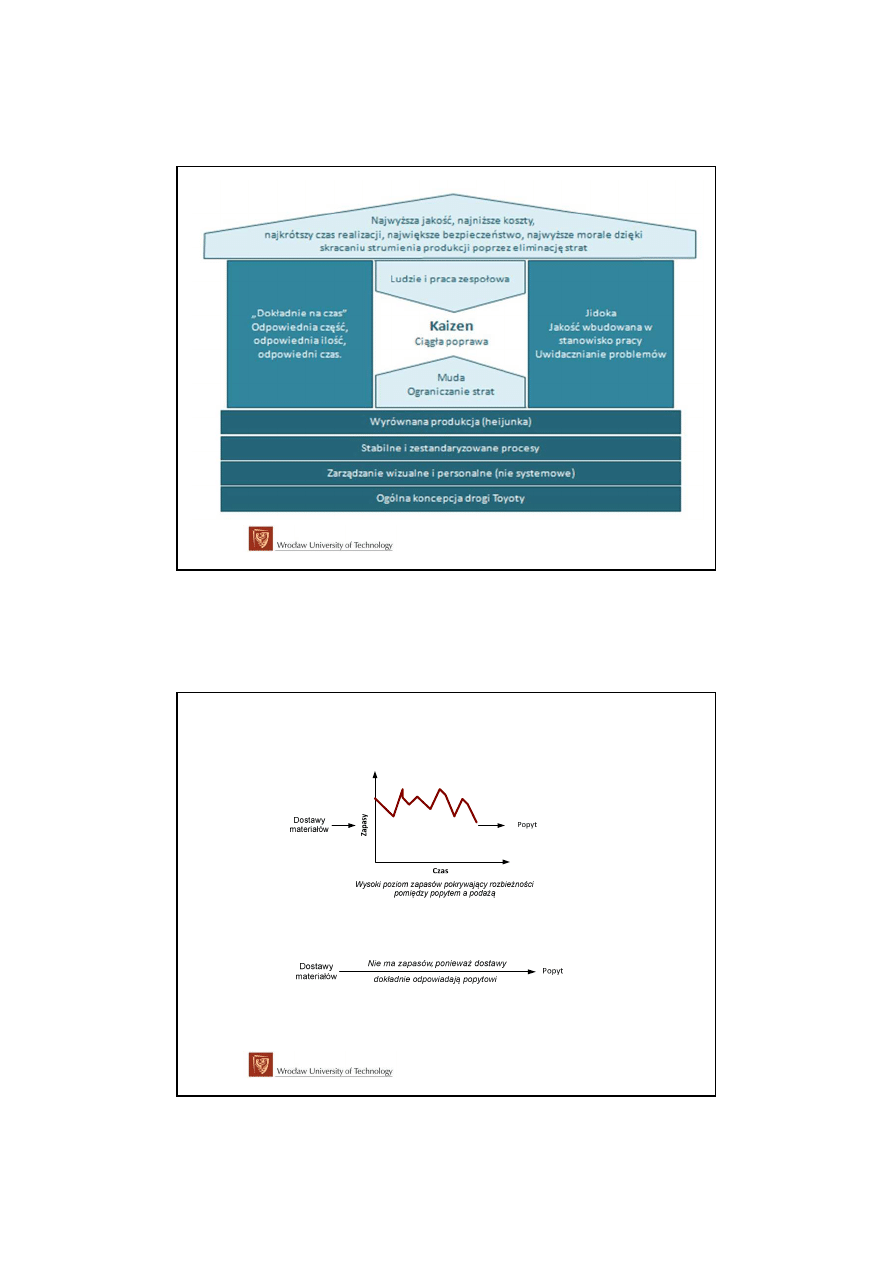
Porównanie poziomów zapasów
2013-11-28
33
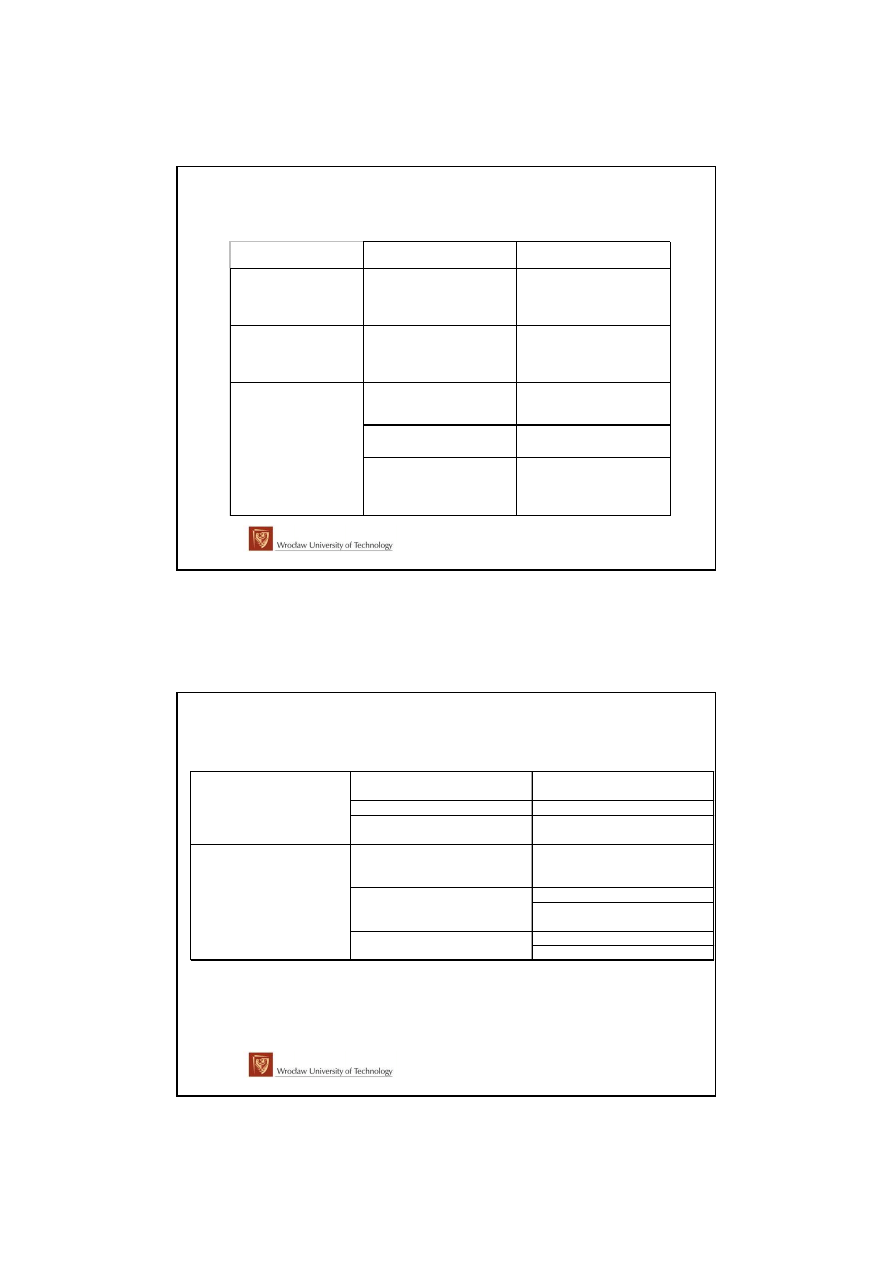
Porównanie systemów typu ssącego i pchającego
PLANOWANIE PRODUKCJI
Produkcja seryjna według
harmonogramu na podstawie
prognoz popytu niezale
ż
nego
Wielko
ść
produkcji
dostosowana do potrzeb
rynku na podstawie popytu
zale
ż
nego
JAKO
ŚĆ
WYROBÓW
Jako
ść
kontrolowana przez
słu
ż
by zapewnienia jako
ś
ci
lub wykrywane automatycznie
Za jako
ść
odpowiada ka
ż
dy
pracownik, zapobieganie
powstawania brakom le
ż
y w
kompetencji pracowników
Wyspecjalizowani,
zorientowani na wykonanie
zadania
Brak w
ą
skich specjalizacji,
ukierunkowani na
wykonywanie ró
ż
nych zada
ń
Maj
ą
mały wpływ na sopsoby
wykonywania zada
ń
Maj
ą
mo
ż
liwo
ść
sugerowania
własnych rozwi
ą
za
ń
Indywidualne wykonywanie
zada
ń
(np. jeden pracownik
obsługuje jedn
ą
maszyn
ę
)
Praca zespołowa (cz
ę
sta
zamienno
ść
pracowników,
współpraca na ró
ż
nych
szczeblach)
SYSTEM PCHAJ
Ą
CY
SYSTEM SS
Ą
CY
PRACOWNICY
Wyspecjalizowane maszyny o du
ż
ej
wydajno
ś
ci
Maszyny uniwersalne lub wiele
mniejszych maszyn
Oprzyrz
ą
dowanie specjalistyczne
Oprzyrz
ą
dowanie elastyczne
Ś
redni i wysoki stopie
ń
automatyzacji
Niski i
ś
redni stopie
ń
automatyzacji
Skomplikowana i skomputeryzowana
gospodarka materiałowa
Minimalny poziom zapasów
Małe i cz
ę
ste dostawy materiałów
Materiały dostarczane mo
ż
liwie
blisko stanowisk wytwórtczych
Mała liczba dostawców
Ś
cisła koordynacja dostaw
MAZSYNY I URZ
Ą
DZENIA
Materiały przechodz
ą
przez magazyn
Du
ż
a liczba dostawców
ZAOPATRZENIE
MATERIAŁOWE
Porównanie systemów typu ssącego i pchającego
Wyszukiwarka
Podobne podstrony:
Podstawy Organizacji Produkcji projekt
Problem mieszanek, Studia, PWr - MBM, Semestr 7, Podstawy organizacji produkcji
ściąga POP, Studia PWr W-10 MBM, Semestr VII nieposegregowany, Semestr 7, Podstawy organizacji produ
Podstawy organizacji w4
podstaw1, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, wytrzymalosc
ciurla,Podstawy Zarządzania II,Organizacja produkcji – typy, formy, odmiany
Katedra Podstaw Konstrukcji Maszyn - śruby, Politechnika Lubelska, Studia, Studia, organizacja produ
Wytwarzanie podstawowych półproduktów i produktów organicznych
organizacja produkcji budowlanej6
organizacja produkcji budowlanej7
7 Podstawy marketingu produkt
9 Podstawy zarządzania produkcją
PKM, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, od majka, SPRAWOZDA
2.3, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, laborki-mojeókrzste
więcej podobnych podstron